Изобретение относится к машиностроению и может быть использовано при изготовлении товаров народного потребления, преимущественно деталей типа трубки всасывания компрессора.
Цель изобретения - сокращение производственных площадей.
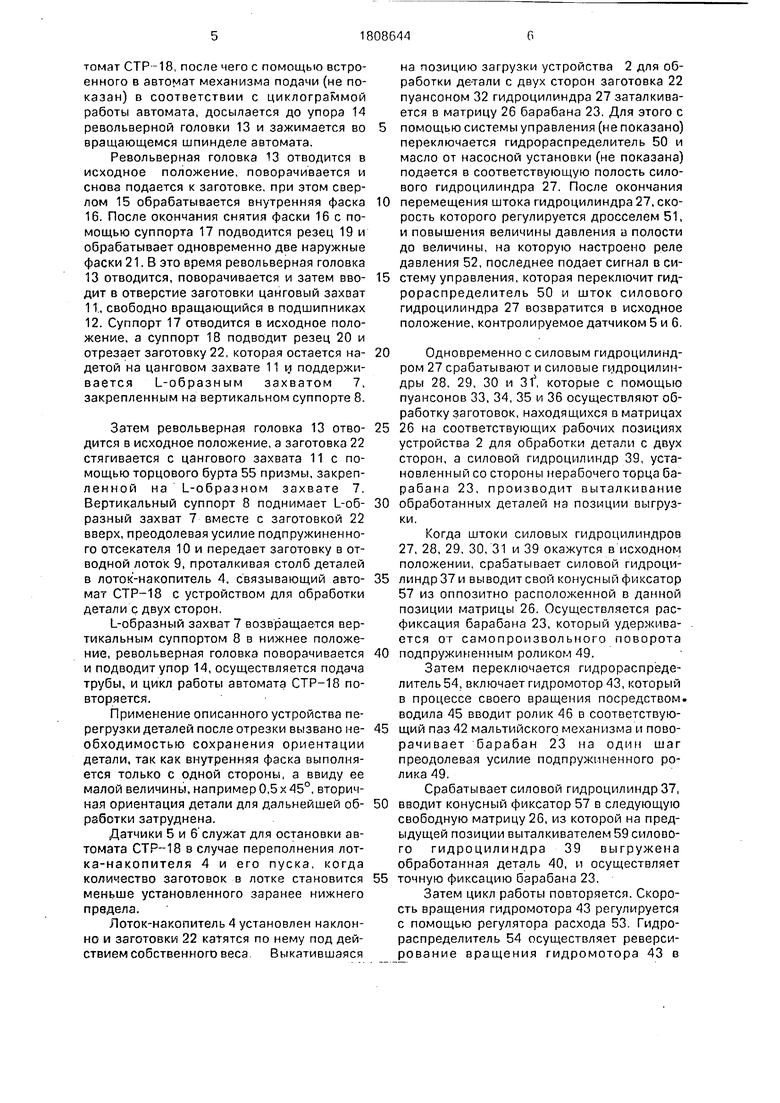
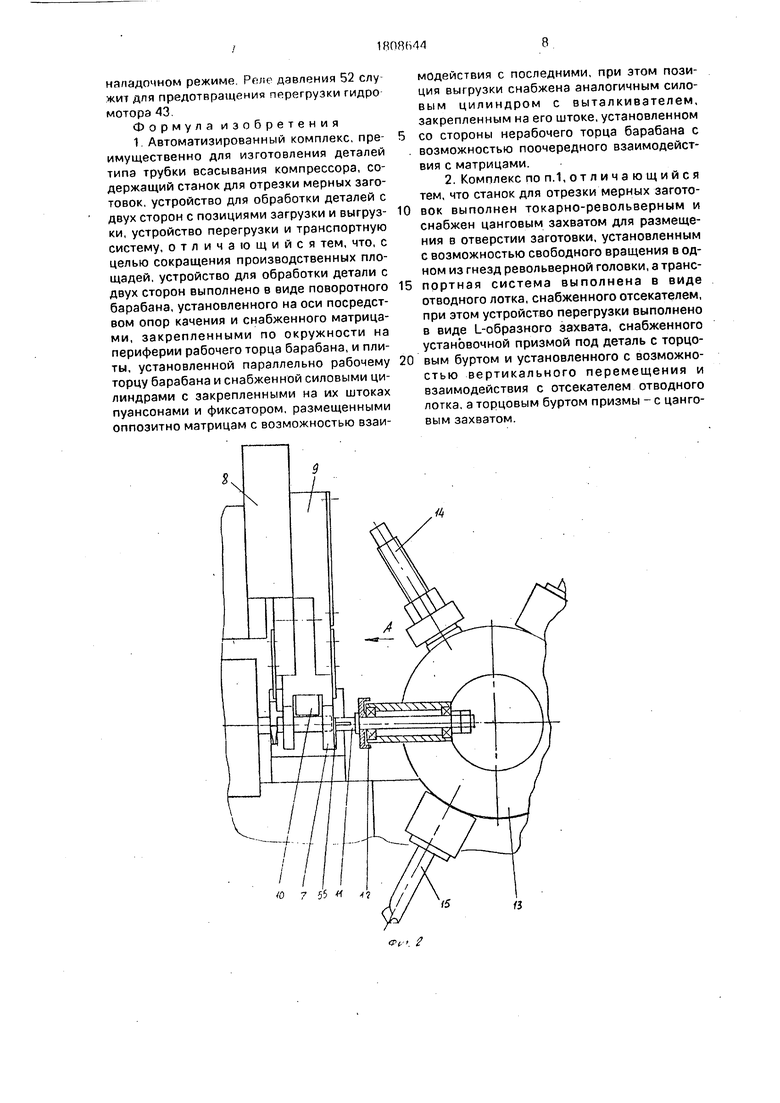
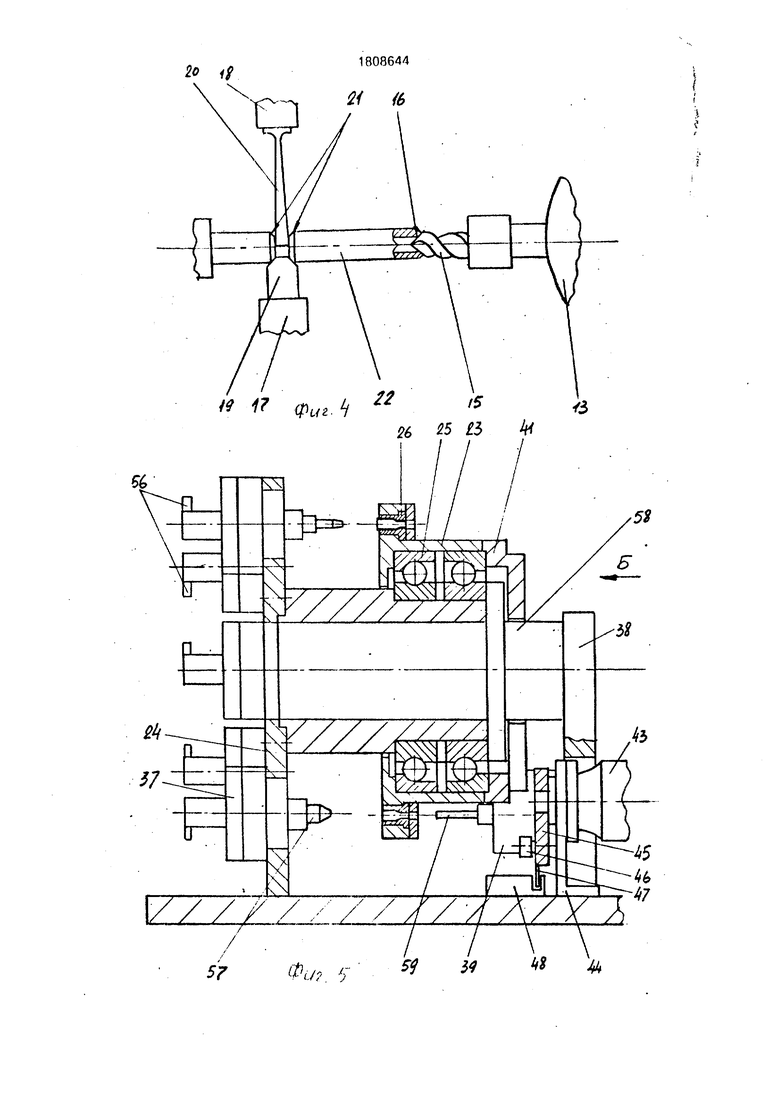
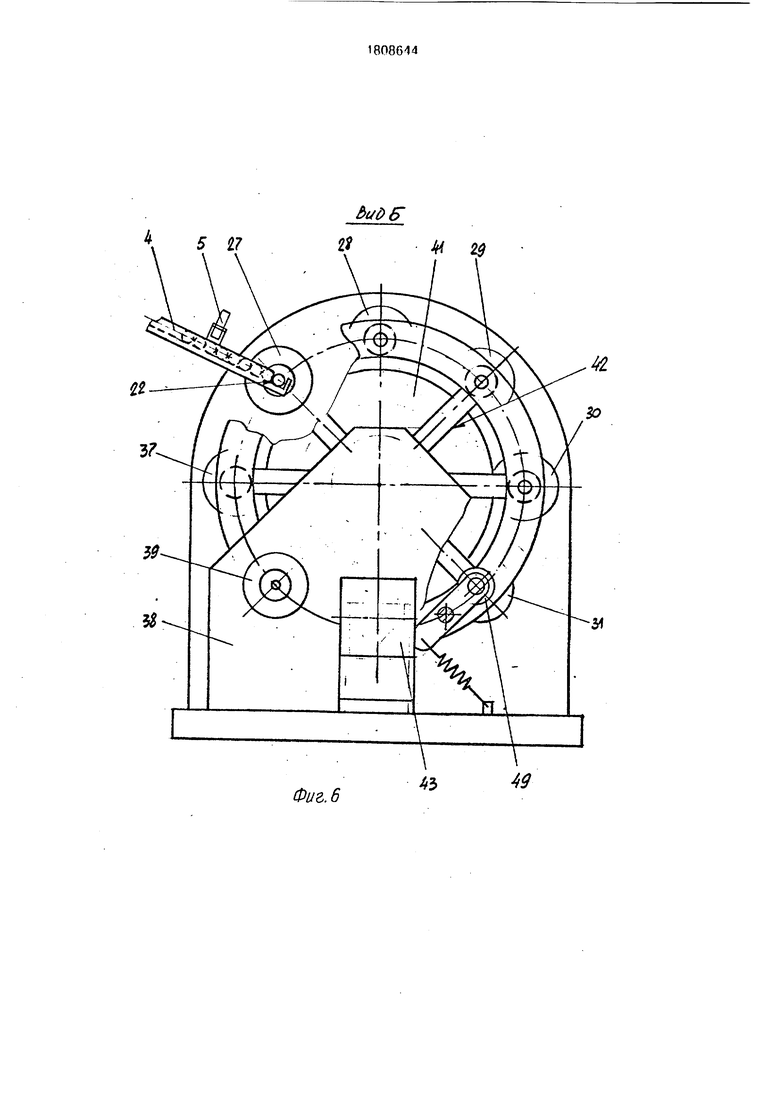
На фиг.1 представлен автоматизированный комплекс, вид в плане; на фиг.2 - узел перегрузки заготовки с токарно-ре- вольверного станка в лоток - накопитель в момент подхвата заготовки после отрезки; на фиг.З - вид А на фиг.2; на фиг.4 - схема обработки детали на токэрно-револьверном станке: на фиг.5 - рабочие механизмы уст- ройства для обработки детали с двух сторон; на фиг.6 - вид Б на фиг.5; на фиг.7 - взаимное положение матриц и пуансонов устройства для обработки детали с двух сторон в процессе обработки трубки всасывания компрессора; на фиг.8 - гидравлическая схема устройства для обработки детали с двух сторон,
Автоматизированный комплекс включает станок 1 для резки мерных заготовок, выполненный в виде токарно-револьверно- го автомата, например СТР-18, и устройство 2 для обработки детали с двух сторон, соединенные между собой транспортной системой 3, и лоток -накопитель 4 деталей с двумя датчиками 5 и 6 переполнения.
Устройство перегрузки деталей выполнено в виде L-образного захвата 7, установленного на вертикальном суппорте 8 токарно-револьверного автомата СТР-18. Транспортная система 3 выполнена в виде отводного лотка 9, снабженного подпружиненным отсекателем 10 и установленного на станине.
Станок 1 для отрезки мерных заготовок снабжен цанговым захватом 11 для размещения в отверстии заготовки, установленным с возможностью свободного вращения в подшипниках 12 в одном из гнезд револьверной головки 13,в других гнездах которой установлены упор 14 и сверло 15 для обработки внутренней фаски 16.
На поперечных суппортах 17и 18станка 1 установлены резцы 19 и 20 соответственно для обработки наружных фасок 21 и отрезки заготовок 22.
Устройство 2 для обработки детали с двух сторон содержит горизонтально расположенный поворотный барабан 23 и плиту 24. Барабан 23 установлен на опорах каче- ния 25 в виде радиально-упорных подшипников, например; типа 5-36240Л ГОСТ 831-75, на наружной обойме которых по окружности на периферии рабочего торца барабана 23 смонтированы матрицы 26, что
значительно повышает жесткость всей конструкции.
Плита 24 установлена параллельно рабочему торцу барабана 23 и снабжена силовыми цилиндрами (гидравлическими) 27, 28, 29, 30 и 31 с закрепленными на их штоках пуансонами 32. 33, 34, 35 и 36 и силовым гидравлическим цилиндром 37 для фиксации барабана 23, размещенными оппозитно матрицам 26 с возможностью взаимодействия с последними. На поддерживающей стойке 38 на позиции выгрузки смонтирован со стороны нерабочего торца барабана 23 силовой (гидравлический) цилиндр 39 с возможностью поочередного взаимодействия своим штоком с матрицами 26.
В крышке 41 барабана 23 выполнены пазы 42 мальтийского механизма поворота, снабженного гидромотором 43, закрепленного на кронштейне 44, и водилом 45 с роликом 46 и флажком 47, установленным с возможностью взаимодействия с датчиком 48. Для предварительной фиксации барабана 23 служит подпружиненный ролик 49, установленный с возможностью взаимодействия с пазами 42 мальтийского механизма.
Гидравлическая система управления каждым из силовых гидроцилиндров 27, 28, 29, 30, 31, 37 и 39 содержит гидрораспределитель 50, регулируемый дроссель 51, реле давления 52 и регулятор расхода 53 для управления скоростью перемещения штоков соответствующих силовых цилиндров. Гидравлическая система управления гидромотором 43 отличается лишь применением гидрораспределителя 54, в нейтральном положении у которого все линии заперты.
L-образный захват 7 устройства перегрузки со стороны револьверной головки 13 снабжен установочной призмой под деталь с торцовым буртом 55, взаимодействующим с цанговым захватом 11 при съеме заготовок с последнего, и установлен с возможностью вертикального перемещения и взаимодействия с отсекателем 10 отводного лотка 9.
Исходное положение штока силового гидроцилиндра 27 контролируется датчиком 56. На штоке силового гидроцилиндра 37 закреплен конический фиксатор 57. Поворотный барабан 23 установлен на оси 58 посредством опор качения 29. На штоке силового гидроцилиндрэ 39 закреплен выталкиватель 59 для выталкивания обработанных деталей 40 из матриц 26 на позиции выгрузки.
Автоматизированный комплекс работает следующим образом.
Заготовка в виде медной трубы длиной 3 м загружается в токарно-револьверный автомат СТР-18, после чего с помощью встроенного в автомат механизма подачи (не показан) в соответствии с циклограммой работы автомата, досылается до упора 14 револьверной головки 13 и зажимается во вращающемся шпинделе автомата.
Револьверная головка 13 отводится в исходное положение, поворачивается и снова подается к заготовке, при этом сверлом 15 обрабатывается внутренняя фаска 16. После окончания снятия фаски 16 с помощью суппорта 17 подводится резец 19 и обрабатывает одновременно две наружные фаски 21. В это время револьверная головка 13 отводится, поворачивается и затем вводит в отверстие заготовки цанговый захват
11.. свободно вращающийся в подшипниках
12. Суппорт 17 отводится в исходное положение, а суппорт 18 подводит резец 20 и отрезает заготовку 22, которая остается надетой на цанговом захвате 11 и поддерживается l-образным захватом 7, закрепленным на вертикальном суппорте 8.
Затем револьверная головка 13 отводится в исходное положение, а заготовка 22 стягивается с цангового захвата 11 с помощью торцового бурта 55 призмы, закреп- ленной на L-образном захвате 7. Вертикальный суппорт 8 поднимает L-об- разный захват 7 вместе с заготовкой 22 вверх, преодолевая усилие подпружиненного отсекателя 10 и передает заготовку в отводной лоток 9, проталкивая столб деталей в лоток-накопитель А, связывающий автомат СТР-18 с устройством для обработки детали с двух сторон,
L-образный захват 7 возвращается вертикальным суппортом 8 в нижнее положение, револьверная головка поворачивается и подводит упор 14, осуществляется подача трубы, и цикл работы автомата СТР-18 повторяется.
Применение описанного устройства перегрузки деталей после отрезки вызвано необходимостью сохранения ориентации детали, так как внутренняя фаска выполняется только с одной стороны, а ввиду ее малой величины, например 0,5х 45°, вторичная ориентация детали для дальнейшей обработки затруднена.
Датчики 5 и 6 служат для остановки автомата СТР-18 в случае переполнения лотка-накопителя 4 и его пуска, когда количество заготовок в лотке становится меньше установленного заранее нижнего предела.
Лоток-накопитель 4 установлен наклонно и заготовки 22 катятся по нему под действием собственного веса. Выкатившаяся
на позицию загрузки устройства 2 для обработки детали с двух сторон заготовка 22 пуансоном 32 гидроцили.ндра 27 заталкивается в матрицу 26 барабана 23. Для этого с
помощью системы управления (не показано) переключается гидрораспределитель 50 и масло от насосной установки (не показана) подается в соответствующую полость силового гидроцилиндра 27. После окончания
перемещения штока гидроцилиндра 27, скорость которого регулируется дросселем 51, и повышения величины давления а полости до величины, на которую настроено реле давления 52, последнее подает сигнал в систему управления, которая переключит гидрораспределитель 50 и шток силового гидроцилиндра 27 возвратится в исходное положение, контролируемое датчиком 5 и 6.
Одновременно с силовым гидроцилиндром 27 срабатывают и силовые гидроцилии- дры 28, 29, 30 и 3f, которые с помощью пуансонов 33, 34, 35 и 36 осуществляют обработку заготовок, находящихся в матрицах
26 на соответствующих рабочих позициях устройства 2 для обработки детали с двух сторон, а силовой гидроцилиндр 39, установленный со стороны нерабочего торца барабана 23, производит выталкивание
обработанных деталей на позиции выгрузки.
Когда штоки силовых гидроцилиндров 27, 28, 29, 30, 31 и 39 окажутся в исходном положении, срабатывает силовой гидроцилиндр37и выводит свой конусный фиксатор 57 из оппозитно расположенной в данной позиции матрицы 26. Осуществляется рас- фиксация барабана 23, который удерживается от самопроизвольного поворота
подпружиненным роликом 49.
Затем переключается гидрораспределитель 54, включает гидромотор 43, который в процессе своего вращения посредством, водила 45 вводит ролик 46 в соответствующий паз 42 мальтийского механизма и пово- рачивает барабан 23 на один шаг преодолевая усилие подпружиненного ролика 49.
Срабатывает силовой гидроцилиндр 37,
вводит конусный фиксатор 57 в следующую свободную матрицу 26, из которой на предыдущей позиции выталкивателем 59 силового гидроцилиндра 39 выгружена обработанная деталь 40, и осуществляет
точную фиксацию барабана 23.
Затем цикл работы повторяется. Скорость вращения гидромотора 43 регулируется с помощью регулятора расхода 53. Гидрораспределитель 54 осуществляет реверсирование вращения гидромотора 43 в
наладочном режиме. Роле давления 52 служит для предотвращения перегрузки гидро мотора 43.
Формула изобретения 1. Автоматизированный комплекс, преимущественно для изготовления деталей типа трубки всасывания компрессора, содержащий станок для отрезки мерных заготовок, устройство для обработки деталей с двух сторон с позициями загрузки и выгрузки, устройство перегрузки и транспортную систему, отличающийся тем, что, с целью сокращения производственных площадей, устройство для обработки детали с двух сторон выполнено в виде поворотного барабана, установленного на оси посредством опор качения и снабженного матрицами, закрепленными по окружности на периферии рабочего торца барабана, и плиты, установленной параллельно рабочему торцу барабана и снабженной силовыми цилиндрами с закрепленными на их штоках пуансонами и фиксатором, размещенными оппозитно матрицам с возможностью взаи0
5
0
модействия с последними, при этом позиция выгрузки снабжена аналогичным силовым цилиндром с выталкивателем, закрепленным на его штоке, установленном со стороны нерабочего торца барабана с возможностью поочередного взаимодействия с матрицами.
2, Комплекс по п.1,отличающийся тем, что станок для отрезки мерных заготовок выполнен токарно-револьверным и снабжен цанговым захватом для размещения в отверстии заготовки, установленным с возможностью свободного вращения в одном из гнезд револьверной головки, а транс- прртная система выполнена в виде отводного лотка, снабженного отсекателем, при этом устройство перегрузки выполнено в виде L-образного захвата, снабженного установочной призмой под деталь с торцовым буртом и установленного с возможностью вертикального перемещения и взаимодействия с отсекателем отводного лотка, а торцовым буртом призмы - с цанговым захватом.
Ф. 3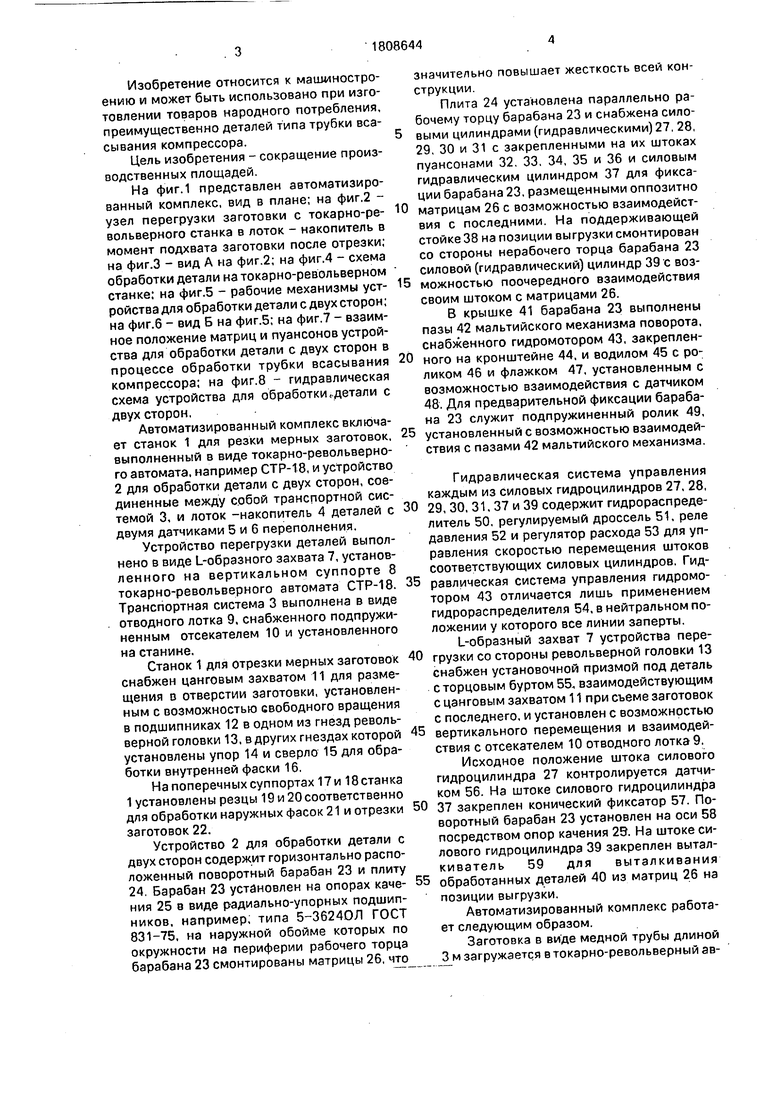
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ ГОЛОВОК ТРАКОВЫХ ПАЛЬЦЕВ | 2001 |
|
RU2213639C2 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Токарный многошпиндельный прутковый автомат | 1984 |
|
SU1207633A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
| Автомат для гидропластической обработки цилиндрических зубчатых колес | 1985 |
|
SU1593974A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |


Использование: машиностроение, в частности автоматизированные комплексы. Сущность изобретения: после отрезки заготовки, револьверная головка станка 1 отводится, а заготовка стягивается с цангового захвата буртом L-образного захвата и остается в его призме. Захват поднимается и подает заготовку в лоток-накопитель 4, по которому она перемещается на загрузочною позицию устройства 2 и заталкивается гидроцилиндром в матрицу поворотного барабана устройства 2. При вращении барабана осуществляется последовательная обработка детали пуансонами , а на последней позиции деталь выталкивается из барабана гидроцилиндром 39. 1 з.п. ф-лы, 8 ил.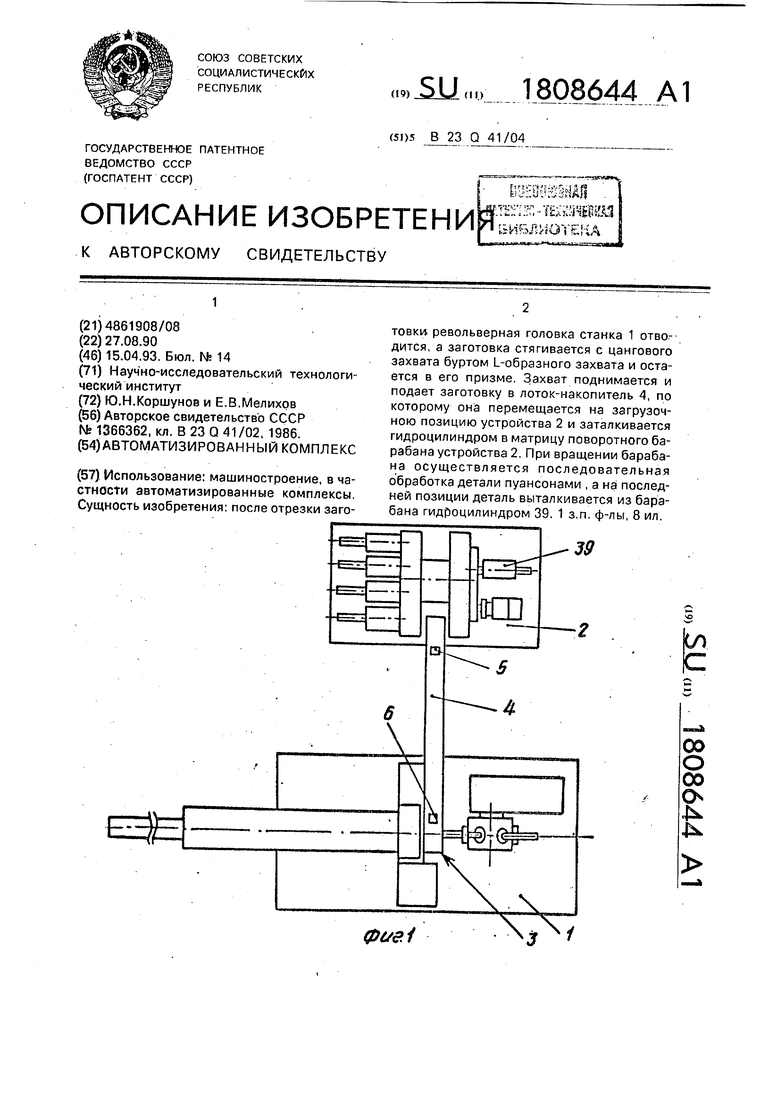
Р1-98081
Put,
5Ј 5Л
34,
jr:
Фиг. 8
1
| Автоматическая линия для обработки цилиндрических деталей типа ниппелей | 1986 |
|
SU1366362A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС | |||
