1
Изобретение относится к пайке, а именно к припайке контактных выводов к заготовкам керамических конденсаторов, и может быть использовано на j предприятиях электронной и радиотехнической промышленности.
Известен способ пайки изделий, при котором заготовки нагревают и к. зазору подают припой 1.JQ
Недостатком этого способа является невозможность групповой печной паЛкк, так как припой подают в каждый зазор отдельно после нагрева заготовок,«г
Известен также способ пайки: выводов с заготовками керамических конденсаторов, включающий использование выводов, армированных припоем, при котором производят установку выводов и групповой нагрев до температуры пайки. Способ отличается простотой дозирования припоя и возможностью групповой печной пайки Д2 .
Недостатком этого способа являет- 25 ся невозможность получения герметичного паяного соединения вывода с заготовкой трубчатого конденсатора из-за выхода воздуха из трубной заготовки при нагреве.. 30
Цель изобретения - повышение качества паяных соединений при пайке выводов с заготовками трубчатых конденсаторов путем обеспечения выхода газов из трубок при нагреве.
Поставленная цель достигается тем, что выводы армируют шариками припоя на участке, удаленном от зоны пайки, а после расплавления припоя шарик перемещают по выводу до касания с торцом конденсатора.
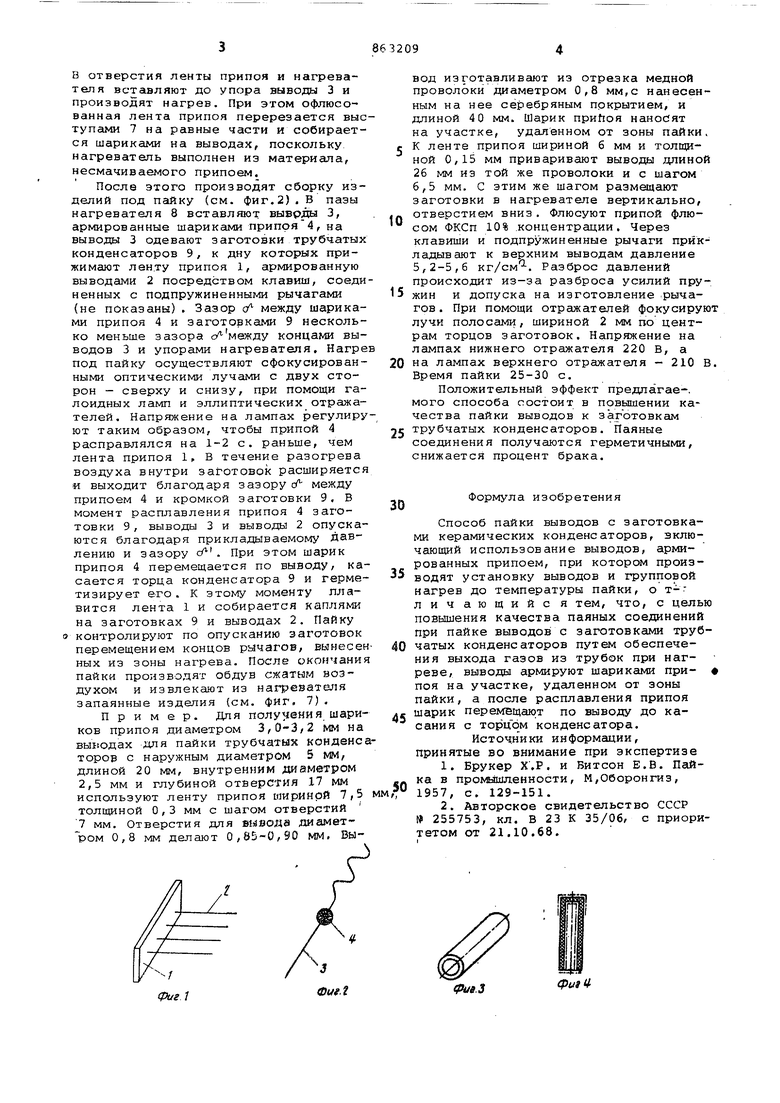
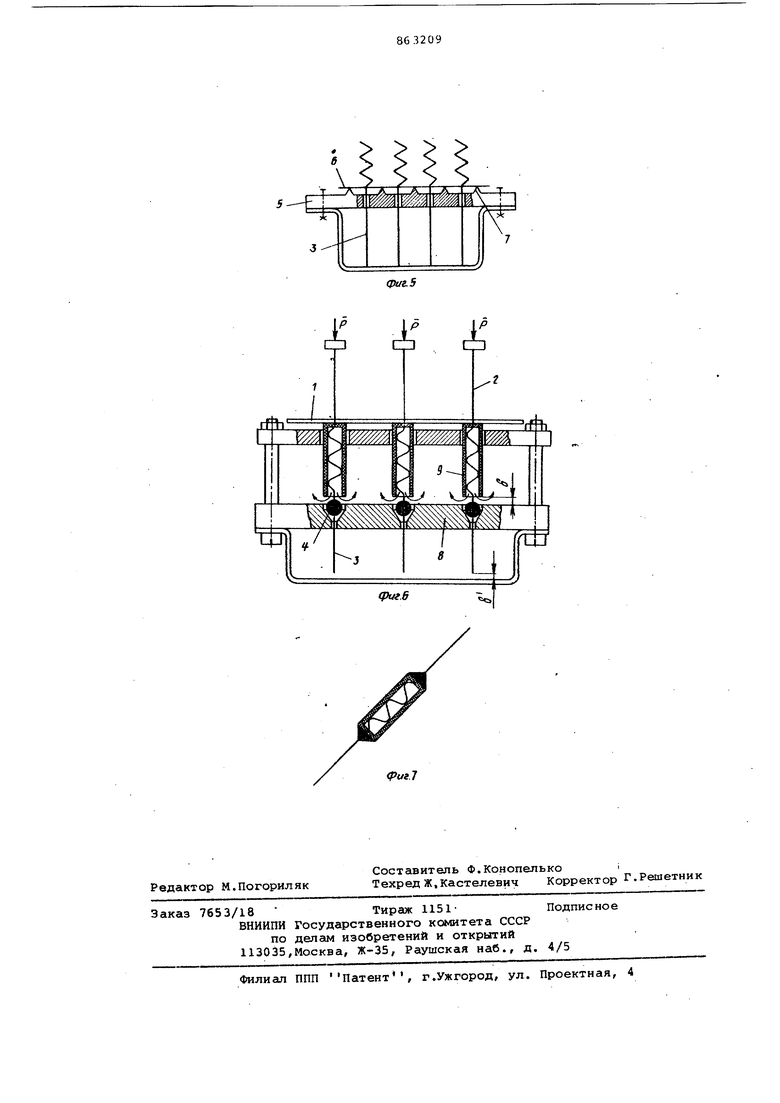
На фиг. 1 показана лента припоя, армированная выводами; на фиг. 2 вывод, армированный шариком припоя; на фиг.3-4 - трубчатая керамическая заготовка конденсаторсэв,общий вид, разрез; на фиг. 5 - армирование вы водов шариками припоя на фиг. 6 припайка вывбдов к заготовкам конден;саторов на фиг. 7 - запаянный конденсатор, разрез.
Для п жпайки выводов к заготовке трубчатого керамического конденсатора (фиг. 3 и 4) к ленте припоя 1 (фиг. 1) приваривают с определенным шагом ааводы 2, а выводы 3 (фиг.2) армируют шариками припоя 4. Для этого на нагреватель 5 (фиг.5) укладывают ленту припоя 6 с отверстиями. В отверстия ленты припоя и нагревателя встсшляют до упора выводы 3 и производят нагрев. При этом офлюсованная лента припоя перерезается выс TyneiMH 7 на равные части и собирается шариками на выводах, поскольку нагреватель выполнен из материала, несмачиваемого припоем. После этого производят сборку изделий под пайку (см. фиг. 2) . В пазы нагревателя 8 вставляют выврды 3, армированные шариками припоя 4, на выводы 3 одевают заготовки трубчатых конденсаторов 9, к дну которых прижимают ленту припоя 1, армированную выводами 2 посредством клавиш, соеди ненных с подпружиненными рычагами (не показаны) . Зазор f- между шариками припоя 4 и заготовками 9 несколько меньше зазора еУ между концами выводов 3 и упорами нагревателя. Нагре под пайку осуществляют сфокусированными оптическими лучами с двух сторон - сверху и снизу, при помощи галоидных na.usn и эллиптических отражателей. Напряжение на лампах регулиру ют таким образом, чтобы припой 4 расправлялся на 1-2 с. раньше, чем лента припоя 1, В течение разогрева воздуха внутри заготовок расширяетс и выходит благодаря зазору о между припоем 4 и кромкой заготовки 9. В момент расплавления припоя 4 заготовки 9, выводы 3 и выводы 2 опускаются благодаря прикладываемому Давлению и зазору . При этом шарик припоя 4 перемещается по выводу, ка сается торца конденсатора 9 и герме тизирует его. К этому моменту ллавится лента 1 и собирается каплями на заготовках 9 и выводах 2. Пайку о контролируют по опусканию заготовок перемещением концов рычагов, вынесе ных из зоны нагрева. После окончани пайки производят обдув сжатым воздухом и извлекают из нагревателя запаянные изделия (см. фиг. 7) . Пример. Для получения шариков припоя диаметром 3,0-3,2 мм на выводах для пайки трубчатых конденс торов с наружным диаметром 5 мм, длиной 20 мм, внутренним диаметром 2,5 мм и глубиной отверстия 17 мм используют ленту припоя шириной 7,5 толщиной 0,3 мм с шагом отверстий 7 мм. Отверстия для вмаода диаметЪом 0,8 мм делают 0,85-0,90 мм, Вывод изготавливают из отрезка медной проволоки диаметром 0,8 мм,с нанесенным на нее серебряным пркрытием, и длиной 40 мм. Шарик приЬоя наносят на участке, удаленном от зоны пайки, К ленте припоя шириной 6 мм и толщиной 0,15 мм приваривают выводы длиной 26 мм из той же проволоки и с шагом 6,5 мм. С зтим же шагом размещают заготовки в нагревателе вертикально, отверстием вниз. Флюсуют припой флюсом ФКСп 10% .концентрации. Через клавиши и подпружиненные рычаги прикладывают к верхним выводам давление 5,2-5,6 кг/см--. Разброс давлений происходит из-за разброса усилий пружин и допуска на изготовление .рычагов . При помощи отражателей фокусируют лучи полосами, шириной 2 мм по центрам торцов заготовок. Напряжение на лампах нижнего отражателя 220 В, а на лампах верхнего отражателя - 210 В. Время пайки 25-30 с. Положительный эффект предлагае-. мого способа состоит в повышении качества пайки выводов к заготовкам трубчатых конденсаторов. Паяные соединения получаются герметичными, снижается процент брака. Формула изобретения Способ пайки выводов с заготовками керамических конденсаторов, включающий использование выводов, армированных припоем, при котором производят установку выводов и групповой нагрев до температуры пайки, о тличающийся тем, что, с целью повышения качества паяных соединений при пайке выводов с заготовками трубчатых конденсаторов путем обеспечения выхода газов из трубок при нагреве, выводы армируют шариками при- 4 поя на участке, удгшенном от зоны пайки, а после расплавления припоя шарик перемещают по выводу до касания с торцЪм конденсатора. Источники информации, принятые во внимание при экспертизе 1.Брукер Х.Р. и Битсон Б.В. Пайка в про1ллитенности, М,Оборонгиз, 1957, с. 129-151. 2.Авторское свидетельство СССР 1 255753, кл. В 23 К 35/06, с приоритетом от 21.10.68.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки изделий | 1978 |
|
SU697267A1 |
| Способ групповой пайки выводов с заготовками конденсаторов | 1980 |
|
SU870027A1 |
| Способ пайки изделий | 1982 |
|
SU1031659A1 |
| Способ пайки изделий | 1978 |
|
SU697268A2 |
| Способ пайки изделий | 1976 |
|
SU584992A2 |
| Способ пайки изделий | 1976 |
|
SU593848A2 |
| КИ ИЗДЕЛИЙ | 1969 |
|
SU255753A1 |
| Кассета | 1978 |
|
SU752839A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
I ±Г
