(Л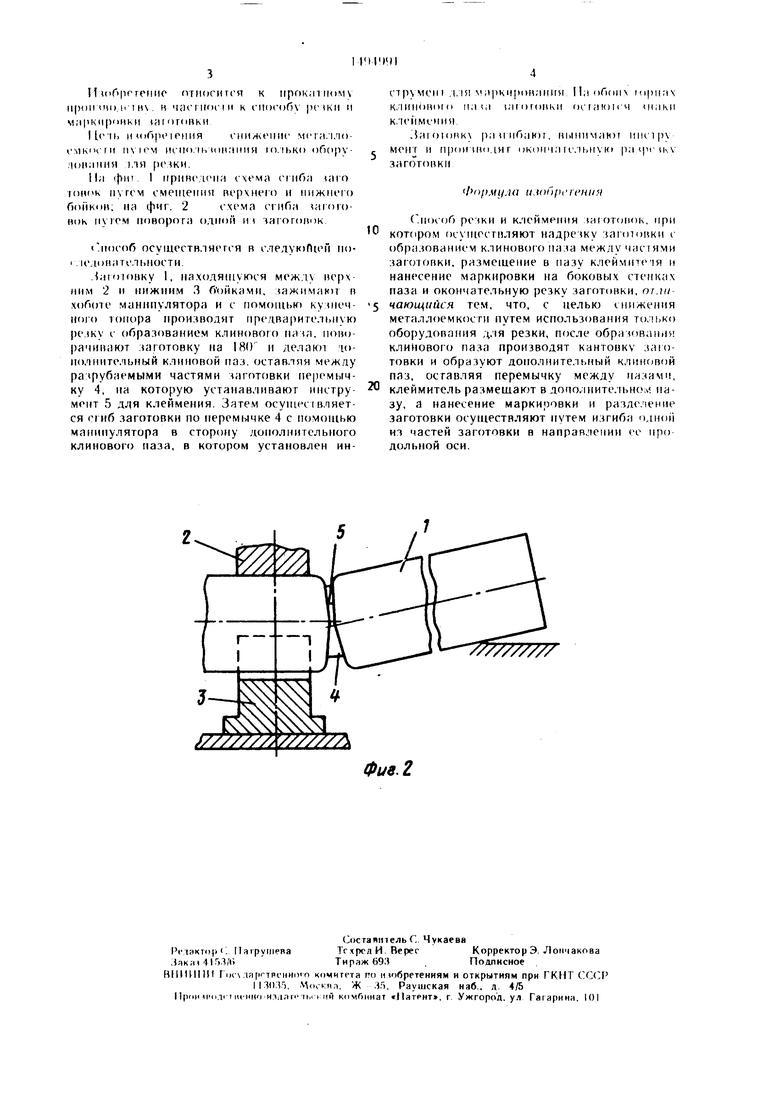
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для клеймения | 1986 |
|
SU1494992A1 |
| Способ клеймения и резки заготовок | 1977 |
|
SU1072947A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ | 1998 |
|
RU2156686C2 |
| БОЛТ | 1996 |
|
RU2115035C1 |
| Устройство для клеймения | 1987 |
|
SU1461556A1 |
| Разжимная оправка | 1989 |
|
SU1708538A1 |
| Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов | 1989 |
|
SU1690929A1 |
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |
| Устройство для ультразвуковой сварки | 1985 |
|
SU1303329A1 |
Изобретение относится к прокатному производству ,в частности, к способу маркировки торцов заготовки в процессе ее разрезки. Цель изобретения - снижение металлоемкости путем использования только оборудования для резки. При резке на молотах и прессах заготовку зажимают в хоботе манипулятора и с помощью кузнечного топора производят предварительную резку заготовки. Затем заготовку поворачивают и производят повторную рубку заготовки с образованием клинового паза, в который помещают инструмент для маркирования. Манипулятором сгибают заготовку по перемычке до соприкосновения торцов заготовки с инструментом. Это позволяет сократить время обработки заготовок. 2 ил.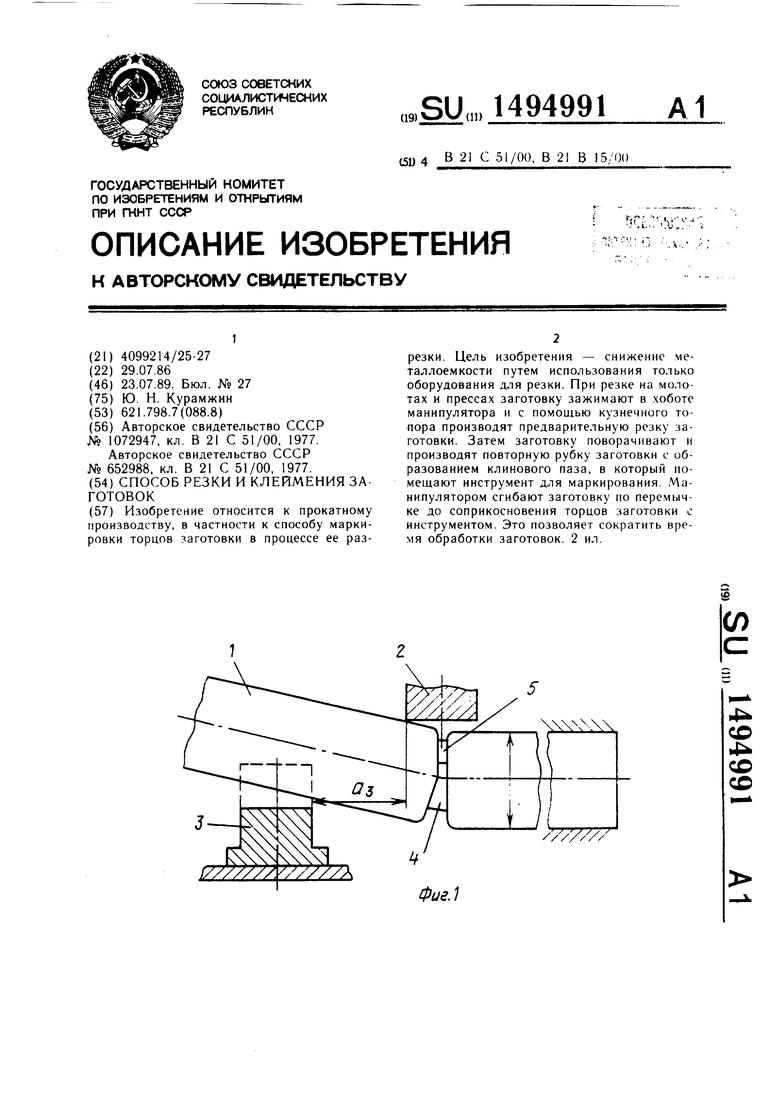
S
со со со
Фиг.
11 и Г рггеммс птмогии Я к irpoKariioMV njxiM uiK.i 1 н. к itUTiiociii к смосоГи pctKii и ммркирчмкм ки огоики
Цг И) им(Г)|ичепия (. нижепис мсгм.чло- (МК1Н-П1 исиольчон.чиия m.ibKo оГичп ЛОИМНИЯ 1ЛЯ ().
11;| (jiin I (фНН( л(М1,ч (. хем; п мПл taro юиок (lyrcM смешения (i и нижнего бойкон; на фчг. 2 схема сгиГ),ч (игого- нок н гем поворота одной и( таг огопок
Гнособ осуществляется в слелук)П1ей но- I .нмонательности.
.аго10)ку 1, находящуюся между нерх- ним 2 н нижним 3 ГУойкамн, : ажимак)1 п хоГюте манипулятора и с помощью ку(неч- ного гонора производят предварительную релку с образованием клинового паза, ноко- рачипают заготовку на 180 и делают чо- 11ол1Н1тельный клиновой наз. оставляя между разрубаемыми частями заготовки неремыч- ку 4, па которую устанавливают иистру- мент 5 д;1Я клеймения. Затем осуп1ес вляет- ся сгиб заготовки по перемычке 4 с помощью манипулятора в сторону донолнительиого клинового паза, в котором установлен ин
струмсн ДЛИ ч рки он;и1Ия, II;i обоих lupiifix клнноного п;п;| (Л1ОГОИКИ осгаюи Ч лыки клеймения.
Ла|С)|()ж р. мгибаюг, нымимаю luiciity мент и мрои 1(1(1.1яг iiKDM i; П льиую pafpriKV заготовки
)мула гения
(нособ резки и клеймения ЗИГОТОЕЮК. нри котором осушестнляют надрезку заготовки с образованием клинового паза между частями заготовки, размещение в гтазу клеймитечя и нанесение маркировки на боковых стенках паза и окончательную резку заготовки, oi.ui чающийся тем, что, с целью снижения металлоемкости путем использования тол1)Ко оборудования для резки, после образовании клинового паза производят кантовку за|()- товки и образуют дополнительный клинrJвoй паз, оставляя перемычку между пазами, клеймитель размешают в допо.1нительно1 на- зу, а нанесение маркировки и разделение заготовки осушествляют путем изгиба одно из частей заготовки в направлении ее про дольной оси.
| Способ клеймения и резки заготовок | 1977 |
|
SU1072947A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 652988, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
