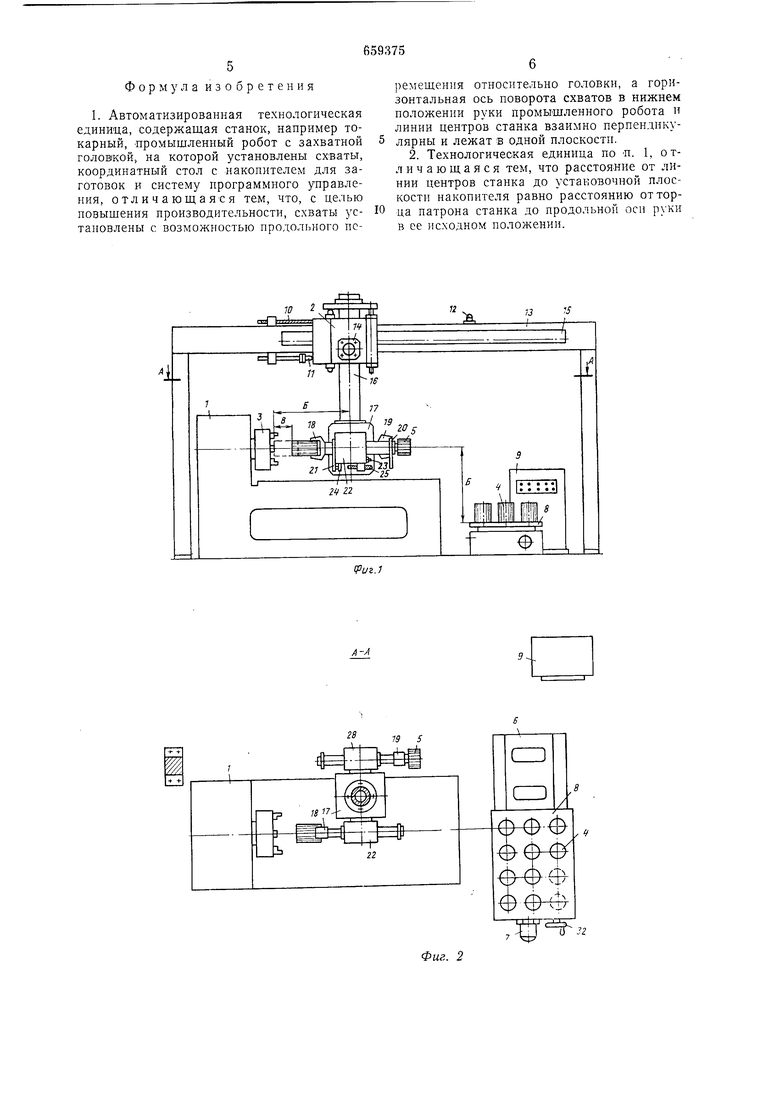
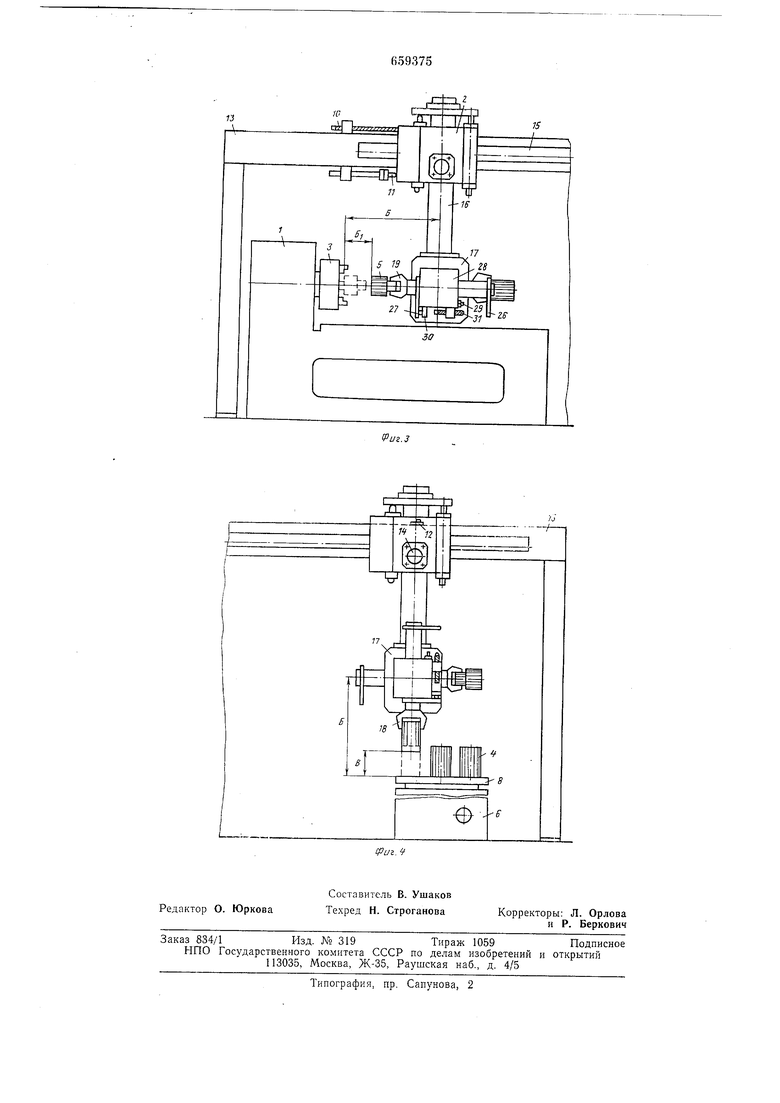
пая головка 17 с возможностью ее поворота вокруг вертикальной оси руки, выполняющая функцию «кисти с двумя схватами 18 и 19. На схвате 18 укреплены две нланки 20 и 21, а на корпусе 22, вращающемся вокруг горизонтальной оси головки 17 вместе со охватом 18, два конечных выключателя 23 и 24 и регулируемый жесткий упор 25. На схвате 19 укреплены две планки 26 п 27, а па корпусе 28, вращающемся вокруг горизонтальной оси головки 17 вместе со схватом 19, - два конечных выключателя 29 и 30 и регулируемый жесткий упор 31. Положение стола 6 по высоте регулируется рукояткой 32 через пару шестерня - рейка.
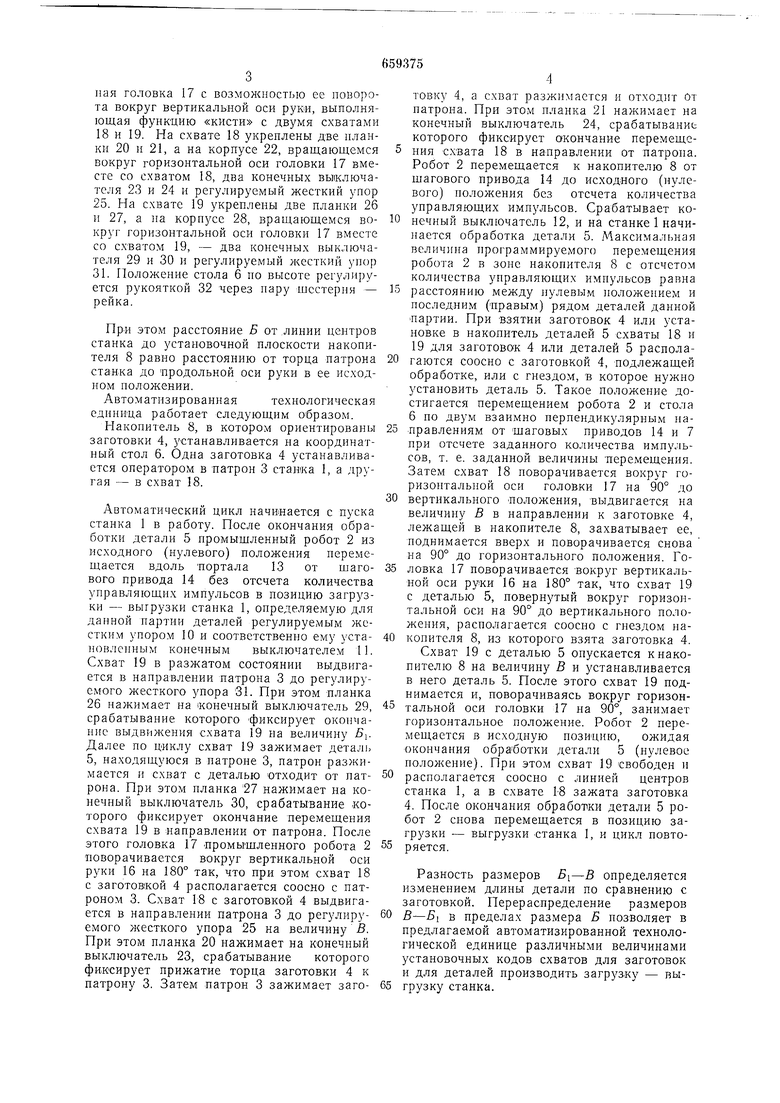
При этом расстояние Б от линии нентров станка до установочной плоскости накопителя 8 равно расстоянию от торца патрона станка до продольной оси руки в ее исходном положении.
Автоматизироваиная технологическая единица работает следующим образом.
Накопитель 8, в котором ориентированы заготовки 4, зстанавливается на координатный стол 6. Одна заготовка 4 устанавливается оператором в патрон 3 станка 1, а другая - в схват 18.
Автоматический цикл начинается с пуска станка 1 в работу. После окончания обработки детали 5 иромышленный робот 2 из исходного (нулевого) положения перемещается вдоль портала 13 от шагового привода 14 без отсчета количества управляющих импульсов в позицию загрузки - выгрузки станка 1, оиределяемую для данной партии деталей регулируемым жестким упором 10 и соответственно ему уста)1()вленным конечным выключателем 11. Схват 19 в разжатом состоянии выдвигается в направлении патрона 3 до регулируемого жесткого упора 31. При этом планка 26 нажимает на конечный выключатель 29, срабатывание которого -фиксирует окончание выдвижения схвата 19 на величину Б. Далее по циклу схват 19 зажимает деталь 5, находящуюся в патроне 3, патрон разжимается и схват с деталью отходит от патрона. При этом планка 27 нажимает на конечный выключатель 30, срабатывание -которого фиксирует окончание перемещения схвата 19 в направлении от патрона. После этого головка 17 промышленного робота 2 поворачивается вокруг вертикальной оси руки 16 на 180° так, что при этом схват 18 с заготовкой 4 располагается соосно с патроном 3. Схват 18 с заготовкой 4 выдвигается в направлении патрона 3 до регулируемого жесткого упора 25 на величину В. При этом планка 20 нажимает на конечный выключатель 23, срабатывание которого фиксирует прижатие торца заготовки 4 к патрону 3. Затем патрон 3 зажимает заготовку 4, а схват разжимается и отходит от патрона. При этом планка 21 нажимает на конечный выключатель 24, срабатывание которого фиксирует окончание перемещения схвата 18 в направлении от патропа. Робот 2 перемещается к накопителю 8 от шагового привода 14 до исходного (нулевого) иоложения без отсчета количества управляющих импульсов. Срабатывает конечный выключатель 12, и на станке 1 начинается обработка детали 5. Максимальная величина ирограммируемого перемещения робота 2 в зоне на-копителя 8 с отсчетом количества управляющих импульсов равна
расстоянию между нулевым положением и последним (правым) рядом деталей данной Партии. При взятии заготовок 4 или установке в накопитель деталей 5 схваты 18 и 19 для заготовок 4 или деталей 5 располагаются соосно с заготовкой 4, подлежащей обработке, или с гнездом, в которое нужно установить деталь 5. Такое положение достигается перемещением робота 2 и стола 6 по двум взаимно перпендикулярным иаправлениям от шаговых приводов 14 и 7 при отсчете заданного количества импульсов, т. е. заданной величины перемещения. Затем схват 18 новорачивается вокруг горизонтальной оси головки 17 на 90° до
вертикального -положения, выдвигается на величину В в направлении к заготовке 4, лежащей в накопителе 8, захватывает ее, поднимается вверх и поворачивается снова на 90° до горизонтального положения. Головка 17 поворачивается вокруг вертикальной оси руки 16 на 180° так, что схват 19 с деталью 5, повернутый вокруг горизонтальной оси на 90° до вертикального положепия, располагается соосно с гнездом накопителя 8, из которого взята заготовка 4. Схват 19 с деталью 5 опускается к накопителю 8 на величину В и устанавливается в него деталь 5. После этого схват 19 поднимается и, поворачиваясь вокруг горизонтальной оси головки 17 на 90°, занимает горизонтальное положение. Робот 2 перемещается в исходную позицию, ожидая окончания обработки детали 5 (нулевое иоложение). При этом схват 19 свободен и располагается соосно с линней центров станка 1, а в схвате 1-8 зажата заготовка 4. После окончания обработки детали 5 робот 2 снова перемещается в позицию загрузки - выгрузки Станка 1, и цикл повторяется.
Разность размеров определяется изменением длины детали по сравнению с заготовкой. Перераспределение размеров
В-Б в пределах размера Б позволяет в предлагаемой автоматизированной технологической единице различными величинами установочных кодов схватов для заготовок и для деталей нроизводить загрузку - выгрузку станка.
Формула изобретения
1. Автоматизированная технологическая единица, содержащая станок, например токарный, промышленный робот с захватной головкой, на которой установлены схваты, координатный стол с накопителем для заготовок и систему программного управления, отличающаяся тем, что, с целью повышения производительности, схваты установлены с возможностью продольного перемещения относительно головки, а горизонтальная ось поворота схватов в нижнем положении руки промышленного робота и линии центров станка взаимно перпендикулярны и лежат в одной плоскости.
2. Технологическая единица по л. 1, отличающаяся тем, что расстояние от линии центров станка до установочной плоскости накопителя равно расстоянию от торца патрона станка до продольной оси руки в ее исходном положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная технологическая единица | 1976 |
|
SU598752A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1329948A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Робототехнологический комплекс | 1988 |
|
SU1616802A1 |
| Робототехнический комплекс | 1986 |
|
SU1425036A1 |
| Автоматический манипулятор | 1976 |
|
SU565819A1 |
| Автоматизированная технологическая единица | 1982 |
|
SU1073085A1 |
| Автоматизированная технологическая единица | 1984 |
|
SU1184658A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1430234A1 |
13 s
Л
Фиг. 2
:
Ь1
15
