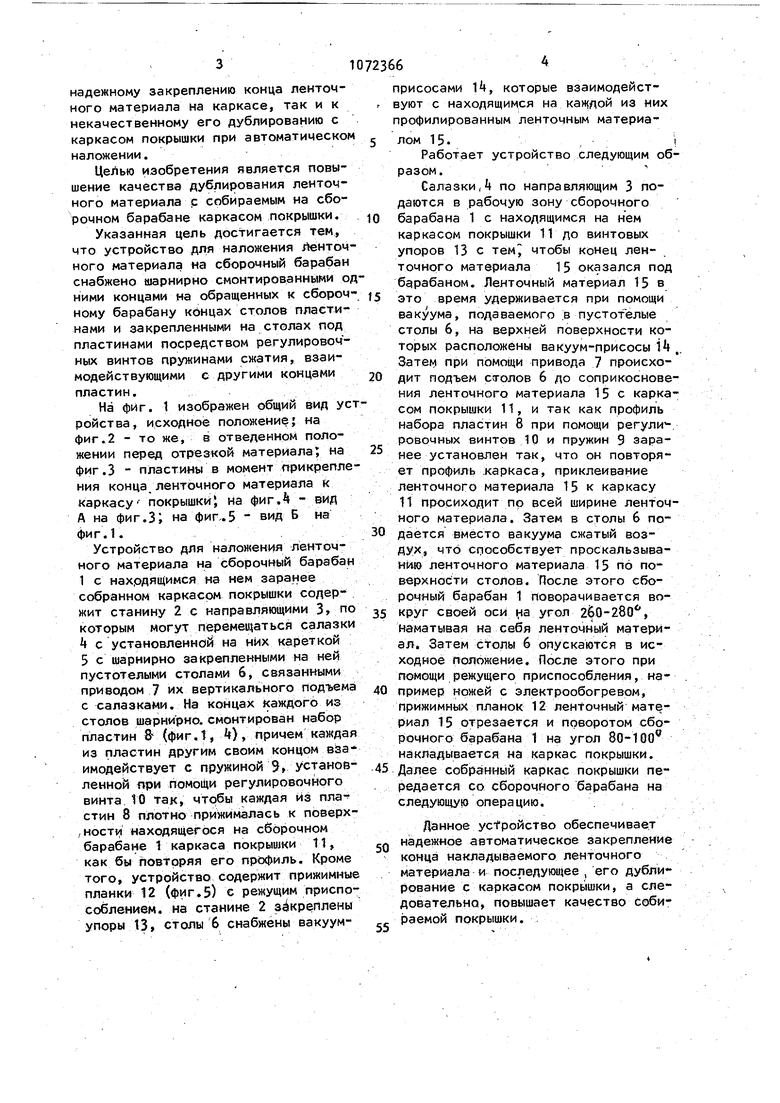
надежному закреплению конца ленточного материала на каркасе, так и к некачественному его дублированию с каркасом покрышки при автоматическом наложении. Целью изобретения является повышение качества дублирования ленточного материала с собираемым на сборочном барабане каркасом покрышки. Указанная цель достигается тем, что устройство для наложения Ленточного материала на сборочный барабан снабжено шарнирно смонтированными од ними концами на обращенных к сборочному барабану концах столов пластинами и закрепленными на столах под пластинами посредством регулировочных винтов пружинами сжатия, взаимодействующими с другими концами пластин. На фиг. 1 изображен общий вид ус роиства, исходное положени ; на фиг.2 - то же, в отведенном положении перед отрезкой материала; на фиг.3 - пластины в момент прикрепле ния конца ленточного материала к каркасу покрышки. На фиг. - вид А на фиг.З на фиг,.5 вид Б на фиг.1. Устройство для наложения ленточного материала на сборочный барабан 1 с нахрдящимся на нем заранее сс ранном каркасом покрышки содержит станину 2 е направляющими 3 по которым могут перемещаться салазки с установленной на них кареткой 5 с шарнирно закрепленными на ней пустотелыми столами 6, связанными приводом 7 их вертикального подъема с салазками. На концах каждого из столов шарнирно. смонтирован набор пластин & (фиг.1, if), причем каждая из пластин другим своим концом вза имодействует с пружиной 9, устаноеленно14 при помоги регулировочного винта 10 так, чтрбы каждая из пластин 8 плотно прижималась к поверх ;Ности находящегося на сборочном барабане 1 каркаса покрышки t1, как бы повторяя его профиль. Кроме того, устройство содержит прижимны планки 12 (фиг.5) с режущим приспо соблением, на станине 2 закреплены упоры 13, столы 6 снабжены вакуум16 рисосами k, которые взаимодейстуют с находящимся на каждой из них рофилированным ленточным материалом 15. Работает устройство следующим образом. , Салазки Л по направляющим 3 подаются в рабочую зону сборочного барабана 1 с находящимся на нем каркасом покрышки 11 до винтовых упоров 13 с тем чтобы конец ленточного материала 15 оказался под барабаном. Ленточный материал 15 в это время удерживается при помощи вакуума, подаваемого в пустотелые столы 6, на верхней поверхности которых расположёны вакуум-присосы 1Л .. Затем при помощи привода 7 происходит подъем столов 6 до соприкосновения ленточного материала 15с каркасом покрышки 11, и так как профиль набора пластин 8 при помощи регули-, ровочных винтов 10 и пружин 9 заранее установлен так, что он повторяет профиль j apKaca, приклеивание ленточного материала 15 к каркасу 11 просиходит пр всей ширине ленточного материала. Затем в столы 6 подается вместо вакуума сжатый воздух, что способствует проскальзыванию ленточного материала 15 по по верхнойти столов. После этого сборочный барабан 1 поворачивается вокруг своей оси на угол 2$0-280, наматывая на себя ленточный материал. Затем столы 6 опускаются в исходное положение. После этого при помощи режущего приспособления, например ножей с электрообогревом, прижимных планок 12 ленточный мат риал 15 отрезается и поворотом сборочного барабана 1 на угол 80-1ОО накладывается на каркас покрышки. Далее собранный каркас покрышки передается со сборочного барабана на следующую операцию. Данное yctpoйcтso обеспечивает надежное автоматическое закрепление конца накладываемого ленточного материала и последуюи1ее , его дублиррвание с каркасом покрышки, а следовательно, повышает качество соби|эаемой покрышки. , ..-.-I- --. «M



УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА НА СБОРОЧНЫЙ БАРАБАН, содержащее станину со смонтированными на ней направляющими с установленной на них подвижной кйреткой, щарнирно смонтированные на Изобретение относится к оборудованию для сборки покрышек пневматических шин, может быть использовав ко в шинной промышленности, в частности при производстве покрышек пневмат44ческих шин в автоматизированных и автоматических сборочных системах. Известно устройство для наложения слоев корда на барабан, содеР жащее сборочный барабан, шарнирно установленный стол и устройство для наклона стола. Однако оно неудобно для использования в поточной линии и тем более в автоматической, так как при этом усложняются транспортные средства для перемещения барабана. Известно также устройство для наложения ленточного материала на сборочный барабан, содержащее стаНину со смонтированными на ней напкаретке столы,с закрепленными на них пр14жимными плайками и режущим приспособлением с электрообогревом, о т л и ч а ю щ е ее я тем, что, с целью повышения качества дублирования ленточного материала, с сЬбираемь1М на сборочном барабане каркасом покрышки, ОНОснабжено шарнирно смонтированными одникм концами на обращенных к сборочному барабану концах столов пластинами и закрепленными на столах под пластинамн . посредством регулировочных винтов пружинами сжатия, взаимодействующими с другими концами пластик. I равляющимй с установленной на них А Л подвижной кареткой, шарнирно смоктированные на каретке столы с закрепленными на них прижимными планками и режущим приспособлением с электрообогревом. Недостатком этого устройства явСО ляется то, что оно не может быть а. использовано при налеякении профили рованного ленточного материала на сборочный барабан с находящимся ка нем каркасом покрЫшки, так как каркас после заворота кромок корда накрыло яолучает сложную, отличающукЛя от цилиндрической, конфигурацию по своей длине, особенно в зоне расположения боковин, ввиду этого не обеспечивается плотное прилегание накладываемой полосы материала, например боковины,по всей .ее ширине к каркасу покрьавки. Это приводит; как к не
8u8A
fft
t/
.
ШИ
| Способ подачи протекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1974 |
|
SU550965A3 |
| Солесос | 1922 |
|
SU29A1 |
| () | |||
