4:
о
Изобретение относится к средствам противосколЕзжения колесных транспортных средств, в частности к способам крепления типов противоскольжения в пневматических шинах.
Известен способ крепления HIHHOB противоскольжения в пневматической шине, включающий выполнение отверстий в протекторе П1ИПЫ и установку в них 1пи1юв под давлением 1.
Однако известный способ характеризуется недостаточной надежностью крепления HJИrIOB.
При эксплуатации шины шип всегда движется относительно поверхности отверстия под действием нормальных и касательных сил, возникающих в зоне контакта шины с опорной поверхностью. В результате этого происходит трение ншпа о резину протектора, причем процесс износа прогрессирует благодаря наличию между шипом и резиной абразивной пыли и подобных ей частичек. Это приводит к увеличению диаметра (разнашиванию) отверстия. При этом натяг (разница между диаметрами шина и отверстия), благодаря которому во многом обеспечивается крепление шипа к шине умепьп1ается, и П1ип под действием касательных сил выдергивается из отверстия. Кроме того, при известпом способе невозможно без механического повреждения кромок отверстия установить ninn с диаметром вдвое превышающим диаметр отверстия. В процессе эксплуатации шины механические повреждения (трещины, разрывы, порезы) увеличиваются, и П1ип также выдер ивается из отверстия),
Пелью изобретения является повышение надежности крепления шипов к nneiiматической П1ине.
Указанная цель достигается тем, что coiласно способу креплепия пипов противоскольжения в пневматической nuiiie, включающему выполнение отверстий в протекторе пшпы и установку в них пшпов под давлением, перед установкой в отверстие пшпы нагревают до 240- 250°С.
Изобретение основывается па том факте, что под действием температуры 240°С и выше происходит осмоление резины, т. е. резина теряет свои упругие свойства и приобретает способность к нластической деформации. По причине небольшой массы пшна и низкой теплопроводпостп протекторной резины осмолению гюдвергается только поверхностный мнкрослой отверстия, непосредственно контактирующий с шипом. При температуре нагрева шина более 250°С образуется избыточный слой осмоленной резины и часть ее под действием натяга выдавливается наружу, что ведет к уменьшению плотности посадки И1ипа.
Пример. Проводят ошиповку образцов, изготовленных из протекторной резины, шинами тина «комета диаметром фланца оболочки 10 мм.
В образцах при помощи дрели со специальным С1шральпым сверлом выполняются отверстия диаметром 2,5 мм и (мубиной 14 мм.
Шипы нагревают в муфельной электропечи до 240- 250°С и устанавливают li отверстия нневматически.м пистолетом под давлением. Для получения сравнительных данных проводят он1иновку образцов резины известным способом.
Надежность крепления шипов к резиновому образцу оценивают величиной усилия, необходимого для извлечения шипа из резины.
Результат) ис ; таний ириведе; в табли 1е.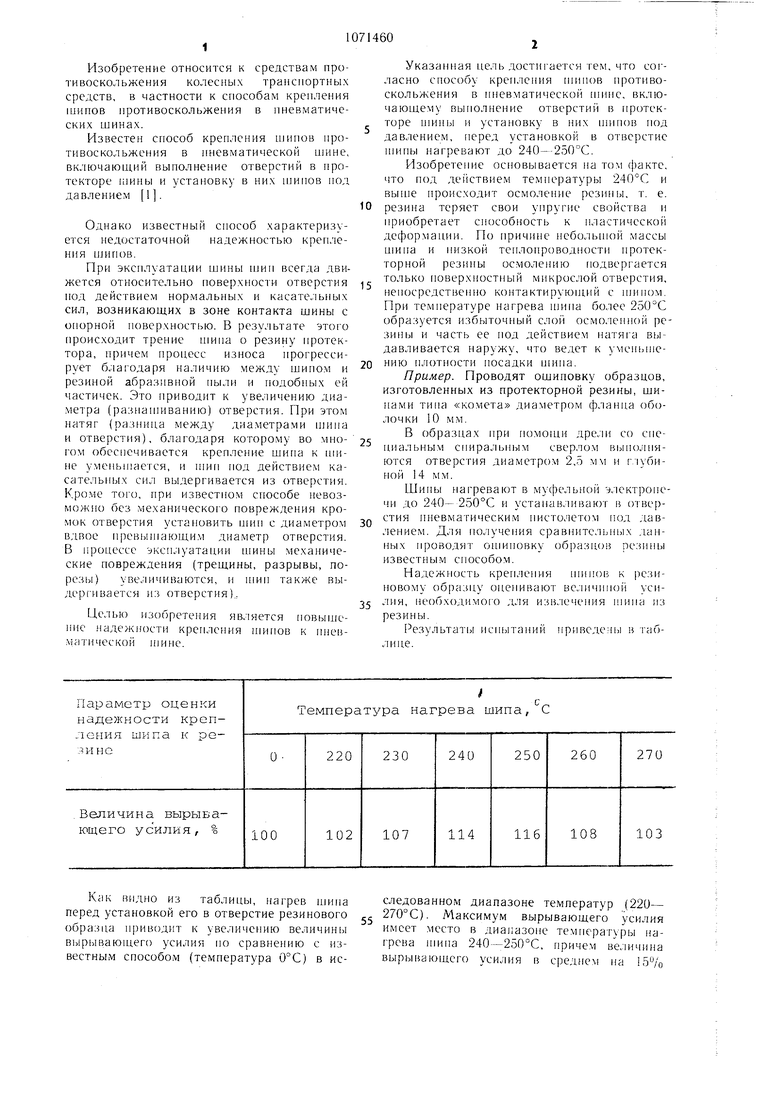
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ошиповки покрышки колеса транспортного средства | 1988 |
|
SU1669770A1 |
| Способ крепления шипов противоскольжения в пневматической шине | 2024 |
|
RU2836686C1 |
| ЭЛЕМЕНТ ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИНЫ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИНЫ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННОЙ ШИНЫ | 1997 |
|
RU2106263C1 |
| СПОСОБ ОШИПОВКИ СЫРОГО ПРОТЕКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123936C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ СЫРОЙ ОШИПОВАННОЙ ШИНЫ В ПРЕСС-ФОРМУ ВУЛКАНИЗАТОРА | 1996 |
|
RU2113996C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ (ВАРИАНТЫ) | 1997 |
|
RU2117585C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2144861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИМНЕЙ ШИНЫ | 1996 |
|
RU2098284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННЫХ АВТОМОБИЛЬНЫХ ШИН | 1997 |
|
RU2106262C1 |
| КОРПУС ШИПА ПРОТИВОСКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2159705C1 |
СПОСОБ КРЕПЛЕНПЯ ШППОВ ПРОТПВОСКОЛЬЖЕНИЯ В ПНЕВМАТПЧЕСКОЙ ШИНЕ, включающш выполнение отверстий-в нротекторе тины и установку в них шипов под давлением, отличающийся тем, что, с целью повышения надежности крепления, шипы перед установкой в отверстие нагревают до 240- .
Параметр оценки Температура надежности крепКак видно из таблицы, нагрев перед установкой его в отверстие резинового образца приводит к увеличению величин, В) усилия 0 сравнению с известным способом (температура 0°С) в исследованном диапазоне те.мператур (220- 270°С). Максимум вырывающего усилия имеет место в диапазоне тем ературы iaгрева 240-250°С, причем величина вырываю цего усилия в среднем нагрева шипа, С
больше в предложенном способе, чем в известном.
При использовании известного способа шип с диаметром фланца оболочки 10 мм удается установить в отверстие (без механического повреждения его кромок) диаметром не менее 5 мм, т. е. больше в два раза, чем в предложенном способе.
Преимушества предлагаемого способа состоят в том, что под действием натяга происходит обволакивание осмоленной резиной шероховатостей шипа и абразивной пыли, находяшейся между шипом и резиной протектора. При этом снижается износ трущихся поверхностей отверстия и шипа. Кроме того, образовавшийся микрослой обладает лучшей адгезией к материалу пшпа.
Нагретый шип можно устанавливать в отверстие, диаметр которого в 2 раза меньше диаметра самого шипа. При этом обеспечивается более плотная посадка шипа в отверстие.
Для установки нагретого шипа требуется меньшее давление, чем в известном способе, что делает процесс установки И1ипа, производящийся с помощью пневмопистолета, более безопасным.
Благодаря перечисленным преимуществам предлагаемого способа обеспечивается более высокая надежность крепления шипов к пневматической nuiue.
