заталкивая заготовку на врав аю1цуюся оправку 3 шпинделя, зажимая заготовку, при этом ролики 18 и 9 свободно вращаются, а рычаги 16 и 17 компенсируют возможные отклонения оси
1
Изобретение относится к станко- строению и может быть использовано для автоматизации загрузки и выгрузк токарных станков при обработке деталей типа дисков.
Цель изобретения - повьциение производительности станка за счет выполнения схватом питателя функций зажимного приспособления при обработке деталей.
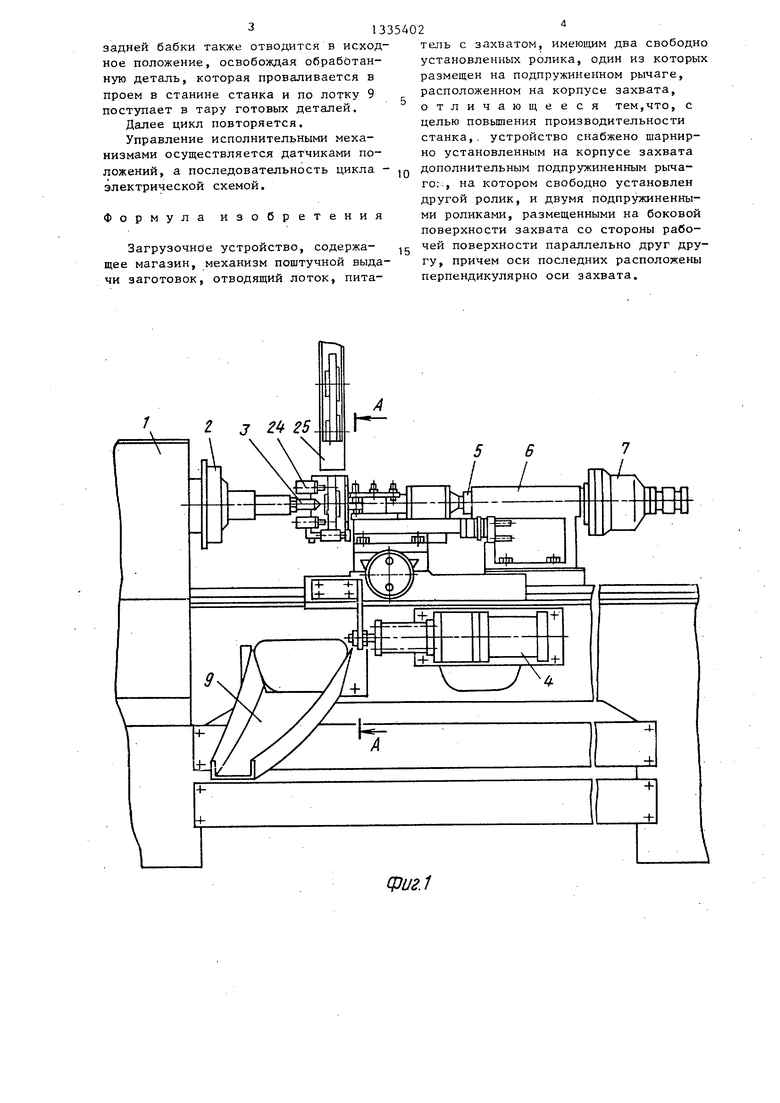
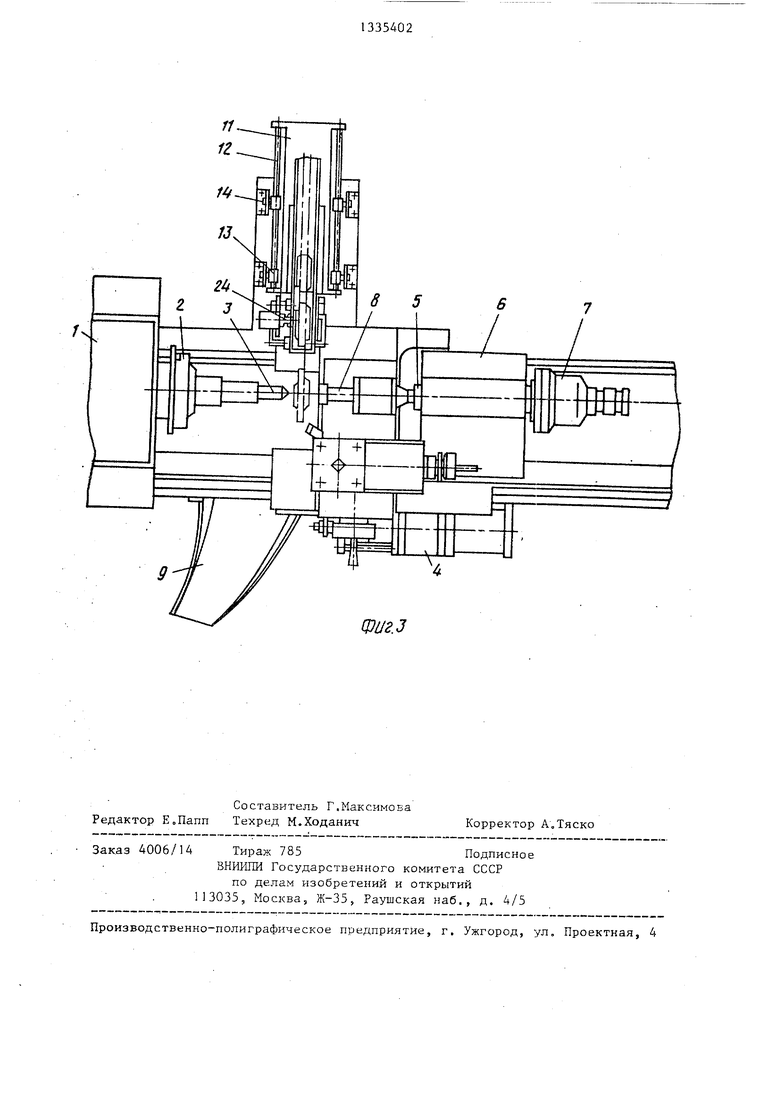
На фиг. 1 изображен станок с установленным на нем загрузочным устройством, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - загрузоч- вое устройство, вид сверху.
Загрузочное устройство установлено на токарном станке I, на шпинделе 2 которого установлена конусная оправка 3, а на суппорте, приводом которого служит специальный гидроцилиндр 4, в обыкновенной резцедержке установлен режущий инструмент, Пинол 5 задней бабки 6 приводится от пнев- моцилиндра 7 и несет в себе вращающу юся оправку 8, На станине станка закреплен отводящий лоток 9, а таклсе кронштейн 10, на котором смонтирован итатель, состоящий из сварного корпуса 11, перемещающегося в радиальном направлении к оси центров станка на двух цилиндрических скалка 12 по роликам 13, закрепленным на четырех стойках 14 от пневмоцилиндра 15, К корпусу 11 прикреплен специальный схват сварной конструкции в виде двух параллельных пластин с вырезами на которых закреплены две пары рычагов 16 и 17, несущих на себе свободно вращающиеся ролики 18 и 19, Рычаги 16 и 17 могут поворачиваться на осях 20 и 21, которые подпружинены, Поворот рычагов ограничен эксцентриковыми упорами 22 и 23. На пластине с:хвата со стороны шпинделя станка установлены два подпрз,окин«нных роликов
заготовки. Как только заготовка оказывается зажатой на оправке 3, включается рабочая подача суппорта, и питатель возвращается в исходное положение, 3 ил.
5 5 0
0
упора 24, Отдельно от станка установлен магазин 25.
Устройство работает следующим образом.
Заготовка из магазина 25 попадает в схват на ролики 18 и 19. Следующая заготовка, опираясь на первую, остается в лотке магазина. Питатель начинает перемещаться к оси центров станка, одновременно отсекая вторую заготовку корпусом 11, и останавливается в положении, когда ось заготовки совпадает с осью вращения шпинделя 2 станка 1. Тачная настройка положения оси заготовки относительно шпинделя станка осуществляется эксцентриковыми упорами 22 и 23. Пиноль 5 задней бабки 6 пневмоципиндром 7 перемещается к шпинделю оправкой 8, заталкивая заготовку на вращающуюся оправку 3 шпинделя 2, зажимая заготовку. В течение этого процесса упоры 24 удерживают заготовку в ориентированном, положении, а в тот момент, когда заготовка при соприкосновении с вращающейся конусной оправкой 3 начинает вращаться, ничто не препятствует ее вращению, так как ролики 18 и 19 свободно вращаются на подшипниках, а рычаги 16 и 17 компенсируют возможные отклонения оси заготовки от первоначального пололсения и неровности наружной поверхности заготовки поворотом вокруг осей 20 и 21,
Как только заготовка оказывается зажатой на оправке 3,. включается рабочая подача суппорта, а питатель возвращается в исходное положение. При этом ролик 18 обкатывается вокруг заготовки, поворачивая рычаг 16 вокруг оси 20. В освободивщийся схват падает следующая заготовка. По окончании обработки суппорт станка отводится в исходное положение, пиноль
задней бабки также отводится в исходное положение, освобождая обработанную деталь, которая проваливается в проем в станине станка и по лотку 9 поступает в тару готовых деталей.
Далее цикл повторяется.
Управление исполнительными механизмами осуществляется датчиками положений, а последовательность цикла - электрической схемой.
Формула изобретения
Загрузочное устройство, содержащее магазин, механизм поштучной выдачи заготовок, отводящий лоток, пита
тель с захватом, имеющим два свободно установленных ролика, один из которых размещен на подпружиненном рычаге, расположенном на корпусе захвата, отличающееся тем,что, с целью повышения производительности станка,, устройство снабжено шарнир- но установленным на корпусе захвата дополнительным подпружиненным рыча го;, на котором свободно установлен другой ролик, и двумя подпружиненными роликами, размещенными на боковой поверхности захвата со стороны рабочей поверхности параллельно друг другу, причем оси последних расположены перпендикулярно оси захвата.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| Автоматизированная технологическая единица | 1982 |
|
SU1024269A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Автооператор | 1977 |
|
SU680852A1 |
| Загрузочное устройство | 1983 |
|
SU1144846A2 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТаШ'"П1МБЧБЛИО'ТНА | 1972 |
|
SU338367A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU371025A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
Изобретение относится к области станкостроения и может быть использовано для автоматизации загрузки и выгрузки токарных станков при обработке деталей типа дисков. Целью изобретения является повышение производительности станка. Заготовка из магазина 25 попадает в схват на ролики 18 и 19. Питатель 11 перемещается к оси центров станка, одновременно отсекая следующую заготовку корпусом. Точная настройка положения оси заготовки относительно шпинделя станка осуществляется эксцентриковыми упорами 22 и 23. Пиноль задней бабки пнев- моцилиндром перемещается к шпинделю, А А (/ // СО со ел ,.и
Фиг.1
Ц)и2.3
Составитель Г.Максимова Редактор Е.Папп Техред М.Ходанич
Заказ 4006/14 Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско
