Изобретение относится к автоматике и предназначено для использовани в производстве шин и резино-техниче|ских . изделий.
Известно устройство для контроля изготовления резиновых смесей, содержащее потенциометр в паре с термопарой. По достижению заданной температуры потенциометр выдает сигнал на выгрузку смеси l 3,
Однако использование заданной температуры в качестве критерия продолжительности изготовления смеси не всегда позволяет достичь требуемого качества смеси. Сигнал на выгрузку может быть выдан при недостаточном или избыточном смешении из-за неточных результатов измерения температуры.
Наиболее близким по технической сущности к предлагаемому является устройство для контроля и управлени процессом переработки эластомеров (процессом изготовления резиновых смесей) по количеству энергии, затрачиваемой на смещение.
Это устройство содержит датчики тока и напряжения, подключенные параллельно K- умножителю, соединенному последовательно с интегратором, интегрирующим по времени переменные по величине сигналы мощности и соединенным последовательно с компаратором энергозатрат, сравнивающим вычисляемые интегратором величины энергозатрат с заданными величинами энергии, поступающими с задатчика энергозатрат,и выдающим управляющие сигналы на исполнительные механизмы ввода ингредиентов в смеситель и выгрузки смеси 2.
Однако такое устройство не позволяет контролировать ход всего процесса изготовления смеси с целью определения качества смеси и предотвращения нарущений технологи-и ее изготовления, не учитывает влияние изменений характеристик исходного сырья на продолжительность изготовления смеси, что особенно важно при смене типа смеси. Устройство не точно определяет продолжительность изготовления смесей, так как учитывает величину энергии резких, быстрых кодебаний мощности, не участвующих в смешении и связанных, в основном, с проскальзыванием смеси при достиже-, НИИ определенной однородной консистенции смеси. Несовершенство контроля и управления пр иводит к выпуску неоднородных по консистенции смесей
Цель изобретения - повышение однородности смесей и точности определения длительности технологического процесса.
Поставленная цель достигается тем, что в устройство, содержащее последовательно соединенные датчик
тока электродвигателя смесителя, умножитель, первый интегратор и первый компаратор, а также датчик напряжения электродвигателя смесителя, выходом связанный со вторым входом 5 умножителя, и первый задающий блок, введены второй задающий блок, последовательно соединенные третий задающий блок, второй компаратор и первый ключ, последовательно соединенные четвертый задающий блок, третий компаратор и первый таймер, последовательно соединенные пятый задающий блок, четвертый компаратор и блок сигнализации, последовательно соединенныеэ пятый компаратор, второй таймер, шестой компаратор, второй интегратор, второй ключ и вычитатель, вход и выход которого связаны соответственно с выходом первого задающего блока и со входом первого компаратора, причем второй задающий блок соединен с вторым входом шестого компаратора, первый вход пятого компаратора, второй вход второго компаратора и второй вход третьего компаратора соединены с выходом умножителя, второй вход пятого компаратора подключен к выходу третьего задающего блока, управляющий вход второго ключа соединен с выходом четвертого компаратора, соединенного первыг-л и вторым входом соответственно с выходом первого таймера и с первым входом шестого компаратора, второй вход BT iporo интегратора подключен к выходу перв.ого ключа, соединенного управляющим входом с выходом пятого компаратора.
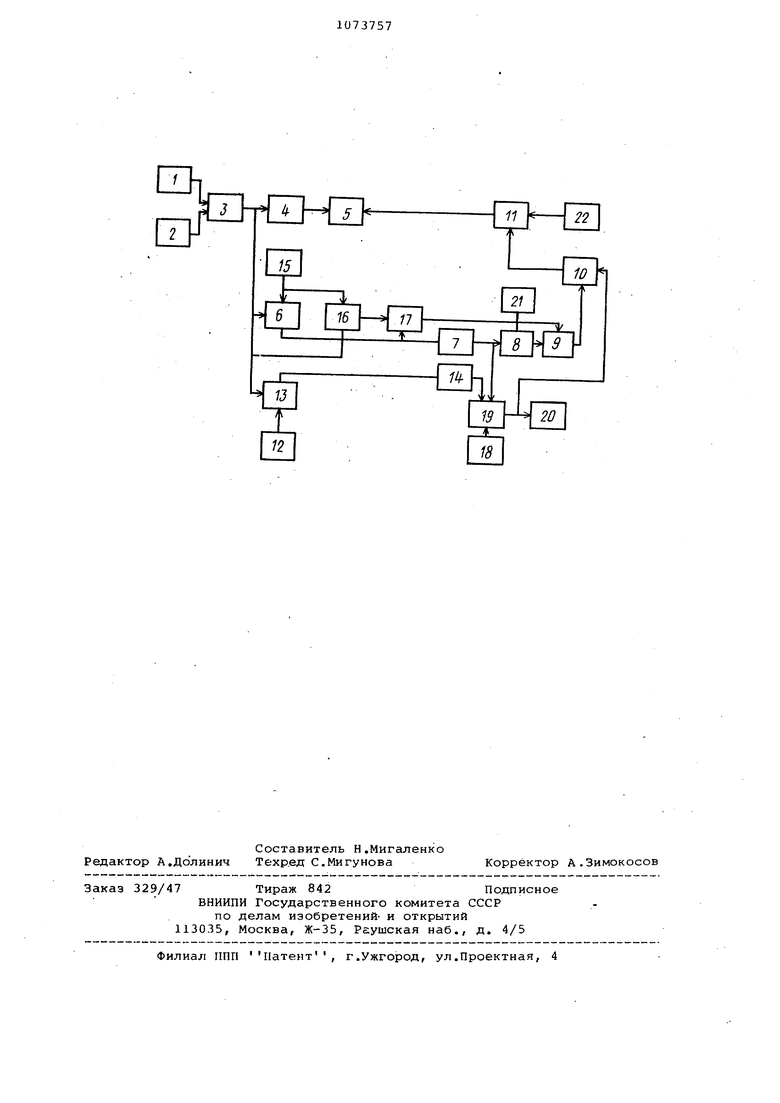
На чертеже представлена блок-схема устройства-для контроля и управления процессрм изготовления резиновых смесей.
Устройство для контроля и управления процессом изготовления резиновых смесей содержит датчик тока 1 электродвигателя смесителя и датчик напряжения 2 электродвигателя смесителя, измеряющие ток и напряжение электродвигателя смесителя к подключенные к вычисляющему значения MOLUMOCTH умножителю 3, выход ксторохо через подсчитываюш,ий энергозатраты интегратор 4 соединен с компаратором 5, последовательно включенные компаратор,6, таймер 7, компаратор 8, интегратор 9, ключ 10 и вычитатель 11, последовательно соединенные задающий блок 12, компаратор 13,и таймер 14, последовательно связанные задающий блок 15, компаратор 16 и ключ 17, последовательно соединенные задающий блок 18, компаратор 19 и блок сигнализации 20, задающий блок 21, выходом связанный со вторым входом компаратора 8 и задающий блок 22, выход которого подключен ко второму входу 5 вычитателя 11, Вторые входы компараторов 6,13 и 16 соединены с выходом умножителя 3, выход компаратора б подключен к управляющему входу ключа 17, выходом связанного со вторым входом интегратора 9, выходы таймеров 7 и 14 соединены соответственно с первым и вторыт- входом компаратора 19, выходом связанного с управляющим входом ключа 10.
Работа устройства для контроля и управления процессом изготовления резиновых смесей осуществляется следующим образом.
Для каж,цого типа смесей до их изготовления подбираются опытным путем, диапазон допустимых значений мощности электродвигателя, изменяющихся в зависимости от времени и величины энергозатрат, требуемых для получения однородной смеси.
Диапазон допустимых значений мощности устанавливают следующим путем. При изготовлении смесей заданного типа с заданныгли пластоэластическими и физико-Механическими, свойствами получают ряд характеристик мощности электродвигателя смесителя, которые отличаются друг от друга из-за нестационарного протекания процесса изготовления смеси, колебаний в свойствах исходных ингредиентов, отклонений теплового режима, колебаний во взаимодействии ингредиентов и т.д. Совокупность этих характеристик образует диапазон допустимых значений мощности, ограниченный време.нными функциями максимальных и минимальных допустимых значений мощности за период изготовления смеси.
Эти временные функции максимальных и ъаднимальных дoпycти ыx значений мощности задаются в задающем блоке 15 и 12 соответственно. А в задающий блок 22 заносится значение величины энергозатрат, по достижении которой осуществляется выгрузка смеси.
Если измеряемая мощность в процессе изготовления резиновой смеси отклоняется за границы диапазона допустимых значениймощности, то это свидетельствует о нарушении технологии изготовления резиновой смеси и в результате подучается резиновая смесь, которая .нуждается в дополнительной переработке или бракуется.
Однако при этом допускаются резкие, быстрые колебания мощности за пределы верхнего диапазона допустимых значений мощности, не участвующие в.смешении и не приводящие к нарушению технологии. Чтобы исключить влияние -указанных колебаний на определение длительности технологического процесса, корректируют зада.нную. величину энергозатрат, требуемых для получения однородной смеси.
В задающий блок 21 вводят минимальную нижнюю уставку времени, равную длительности минимально учитыйаемого превышения значений верхней границы Диапазона и равную постоянной интегрирования интегратора 9. В задающий блок 18 вводят верхнюю уставку времени равную длительности предельно допустимого превышения значений верхней границы диапазона допустимых отклонений мощности и устанавливаемую опытным путем.
0 По сигналу Пуск с блока управ.ления работой устройства или с устройства местного управления (на чертеже не показаны), устройство контроля и управления начинает рабо5 тать.
Измеряемые датчиком 1 ток и датчиком 2 напряжение электродвигателя смесителя перемножаются в умножителе 3 с учетом коэффициента мощности двигателя. Полученные значения мощности с умножителя 3 поступают в интегратор 4, на компараторы 6 и.13, на компаратор 16.. Интегратор 4 интегрирует измеряемую величину мощно. сти по времени и получает значения энергозатрат в процессе изготовления смеси. Эти значения энергозатрат поступают в компаратор 5, где сравниваются с заданными значениями энергозатрат, поступающими с задаю0 щего блока 22, через вычитатель 11. Если измеряемая величина энергозатрат не достигла заданной величины энергозатрат, то компаратор 5 выдает на исполнительные механизмы (на
5 блок-схеме не показаны) сигналы логического О., если измеряемая величина энергозатрат достигла заданной величины энергозатрат, то компаратор 5 выдает сигнал логической
на исполнительный механизм,.
который при этом срабатывает, смесь выгружается из камеры смесителя. . . В компараторе 6 поступающие с
умножителя 3 значения мощности электс родвигателя смесителя сравниваются со соответствующими значениями временной функции максимальных допустимых значений мощности, поступающими из задающего блока 15, а в компараторе 13 значения измеряемой мощности сравниваются со значениями вре1 1енной функции минимальных допустимых значений мощности, поступающими . из задающего блока 12.
В компараторе 16 значения измеряе5 мой мощности вычитаются из зна.чений временной функции максимальных допустимых значений мощности поступающих из задающего блока 15, значения разности поступают на информадион0 ный вход ключа 17.
В случае изменения мощности электродвигателя смесителя в процессе изготовления резиновых смесей в пределах (границах) диапазона допусти5 мых от.клонений мощности, компараI тор б выдает сигнал логической д на управляющий вход ключа 17 и вход таймера 7, а компаратор 13 выдает сигнал логического О на вход таймера 14, при этом ключ 17 закрывается и разность мощностей о компаратора 16 не проходит на интегратор 9, таймер 7 от сигнала логической 1 не выдает счетные импульсы на компараторы 19 и 8, таймер 14 от сигнала логического О не выдает счетных импульсов на компаратор 19. При этом с компараторов 19 и 8 выдаО
ются сигналы логического
от
которых не срабатывают интегратор 9 блок сигнализации 20 и находится в открытом положении ключ 10. Таким образом, хотя ключ 10 находится в открытом положении, с интегратора 9 мет информации на вычитатель 11 и компаратор 5 работает так, как было описано ранее, В случае отклонения измеряемой мощности электродвигателя смесителя в процессе изготовления резиновой смеси от верхней гарниц л диапазона допустимых значений мощности компаратор б выдает сигнал логического О на управляющий вход ключа 17 и вход таймера 7 Сигнал логического О открывает ключ 17 и включает таймер 7.
При этом абсолютные значения разности, поступающие с компаратора 16, проходят через ключ 17 на интегратор 9, таймер 7 начинает выдавать счетные импульсы на компараторы 19 и 8. Когда время, отсчитываемое счетными импульсами, становится равным величине нижней уставки времени, поступающей с задающего блока 21, компгхратор 8 сигнал логической на интегратор 9, при этом начинающий интегрировать по времени значения разности мощностей, получая величину энергозатрат, соответствующую отклонению мощности от верхней гарницы диапазона допустимых значений мощности. Полученная величина энергозатрат поступает на информационный вход ключа 10, который находится в открытом положении и пропускает сигнал величины энергозатрат на вычитатель 11, где он вычитается из заданного значения величины энергозатрат на изготовление смеси, поступающего с задающего блока 22, Откорректированное значение величиныэнергозатрат поступает на компаратор 5, который при достижении измеряемыми величинами энергозатрат откорректированного значения величины энергозатрат выдает сигнал логической
на выгрузку смеси.
Когда время, отсчитываемое счетными -импульсами становится равным величине верхней уставки времени, поступающей с задающего блока 18, компаратор 19 выдает сигнал логической на блок сигнализации 20 и на управляющий вход ключа 10. При этом блок сигнализации 20 вьщает сигнал (звуковой, световой) о нарушении технологии изготовления резиновой смеси, а ключ 10 закрывается и значения энергии с интегратора 9 не поступают на вычитатель 11.
В случае отклонения измеряемой мощности в процессе изготовления резиновой смеси от нижней границы диапазона допустимых значений мощности, компаратор 13 вьщает сигнал логической. на вход таймера 14, который начинает выдавать, счетные импульсы на вход компаратора 19. Когда время, отсчитываемое счетными импульсами, становится равньдм величине верхней уставки времени, компаратор 19 вьщает сигнал логической на блок сигнализации 20 и на управляющий вход ключа 10. При этом блок сигнализации 20 выдает сигнал о нарушении технологии изготовления резиновой смеси, а ключ 10 закрывается.
При изменении характеристик исходного сырья устройство контроля и управления п-озволяет перейти к соответствующей заданному диапазону допустимых значений мощности величине энергозатрат, соответствующей получению однородной смеси определенной консистенции, что,дает возможность целенаправленно корректировать продолжительность изготовления смесе-й и осуществлять выгрузку смеси по достижению смесью определенной консистенции, соответствующей задан ным значениям мощности, затрачиваемой электродвигателем на смешение.
Применение устройства контроля и управления также позволяет определить нарушения технологии изготовления резиновой смеси с целью их предотвращения при изготовлении последующих смесей и регулировать продолжительность изготовления смесей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом изготовления резиновых смесей | 1986 |
|
SU1401445A1 |
| Устройство для управления процессом приготовления резиновых смесей | 1987 |
|
SU1407814A1 |
| Асинхронный следящий привод | 1979 |
|
SU877469A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО ПЕРИОДА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ИЗДЕЛИЯ | 2013 |
|
RU2537040C1 |
| РАДИОЛИНИЯ С ПСЕВДОСЛУЧАЙНОЙ ПЕРЕСТРОЙКОЙ РАБОЧЕЙ ЧАСТОТЫ | 2009 |
|
RU2411663C1 |
| РАДИОВЫСОТОМЕР | 2001 |
|
RU2212684C1 |
| ПЕЛЕНГАТОР | 1990 |
|
RU2006872C1 |
| Сканирующий радиометр | 1986 |
|
SU1451627A1 |
| Устройство для контроля и управления технологическим процессом тренировки и испытаний фотоэлектронных умножителей | 1986 |
|
SU1325516A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИК СЛУЧАЙНЫХ ПРОЦЕССОВ | 1995 |
|
RU2110806C1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ . РЕЗИНОВЫХ СМЕСЕЙ, содержащее последовательно соединенные датчик тока электродвигателя смесителя, умножитель, первый интегратор и первый компаратор, а также датчик напряжения электродвигателя смесителя, выходом связанный со вторым входом умножителя, и первый задающий блок, о т л ичающееся тем, что, с целью повышения однородности смеси и точности определения длительности технологического процесса, в устройство введены второй задающий блок, последовательно соединенные третий задающий блок, второй компаратор и первый ключ, последовательно соединенные четвертый задающий блок, третий компаратор и первый таймер, последовательно соединенные пятый задающий блок, четвертый компаратор и блок сигнализации, последовательно соединенные пятый компаратор, второй таймер, шестой компаратор, второй интегратор, второй ключ и вычита-тель, вход и выход которого связаны соответственно с выходом первого задающего блока и со входом первого компаратора, причем второй задающий блок соединен.со вторым входом шестого компаратора, первый вход пятого компаратора, второй вход второго (Л компаратора и второй вход третьего компаратора соединены с выходом умножителя, второй вход пятого компаратора подключен к выходу третьего задающего блока, управляющий вход второго ключа соединен с выходом четвертого компарддора,, соединенного о со первым и вторым входом соответственно с выходом первого таймера и с пер вым входом шестого компаратора, другой вход второго интегратора подключен к выходу первого ключа, соединен ел ного управляющим входом с выходом пятого компаратора. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кондраков С.П | |||
| и Бачко А.И | |||
| Перспективные процессы и оборудование для изготовления резиновых смесей, М., ЦИНТИ химнефтемаш, 1977, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Покрытие для колб источников света | 1987 |
|
SU1462430A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
