(54) СПОСОБ ПОДАЧИ ПРОТЕКТОРОВ К СБОРОЧНОМУ
БАРАБАПУ СТАНКА ДЛЯ СБОРКИ ПОКРЫШЕК
ПНЕВМАТИЧЕСКИХ ШИН
ствие протектора заданному номинальному размеру и при отклонении его от последнего поднимают . протектор над рабочей поверхностью конвейера, фиксируют его передний конец и изменяют длину протектора иутем воздействия на его свободную часть в удаленных друг от друга точках подвижными вдоль протектора относительно друг друга и зафиксированного переднего конца захватами.
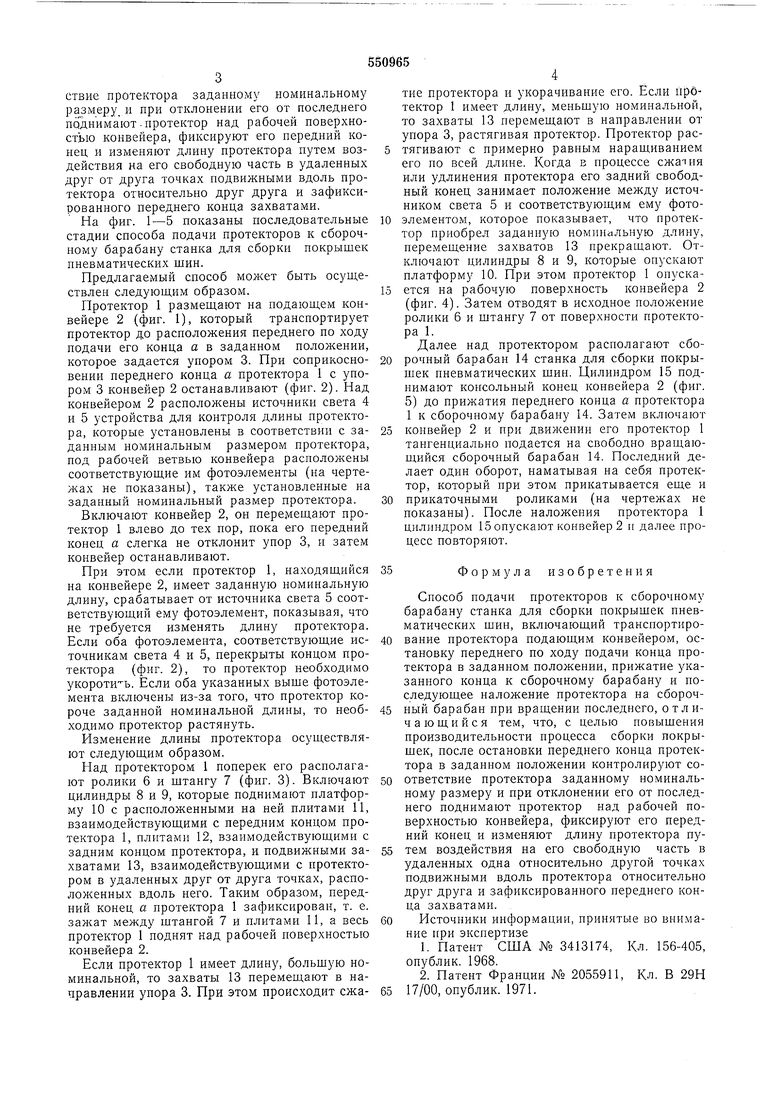
На фиг. 1-5 показаны последовательные стадии способа подачи протекторов к сборочному барабану станка для сборки покрышек пневматических шин.
Предлагаемый способ может быть осуществлен следующим образом.
Протектор 1 размещают на подающем конвейере 2 (фиг. 1), который транспортирует протектор до расположения переднего по ходу подачи его конца а в заданном ноложении, которое задается упором 3. При соприкосновении переднего конца а протектора 1 с упором 3 конвейер 2 останавливают (фиг. 2). Над конвейером 2 расположены источники света 4 и 5 устройства для контроля длины протектора, которые установлены в соответствии с заданным номинальным размером протектора, под рабочей ветвью конвейера расположены соответствующие им фотоэлементы (на чертежах не показаны), также установленные на заданный номинальный размер протектора.
Включают конвейер 2, он перемещают протектор 1 влево до тех пор, пока его передний конец а слегка не отклонит упор 3, и затем конвейер останавливают.
При этом если протектор 1, находящийся на конвейере 2, имеет заданную номинальную длину, срабатывает от источника света 5 соответствующий ему фотоэлемент, показывая, что не требуется изменять длину протектора. Если оба фотоэлемента, соответствующие источникам света 4 и 5, перекрыты концом протектора (фиг. 2), то протектор необходимо укороти ь. Если оба указанных выще фотоэлемента включены из-за того, что протектор короче заданной номинальной длины, то необходимо протектор растянуть.
Изменение длины протектора осуществляют следующим образом.
Над протектором 1 поперек его располагают ролики 6 и штангу 7 (фиг. 3). Включают цилиндры 8 и 9, которые поднимают платформу 10 с расположенными на ней плитами 11, взаимодействующими с передним концом протектора 1, плитами 12, взаимодействующими с задним концом протектора, и подвижными захватами 13, взаимодействующими с протектором в удаленных друг от друга точках, расположенных вдоль него. Таким образом, передний конец а протектора 1 зафиксирован, т. е. зажат между штангой 7 и плитами 11, а весь протектор 1 поднят над рабочей поверхностью конвейера 2.
Если протектор 1 имеет длину, большую номинальной, то захваты 13 перемещают в направлении упора 3. При этом происходит сжатие протектора и укорачивание его. Если прбтектор 1 имеет длину, меньшую номинальной, то захваты 13 перемещают в направлении от упора 3, растягивая протектор. Протектор растягивают с примерно равным наращиванием его по всей длине. Когда в процессе сжатия или удлинения протектора его задний свободный конец занимает положение между источником света 5 и соответствующим ему фотоэлементом, которое показывает, что протектор приобрел заданную номинальную длину, перемещение захватов 13 прекращают. Отключают цилиндры 8 и 9, которые оиускают платформу 10. При этом протектор I опускается на рабочую поверхность конвейера 2 (фиг. 4). Затем отводят в исходное положение ролики 6 и штангу 7 от поверхности протектора 1. Далее над протектором располагают сборочный барабан 14 станка для сборки покрыщек пневматических шин. Пилиндром 15 поднимают консольный конец конвейера 2 (фиг. 5) до прижатия переднего конца а протектора 1 к сборочному барабану 14. Затем включают
конвейер 2 и при движении его протектор 1 тангенциально подается на свободно вращаюпдийся сборочный барабан 14. Последний делает один оборот, наматывая на себя протектор, который при этом прикатывается еще и
прикаточными роликами (на чертежах не показаны). После наложения протектора 1 цилиндром 15 опускают конвейер 2 и далее процесс повторяют.
Формула изобретения
Способ подачи протекторов к сборочному барабану станка для сборки покрышек пневматических шин, включающий транспортированне нротектора подающим конвейером, остановку переднего по ходу подачи конца нротектора в заданном положении, прижатие указанного конца к сборочному барабану и иоследующее наложение протектора на сборочный барабан при вращении последнего, отличающийся тем, что, с целью повышения производительности процесса сборки покрышек, после остановки переднего конца протектора в заданном положении контролируют соответствие протектора заданному номинальному размеру и при отклонении его от последнего поднимают протектор над рабочей поверхностью конвейера, фиксируют его передний конец и изменяют длину протектора путем воздействия на его свободную часть в удаленных одна относительно другой точках подвижными вдоль протектора относительно друг друга и зафиксированного переднего конца захватами.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3413174, Кл. 156-405, опублик. 1968.
2.Патент Франции № 2055911, Кл. В 29Н 17/00, опублик. 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи заготовок протекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1978 |
|
SU791552A1 |
| Способ подачи заготовок проекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1979 |
|
SU880783A2 |
| Устройство для изготовления покрышек пневматических шин | 1974 |
|
SU540559A3 |
| Устройство для изготовления браслетов покрышек пневматических шин | 1977 |
|
SU700055A3 |
| Устройство для подготовки заготовок протекторов перед их наложением на сборочный барабан | 1975 |
|
SU562075A1 |
| Станок для сборки радиальных покрышек пневматических шин | 1977 |
|
SU743897A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Линия для сборки покрышек пневматических шин | 1981 |
|
SU1033363A1 |
| Линия для сборки покрышек пневматических шин | 1977 |
|
SU666743A1 |
| Устройство для съема каркасов покрышек со сборочного барабана | 1987 |
|
SU1445980A1 |

1 /
L
,5
r 7
,
лл
It III 1Ц-I ir II M II II l| II II II 1ГТТ
11
3
11 1
QОQОQ И
SD
лл:
13 9 10
Фиг. J
,5
12 2
Л
