Предлагаемьи способ формования заготовок го.ювных уборов позволяет y.iyMiUHTh и качество и noBbdiiacT производительность труда по сравнеиию, например, с фор iOBai;neNr го.товных уборов па деревянных колодках.
Особенность способа заключается том, что заготовку номеншют в iiarjKnyio Г1с).1ую (popNty н производят форлюванне при помощи сжатого воздуха, натетаемого в эластичную камеру.
Д;т осушеств.чення способа применяют пресс, на неподви/кноГ станине которого уетаиовлена поворотная колонка, несущая несколько прссс-фюрм, с управлением поворотом колонки и подачей и С1равл11 аннем воздуха из пресг,(j)op.M от пневматического привода.
Особенность нресса заключается li том, что каждая из его прессформ выно;н1ена и ви,ае металлического корнуса, снабженного съемной э.1астичной камерой и имеютнего к(), закрепленнхю на конце подпружиненного качаюгнегося рычага, приводимого в движение от пневматического привода.
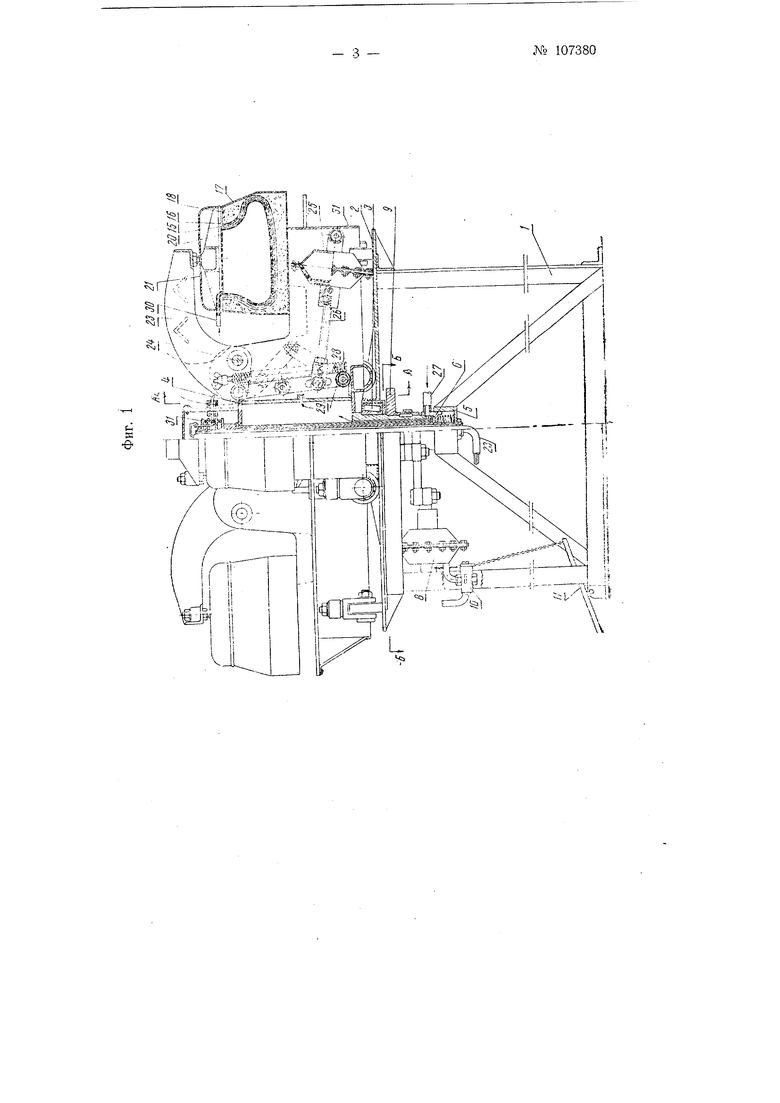
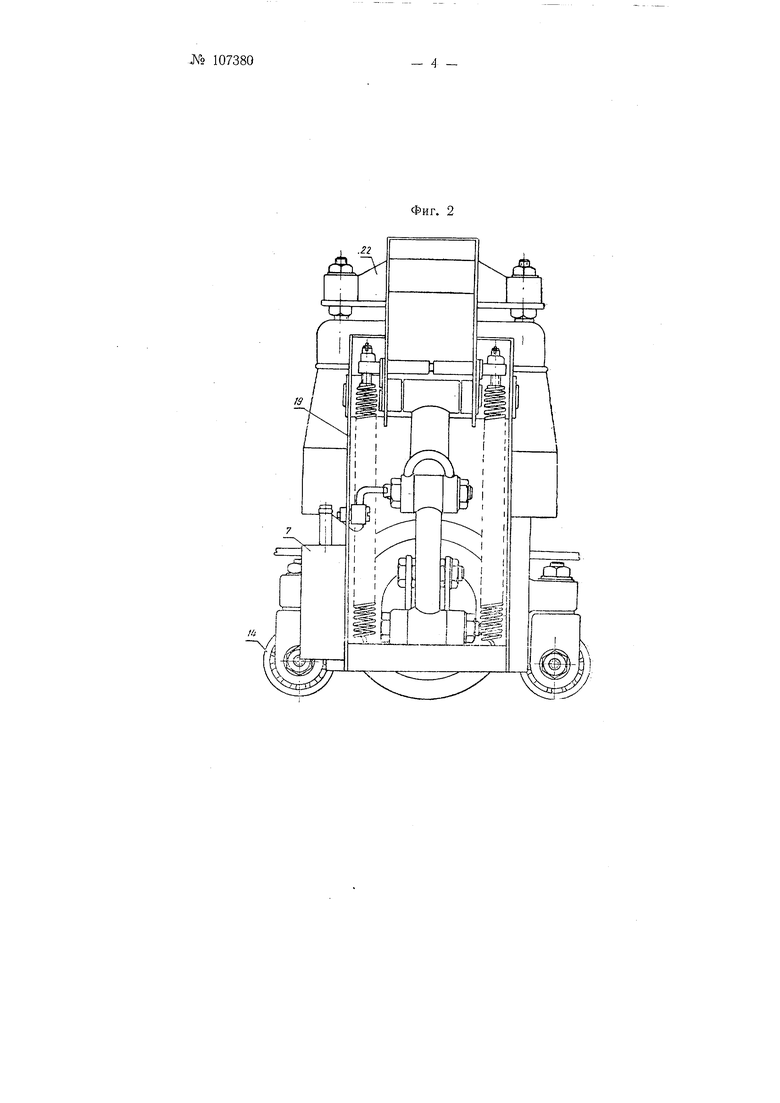
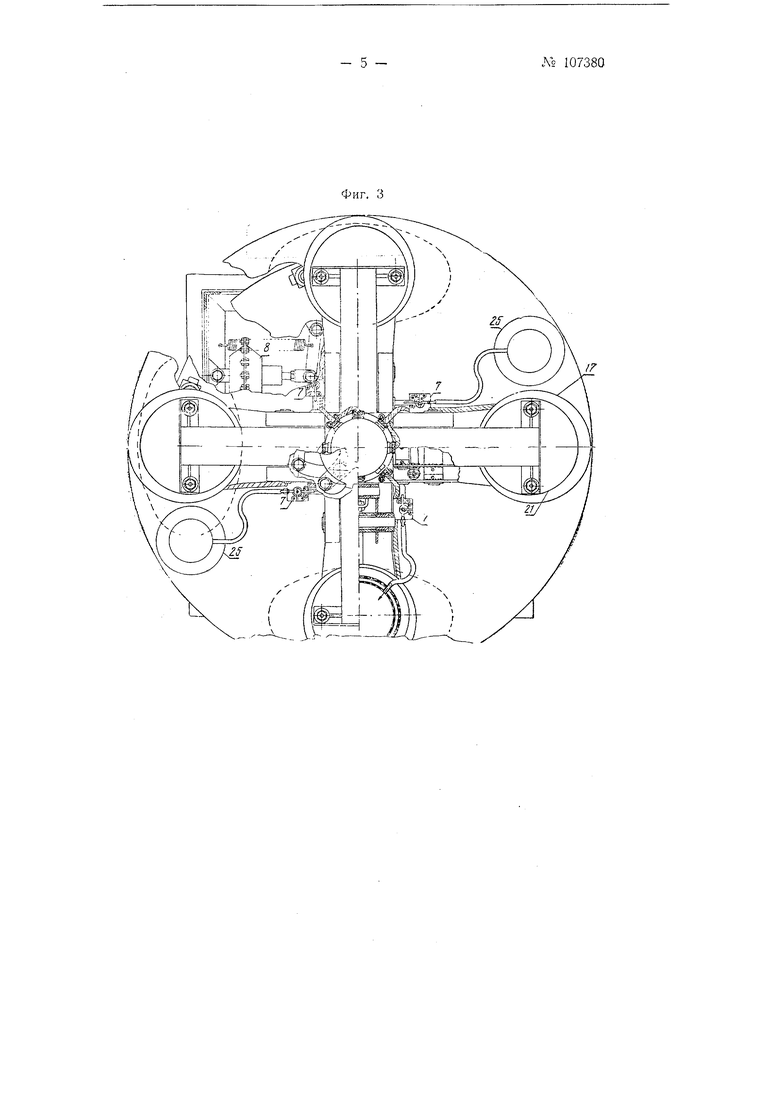
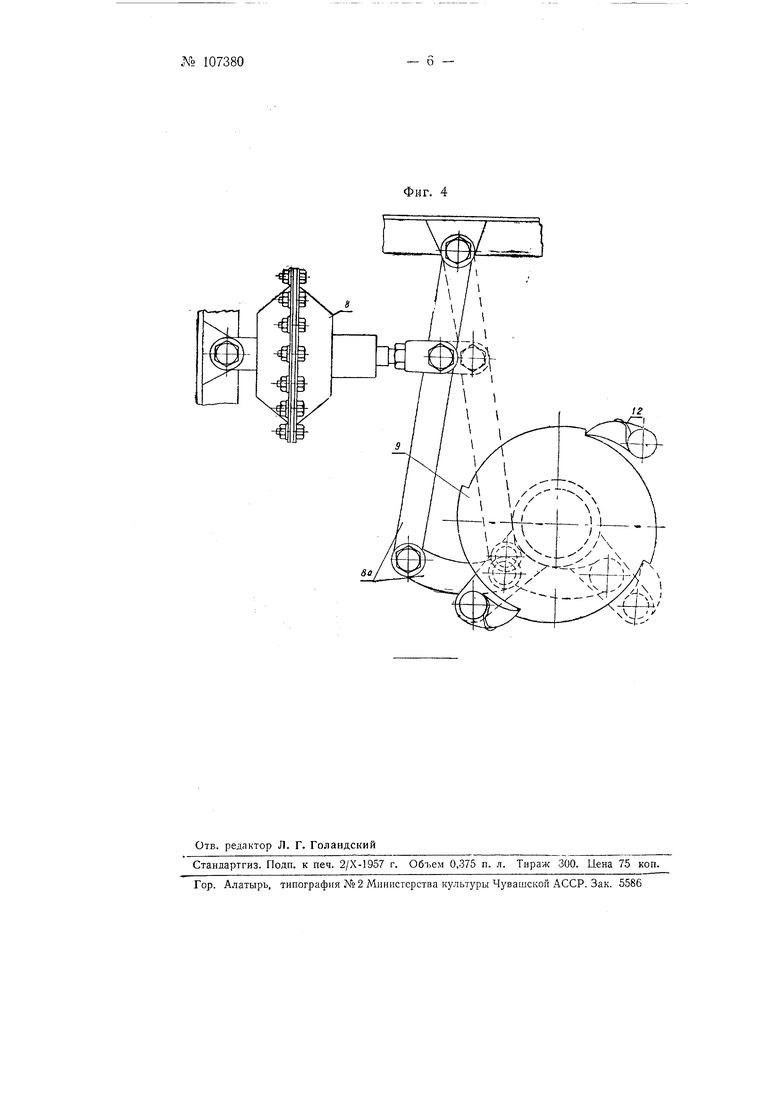
На . 1 1 :юб1за кен вид пресса спереди; на фнг. 2 -внд по /1/1 па фиг. I; ia (i)Hr. . пресса в плане; iia фиг. на меха1П13м поворота ко.юнкн по Б6 на фиг. 1.
На ста1Н-1ие / пресса и-меется круглая ri.:;iT;po)M;i 2. li пентре коTopofi хстаIII/влей П1ариконодн1ннПИК ) Д,1Я HOBOpOTIiOi КОДОНКН -/.
Под н.1агфорлг(й 2 монтированы: опора J для г oдl jJy i инeннoil oCoiiмы 6 ноздухораснределителс) 7 (движенне воздуха is пневматической системе нресса Г1оказа1ю па чертеже срелками), пневматическая камера 8, пггок которой соединен с системой рычагов оо, поворачнва1ОН1их прикрепленный к колонке храновнк У, и кран 10 управления пнуском воздуха в камеру 8 н tibiHvcKOM его, связашн гн с педа.1ью //.
При нажиме па педаль //, воздух поступает в камеру 8, к резу.чьтате чего ко.понка поворачивается на четверть оборота. При выпуске воздуха из камеры ее шток и рычаги 8а занимают начальное по.:1ожение, под действием возвратной пружрп1Ы, а ко.тонка стопорится посредством собачки 12.
К колонке 4 прикреплен стол 13, установленный на перемещающихся по платформе 2 роликоподшипниках 14 и несущий четыре самостоятельных пресс-формы.
Каждая пресс-форма состоит из металлического корпуса /5, имеющего внутреннюю поверхность, соответствующую головному убору и обогреваемому электронагревательному элементу 16.
Пресс-форма заключена в кожух /7, заполненный изоляционной массой 18, и установлена на раме 19.
В процессе работы в пресс-форму устанавливается эластичная камера 20, расширяющаяся при поступленни в нее сжатого воздуха.
Пресс-форма сверху закрывается крышкой 21, прикрепленной к траверсе 22, соединенной с концом подпружиненного рычага 23, качающегося на оси 24, установленной на раме 19.
Открытие и закрытие прессформы производится при помощи пневматической камеры 25, шток 26 которой через щарнирно-сочлененные тяги связан с рычагом 23.
Подача сжатого воздуха в прессформу осуществляется через патрубок 27, полость 28 колонки и патрубки 29 и 30, соединяемые гибким щлангом.
В верхней части колонки размещен электрораспределительный коялектор 31, к которому подведены токонесущие провода, проложенные через трубку 32, расположенную внутри колонки 4.
Управление открытием и закрытием пресс-формы осуи ествляется пусковыми кнопками (на чертеже не показаны) воздухораспределителей 7.
Формование головных уборов производится следующим образом.
В открытый ICopnyc 15 помещают расправленный головной убор, устанавливают эластичную камеру 20, и к патрубку 30 присоединяют воздухоподводящий щланг. Затем корпус 15 закрывают и в камеру 20 направляют сжатый воздух, под действием которого происходит формование головного убора.
За один оборот колонки 4 происходит формование, отнарка и сушка головного убора.
Пресс обслуживается одним человеком.
К рабочему месту корпус 15 подходит в открытом по/южении, при котором вначале из него вынимают эластичную камеру 30, затем извлекают головной убор, на место которого устанавлив1ают егце не сформованный головной убор, и продолжают процесс формования.
Предмет изобретения
1.Способ формования заготовок головных уборов, отличающийс я тем, что, с целью улучщения качества, в нагретую полую форму помещают заготовку и производят ее формование при помощи сжатого воздуха, нагнетаемого в эластичную камеру.
2.Пресс для осуществления способа по п. 1, состоящий из неподвижной станины с установленной на ней поворотной колонкой, несущей несколько пресс-форм, с применением пневматического привода для поворота колонки и подачи и стравливания воздуха из прессформ, отличающийся тем. что каждая из пресс-форм выполнена в виде металлического корпуса, снабженного съемной эластичной камерой . и имеющего крышку, закрепленную на конце подпружиненного качающегося рычага, приводимого в движение от пневматического привода.
1
(
е
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Гладильный пресс | 1952 |
|
SU98768A1 |
| Пневматический пресс для влажно-тепловой обработки деталей одежды | 1955 |
|
SU109595A1 |
| Пневматический гладильный пресс | 1955 |
|
SU105031A1 |
| Гладильный пресс | 1955 |
|
SU108547A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU176382A1 |
| Полуавтомат для распиловки рубиновых и т.п. заготовок | 1958 |
|
SU119122A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU318478A1 |
| Приспособление для герметизации ездовой камеры в процессе ее изготовления | 1974 |
|
SU510382A1 |
| Устройство для поштучной выдачи заготовок | 1981 |
|
SU988422A1 |
| Автомат для прессования пуговиц из термопластических таблеток | 1959 |
|
SU129327A1 |