(54) ТОКАРНЫЙ СТАНОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1983 |
|
SU1158296A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Многорезцовый станок с автоматизацией всего процесса работ | 1938 |
|
SU66613A1 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| Токарный станок для обработки деревянных деталей | 1973 |
|
SU438527A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Поводковый токарный патрон | 1958 |
|
SU117014A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
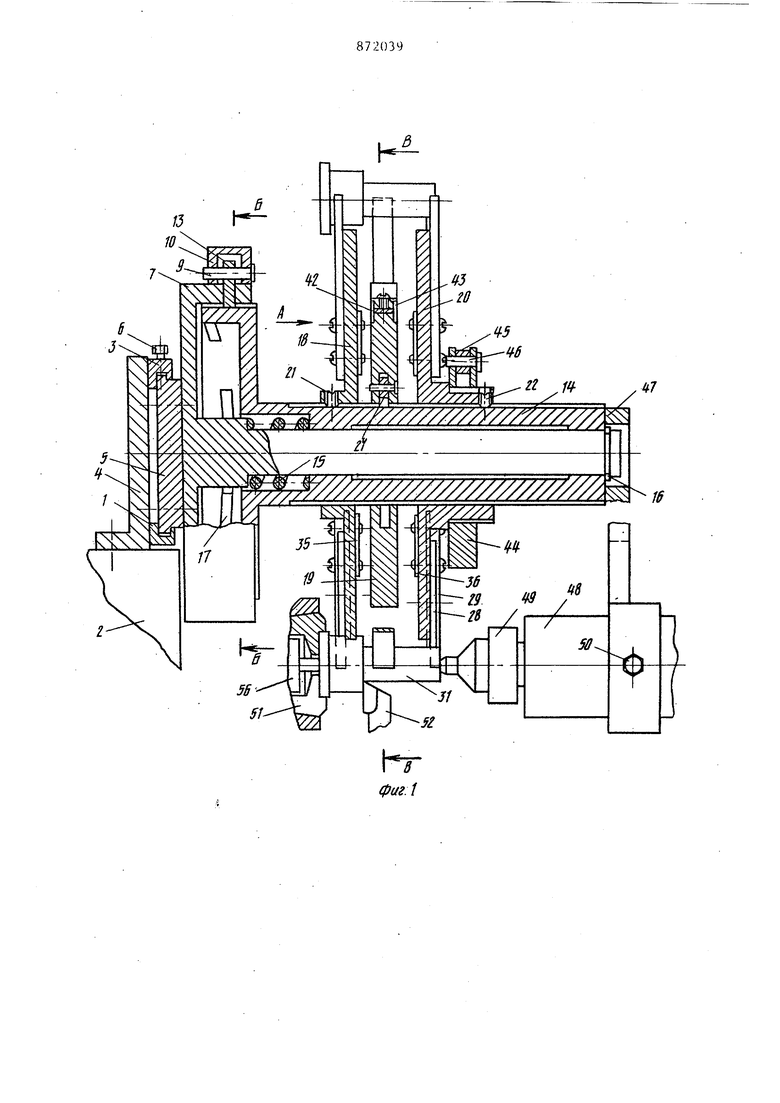

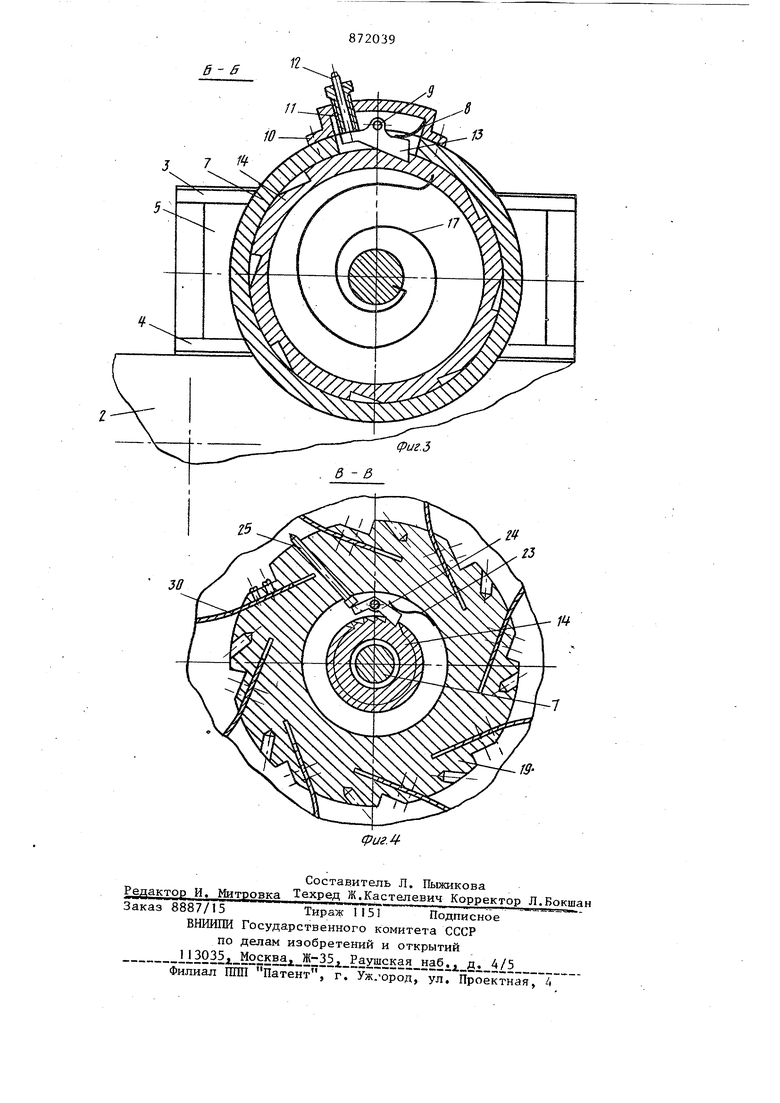
Изобретение относится к станкостроению, а именно к приспособлениям служащим для автоматической загрузк токарных станков с ЧПУ штучными заг товками, обрабатьшаемыми с использо ванием центров. Известен токарный станок, содержащий шпиндель, заднюю бабку, суппо делительный механизм с расположенным на нем поворотным барабаном с зажимными элементами, ось которого паралельна оси шпинделя fl 3 . Конструкция известного токарного станка сложна и ненадежна в работе из-за большого количества исполнительных механизмов. Целью изобретения является расширение технологических возможностей станка. Поставленная цель достигается тем что станок снабжен упором, расположенньгм на суппорте., и установленными соосно делительному механизму двумя рычагами, один из которых жестко связан с пинолью задней бабки, а другой установлен с возможностью взаимодействия с упором, расположенным на суппорте, при этом поворотный барабан выполнен в виде подпружиненных относительно делительного механизма трех дисков, средний из которьк связан посредством дополнительно введенной собачки с крайними дисками, установленными с возможностью регулирования их положения, а зажимные элементы выполнены в виде закрепленных на крайних дисках упоров и расположенных на среднем диске пластинчатых пружин. Упоры, расположенные на кратких дисках, и пластинчатые пружины установленные с возможностью регулирования их положения. На фиг. 1 изображен станок, общий вид (разрез); на фиг. 2 - вид А на фиг. 1 (с частичными вырывами); на фиг. 3 - сечение. Б-Б на фиг, 1; на фиг. 4 - сечение В-В на фиг. 1. Устройство включает стойку 1 на передней бабке 2 с надравляющими 3 и 4, в которых перемещается ползун 5 фиксируемый с помощью винта 6, на ползуне закреплен корпус 7 с пружиной 8, штифром 9, с крьшжой JO, винтом 1, стержнем 12 и делительным механизмом, вьшолненным в виде собачки 13, связанной с храповой втулкой 14, подпружиненной относительно корпуса 7 в осевом направлении пружиной 15, зафиксированной стопорным кольцом 16 и связанной с корпусом 7 спиральной пружиной 17. На храповой втулке J4 установлен поворотный бара бан, выполненный в виде трех дисков 18-20. Положение дисков 18 и 20 регу лируется винтами 21 и 22, Диск 19 связан пружиной 23 и собачкой 24 с хроповой втулкой 14. Стержень 25 предназначен для вывода собачки 24 из зацепления с хроповыми зубьями. . Зажимные элементы вьшолнены в виде упоров 26, 27 и 28, 29, установленных соответственно на дисках 18 и 20 и пластинчатых пружин 30, расположен ных на диске 19 для каждого гнезда детали 31. Положение упоров 26 и 27 регулируется винтами 32-34 и планками 35 и 36, а положение упоров 28 и 29 регулируется винтами 37-39. Пластинчатые пружины 30 расположены в прорезях диска 19 и их вылет регулируется винтами 40 и 41 и направляющи ми планками 42 и 43. На ступице храповой втулки 14 установлен рычаг 44 с собачкой 45 и штифтом 46. Рычаг 47 упирается в торец храповой втулки 14 и закреплен на пиноли 48 задней бабки станка с вращающимся центром 49 винтом 50. Деталь крепится в шпинделе 51 и обрабатывается резцом 52 в резцедержке 53. На суппорте 54 станк имеется регулируемый упор 55. Шпиндель 51 снабжен подпружиненным выталкивателем 56.Устройство работает следующим образом. Перед работой устройство необходимо настроить на деталь с заданньнуш размерами. Дпя этого диски 18-20 перемещаются в осевом направлении отно сительно храповой втулки 14, исходя из оптимального их расположения и дпины обрабатываемой детали, и закрепляются винтами 21 и 22. Соответственно перемещается пинол 48 задней бабки с центром 49. Рычаг закрепляется винтом 50 на пиноли 48 таким образом, чтобы между ним и храповой втулкой 14 был определенный зазор. Корпус 7 перемещается в радиальном направлении в направляющих 3 и 4 и закрепляется винтом 6, если разница диаметров по сравнению с ранее обрабатываемой деталью достигает величины, при которой невозможно настроить устройство только с помощью упоров 26-29. Настройку можно производить по эталонной детали.или непосредственно по заготовкам, предназначенными для обработки, которые закрепляются на шпинделъ 51 и поджимаются задним центром 49, затем упоры 26-29 прижимаются к детали 31 и закрепляются соответственно винтами 32-39. Пластинчатые пружины 30-вьщвигаются до положения необходимого для удержания деталей 31 в гнездах и закрепляются винтами 40 и 4, Так для каждого гнезда деталей. Диск 19 поворачивает-, ся с помощью специального .ключа, вставляемого в отверстия в нем, до положения, увеличивающего напряжение пластинчатых пружин 30 или наоборот в сторону уменьшения напряжения с помощью стержня 25, выводящего из зацепления собачку 24 с храповьми зубьями храповой втулки 14. Затем суппорт 54 станка вместе с инструментом 52 перемещается в нулевую точку программы. Упор 55 на суппорте перемещается до упора в рычаг 44, который при этом через собачку 45 поворачивает храповую втулку 14, до прощелки вания собачки I3 относительно хроповых зубьев венца хроповой втулки 14, Положение упора 55 регулируется и фиксируется. После этого настройка закончена. При включении программы суппорт 54 станка перемещается в радиальном направлении. ХраповаЛ втулка 14 под действием спиральной пружины 17 поварачивается до упора ее храповых зубьев в собачку 13, чем достигается точное центрирование деталей 27. Под действием силы тяжести 44 и 35 собачка 45 проскальзывает по храповым зубьям СТ5ШИЦЫ диска 19 и рычаг 44 принимает исходное вертикальное положение . При подходе инструмента 52 к дета-ли с программоносителя подается команда на перемещение пиноли 48 заднего центра станка.Пиноль перемещается вместе с рычагом 47 и вращающийся центром 49, который входит в центровое отверстие детали 31, В это время рычаг 47, пройдя зазор до торца храповой втулки 14 упирается в нее и преодолевая усилие пружины 15, перемещает ее в осевом направлении вмест с дисками относительно корпуса 7 и деталью 3l, которая входит, например в цангу шпинделя 51 с выталкивателем 56 и закрепляется. Происходит обработка детали, посл которой резец в осевом направлении возвращается в исходное положение. Подается команда на возвращение пиноли 48 в исходное положение, которая перемещается вместе с рычагом 47 Храповая втулка 14 вместе с дисками 18-20 и деталью 31 выходит из цанги 51 под действием пружины 15 и возвращается в исходное положение, I Возможность быстрой переналадки на детали с различными размерами делает этот станок универсальным. Совмещени станком загрузочно-разгрузочной операции и использование холостого перемещения для смены детали делает . станок удобным в управлении и сводит до минимума количество фрункциональных механизмов. Ожидаемый экономический эффект от внедрения одного такого станка - 4000-5000 р. в год, I так как оно дает возможность многостаночного обслуживания станков и снизит время вспомогательной операци на 40-50%. 96 Формула изобретения Токарный станок, содержащий шпиндель, заднюю бабку, суппорт, делительшлй механизм, с расположенньм на нем поворотным барабаном с зажимными элементами, ось которого параллельна .оси шпинделя, отличающ И и С Я тем, что, с целью расвшрения технологических возможностей, станок снабжен упором, расположенным на суппорте, и установленньми соосно делительному механизму двумя рычагами, один из которых жестко связан с пинолью задней бабки, а другой установлен с возможностью взаимодействия с упором, располо- женным на суппорте, при этом поворотный барабан выполнен в виде подпружиненных относительно делительного механизма трех дисков, средний из которых связан посредством дополнительно введенной собачки с крайними, установленными с возможностью регулирования их положения, а зажимные элементы выполнены в виде закрепленных на крайних дисках упоров и расположенных на среднем диске пластинчатых пружин. 2. Устройство по п, I, о т л и чающееся тем, что, упоры, расположенные на крайних дисках, и пластинчатые пружины установленны с возможностью регулирования их положения. Источники информации, принятые во внимание при экспертизе , Акцептованая заявка ФРГ }Р 2J002J50, кл, В 23 В 15/00, опублик, 1975,
hr
фигЛ 5u A
