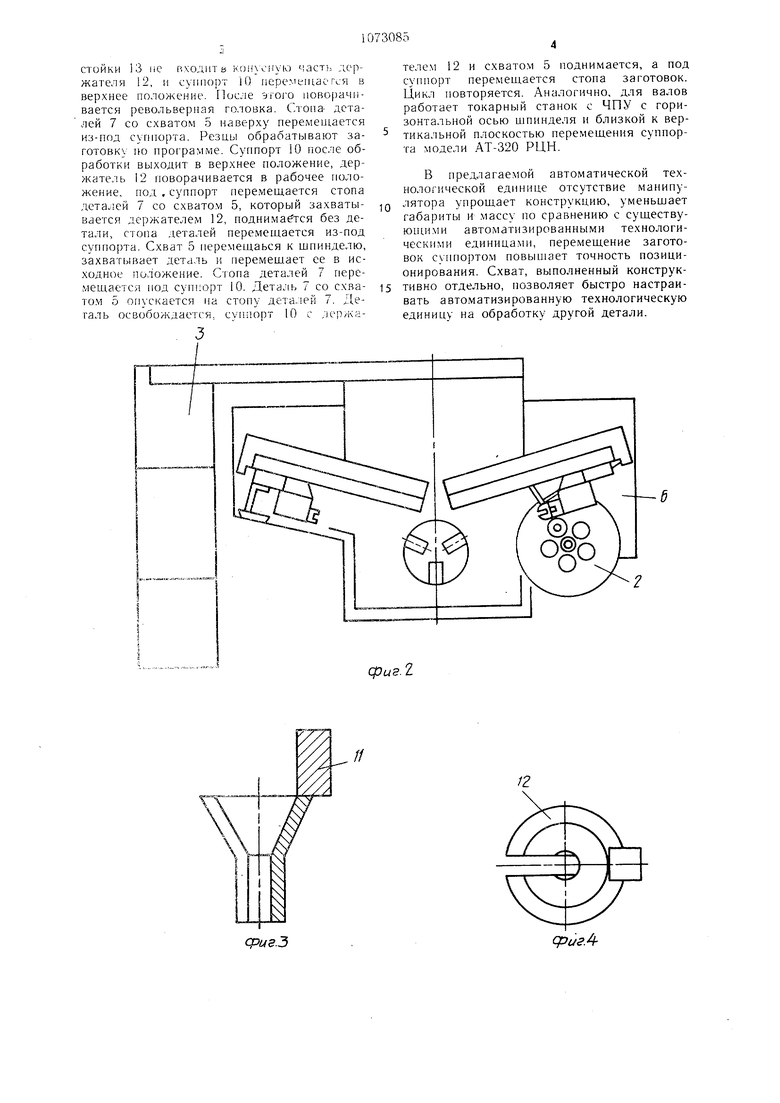
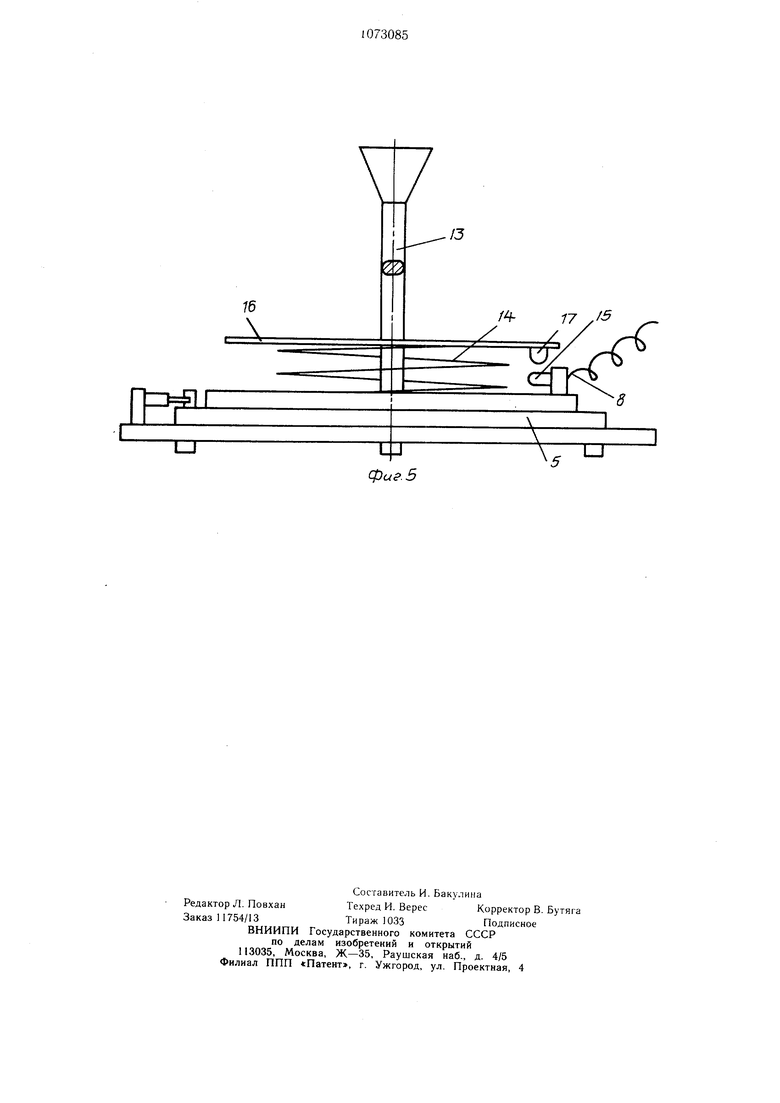
cpus.i Изобретение относится к машиностроению и может быть использовано для автоматизации металлообработки крупных колец, валов, в частности на токарных программных станках, имеющих вертикальную или близкую к вертикальной плоскость перемещения суппорта. Известна автоматизированная технологическая единица, содержащая токарный станок, промышленный робот, включающий схват, загрузочно-разгрузочное устройство и систему управления 1. Недостатками известной автоматизированной технологической единицы являются сложность конструкции, большие габариты и масса, а также низкая точность позиционирования. Целью изобретения является повыщение точности позиционирования и уменьшение габаритов и металлоемкости. Поставленная цель достигается тем, что в автоматизированной технологической единице, содержащей токарный станок с вертикальной плоскостью неремеи;ения суппортов, револьверную головку, установленную на суннорте, загрузочно-разгрузочное устройство, установленное на станине станка, схват и систему управления, револьверная головка снабжена держателем, выполненным в виде разрезной конусной втулки и установленным с возможностью взаимодействия со схватом, при этом схват расположен на загрузочно-разгрузочном устройстве и выполнен в виде корпуса, жестко связанного с конусной стойкой, и подпружиненный относительно корпуса пластины, установленной с возможностью перемещения вдоль конусной стойки и взаимодействия с дополнительно введенным датчиком по„ложения. На фиг. 1 приведена автоматизированная технологическая единица; на фиг. 2 - то же, вид сверху; на фиг. 3 - конструктивное выполнение держателя; на фиг. 4 то же, вид сверху; на фиг. 5 - конструктивное выполнение схвата. Автоматизированная технологическая единица состоит из токарного станка 1 модели 1751 ФЗ с вертикальной плоскостью перемещения сунпортов и вертикальной осью шпинделя, загрузочно-разгрузочного устройства 2, системы управления, включающей управляющее устройство 3 станком 1, управляющее устройство 4 самоцентрирующи.м схватом 5 и загрузочно-разгрузочным устройством 2. Загрузочно-разгрузочное устройство 2 установлено на станине 6 станка 1. На загрузочно-разгрузочном устройстве 2 в стопах установлены детали и заготовки 7, например кольца. На деталях находится схват 5 с удлиняющимся электропроводом 8, закренленным одним концом на неподвижной части загрузочноразгрузочного устройства 2. Вместо резца в инструментальном блоке 9 револьверной головки, например правого суппорта 10, 85 посредством кронштейн.-: 1 i к)С1и-:тся держа ге.чь 12. К корпусу cxiurra 5 KJJCIIHTCH неподвижно некруглая cтcJЙкa 13 с К(. на конце, пружина 4 и бесконтактный конечный выключатель 15 исходного положеНИИ, связанный с ynpan.iHiomH.N: устройством 3 станка 1. На 14 .;|епа п.ластина 6 с лепестком 17. Пластина 16 и.меет возможность свобод.ного перемещеимя но стойке 13. Автоматизированная тех но.или четкая единица работает следующи.м обрамом. Но команде управ..1И1Ош,е;о х-тройстБ ; 4 срабатывает схват 5, зажимая iCi)xn;oKi заготовку, стопа заготовок 7 .о1м)-)азгрузочного устройства 2 со схвйю.л; 5 наверху перемещается под сулппр- И) v держателем 12. Суппорт 10 1;ало;иг1ея и верхнем исходном положении. Ik; команде iiрав.;1яющего устройства , станка I с пиорт 10 с держателем 12 перемешается к нп/кнее положение. Дойдя до схвата 5, дер/нате; ь 12 нажимает на и астипу 16 с 1)ав(1Й ;:тороны стойки 13, лепесток 17 иходпт в iipoрезь бесконтактного конечног;, й1;:.к,11(.1ч;,теля 15. Последний срабатьп.ает, и (; чп;ор1 10 останавливается. Да;:ее но прог), с отсчетом управляющих импульсов, суппорт 10 поднимается над пластиной 16 и идет влево, при этом стойка 13 входит в паз держателя 12. Некр- тлая част.ь сггпйк ; 13 ке позво.1яет схвату 5 поворачиваться в держателю 12. Суппорт ) с д(р ;;а1елем 12 припод П1мается, конусная часть стойки 13 фиксируется в конусной част ;,ер/КгПе,1я, 12, устраняя несовпадение оси д ратс-.чя 12 с осью стойки 13. Суппорт 10 с .тсржйте.е.м 12, со схвато.м 5 и зажатой заготов:-:ой 7 подпи.мается в верхнее псход1:ое коло/кенне, далее пере.мещается влев(, до оси шпинделя. При этом стона за1{)т:;вск 7 неремен1ается из-под суннорта 10. Перемещение влево к шни.чде.по л-ожно изменять с номопц,ю корректора на 0,0(5 лш. По нрограмме унравляющеп; устройства 3 станком 1 суппорт И) опускается в ниж:нее ноложепие. При касагпш заготовкой 7 кулачков станка 1 держатель 12 нажимает на пластину 16, срабатывает беско.чтактный конечн1згй вык.лючате;1ь 15, суппо|;1т 10 останавливается в нижне.ч положении. Схват 5 освобождает заготовку 7, 10 со схватом 5 поднимается в верх;1се положение. Заготовка 7 зажимается в кулачках станка I. По программе уиравлякмнего устройства 4 под суппорт 10 перемещается стола деталей 7, 10 по npoipa.MMe перемен 1ается влево, а затем н нижнее i oложеиие до Kacain iH схватс. 5 с верхней деталью. Держатель 12 нажимает на пластину 16, срабатывает бесконтактный конечный выключатель 15, суппорт 10 останавливается в нижнем положепин. По .чрогиа.мме суппорт 10 с держателем 12 приподнил ается над пластиной 16, npi; эюм конус::ая часть
стойки 13 liC входит а
Koiixviivio часть дер(
жателя 12, н суппорт llJ пере.мешаегся в верхнее положение. После эгО1-о пово)ачивается револьверная головка. С/гопа деталей 7 ео схватом 5 наверху nepeivieuiaeTCH из-под суппорта. Резцы обрабатывают заготовку по нрогра.мме. Суппорт 10 носле обработки выходит в верхнее положение, держатель 12 поворачивается в рабочее положение, под . суппорт перемещается стопа деталей 7 со схватом 5, который захватывается держателем 12, поднимабтся без детали, стопа деталей перемещается из-под суппорта. Схват 5 перемещаься к щпинделю, захвать1вает деталь к перемещает ее в исходное положение. Стона деталей 7 перемещается под суппорт 10. Деталь 7 со схвато.м 5 опускается на стопу деталей 7. /,егаль освобождается, супр.орт 10 с дер/ка, 3
телем 12 и схватом 5 поднимается, а под суппорт перемещается стопа заготовок. Цикл повторяется. Аналогично, для валов работает токарный станок с ЧПУ с горизонтальной осью шпинделя и близкой к вертикальной плоскостью перемещения суппорта модели АТ-320 РЦН.
В предлагаемой автоматической технологической единице отсутствие манипулятора упрощает конструкцию, уменьщает габариты и массу но сравнению с существуЮП1ИМИ автоматизированными технологическими eдиницa п, перемещение заготовок сугпюртом повышает точность позиционирования. Схват, выполненный конструктивно отдельно, позволяет быстро настраивать авто.матизированную технологическую единицу на обработку другой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Загрузочное устройство | 1985 |
|
SU1335402A1 |
| Токарный станок | 1979 |
|
SU872039A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| ТОКАРНЫЙ СТАНОК | 1992 |
|
RU2008127C1 |
| Автоматизированная технологическая единица | 1982 |
|
SU1024269A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| Токарный станок | 1986 |
|
SU1407757A1 |
АВТОМАТИЗИРОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ ЕДИНИЦА, содержащая токарный станок с вертикальной плоскостью перемещения суппортов, револьверную голоБку, установленную на одном из супп -ртов, загрузочно-разгрузочное устрой inr Бrir ство, установленное на станине станка, схват и систему управления, отличающаяся тем, что, с целью повышения точности позиционирования и уменьшения металлоемкости, револьверная головка снабжена держателем, выполненным в виде разрезной конусной втлки и установленным с возможностью взаимодействия со схвато.м, при этом схват расположен на загрузочно-разгрузочном устройстве и выполнен в виде корпуса, жестко связанного с конусной стойкой, и подпружиненной относительно корпуса пластины, установ;1епной с возможностью перемещения вдоль конусной стойки и взаимодействия с дополнпте ьно введенным датчиком положения. йД S (Л :L±J о со о 00 ел 7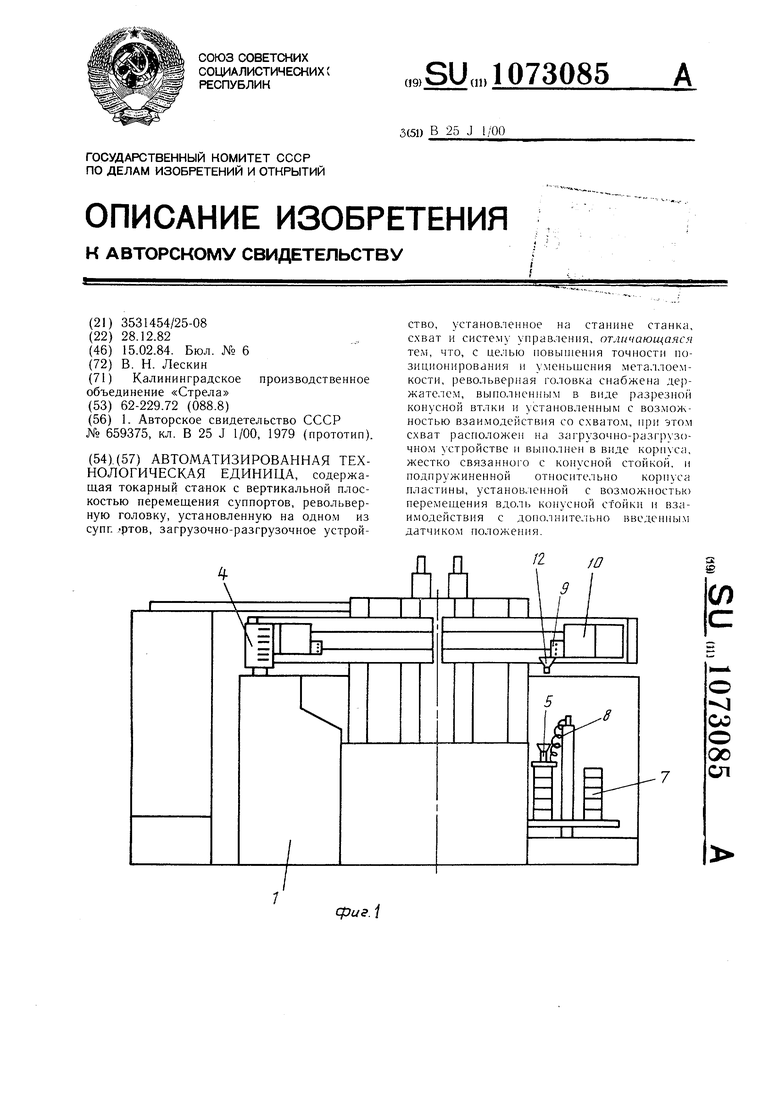
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматизированная технологическая единица | 1977 |
|
SU659375A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
