Изобретение относится к обработке металлов давлением и может быть использовано при ковке крупных поковок на гидравлических прессах.
Известен способ горячей рубки крупных поковок, включающий установку инструмента на поковку и последовательные вдавливания его в тело поковки по контуру с промежуточными кантовками между вдавливанием 1.
Недостатками известного способа являются низкая производительность и невысокая стойкость инструмента.
Наиболее близким к изобретению по технической сущности является инструмент для осуществления .способа, состоящий из корпуса с трапециевидной рабочей и плоской тыльной частями 1.
Недостатками известного инструмента являются низкая производительность рубки и быстрый износ центральной части топора из-за защемления топора в теле поковки и быстрого разогрева при этом его рабочей части. Производительность рубки падает из-за необходимости извлечения топора после каждого вдавливания.
Целью изобретения является повыщение производительности рубки поковок.
Указанная цель достигается тем, что согласно способу горячей рубки крупных поковок, включающему установку инструмента на поковку и последовательные вдавливания его в тело поковки по контуру с промежуточными кантовками между вдавливаниями, кантовку поковки в процессе рубки осуществляют совместно с инструментом, вдавленным в поковку.
Способ осуществляют инструментом, состоящим из корпуса с трапециевидной рабочей и плоской тыльной поверхностями, корпус выполнен в виде кольца, а рабочая часть расположена на его внутренней поверхности.
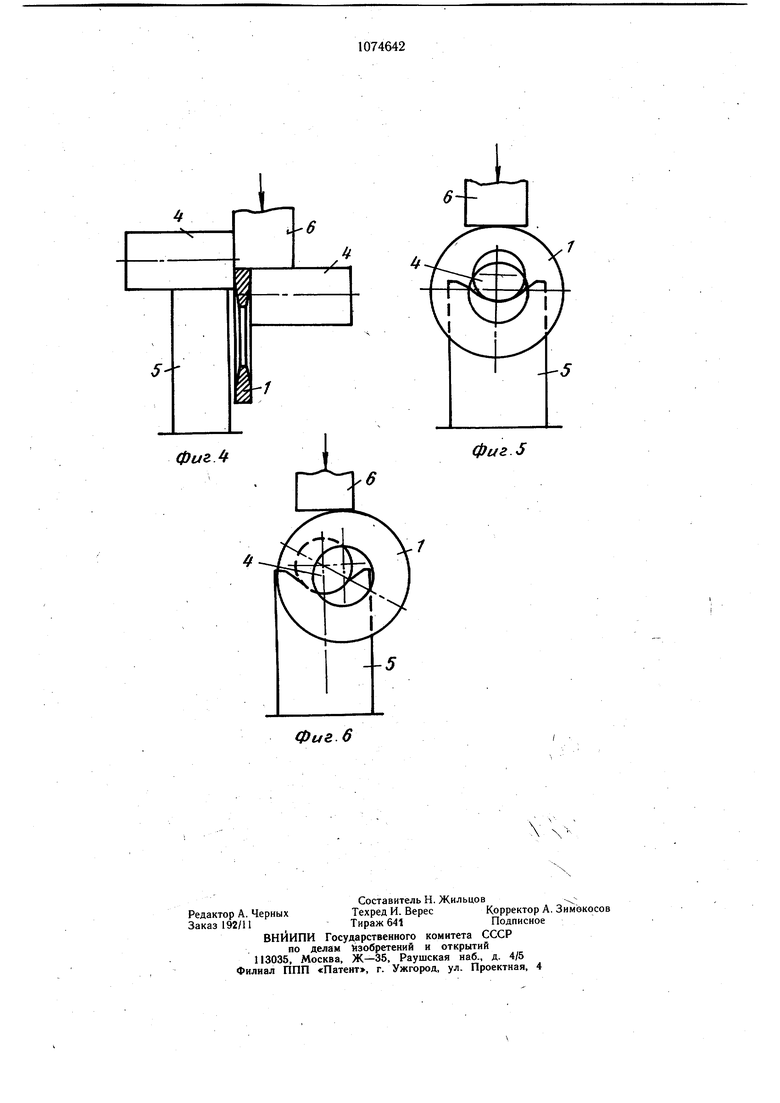
На фиг. 1 изображен инструмент для рубки крупных поковок; на фиг. 2 - положение инструмента на поковке в начальной стадии рубки; на фиг. 3 - то же, в процессе рубки-, на фиг. 4 - то же, в конце рубки; на фиг. 5 - поперечное сечение поковки в зоне рубки после первого нажатия пресса; на фиг. 6 - то же; при втором нажатии.
Инструмент состоит из корпуса 1 с траo пециевидной рабочей частью 2 и плоской тыльной части 3 (фиг. 1).
Способ осуществляют следующим образом.
Инструмент надевают на поковку 4 и 5 устанавливают в месте руба. Поковку устанавливают на бойки 5 и располагают инструмент между ними (фиг. 2). Верхним бойком 6 осуществляют последовательные вдавливания корпуса инструмента в тело поковки (фиг. 3 и 4): Причем после каждого вдавливания инструмента осуществляют кантовку поковки вместе с инструментом (фиг. 5 и 6). При этом инструмент своей внутренней рабочей поверхностью обкатывает поковку и осуществляет рубку. При 5 обкатывании инструмент центрируется частью своей рабочей поверхности по стенкам полученного в результате предыдущего нажатия паза. Это приводит к выполнению ровного руба без заусенцев. При последнем нажатии один из бойков со сторо0 ны обрубаемого конца поковки удаляют, а верхний боек смещают так, чтобы боковые поверхности верхнего бойка и инструмента совпадали и осуществляют окончательное нажатие до разделения частей поковки.
По сравнению с известными предложенные способ и устройство для его осуществления позволяет повысить производительность процесса рубки крупных поковок.
а
S
фиг Л
фиг 5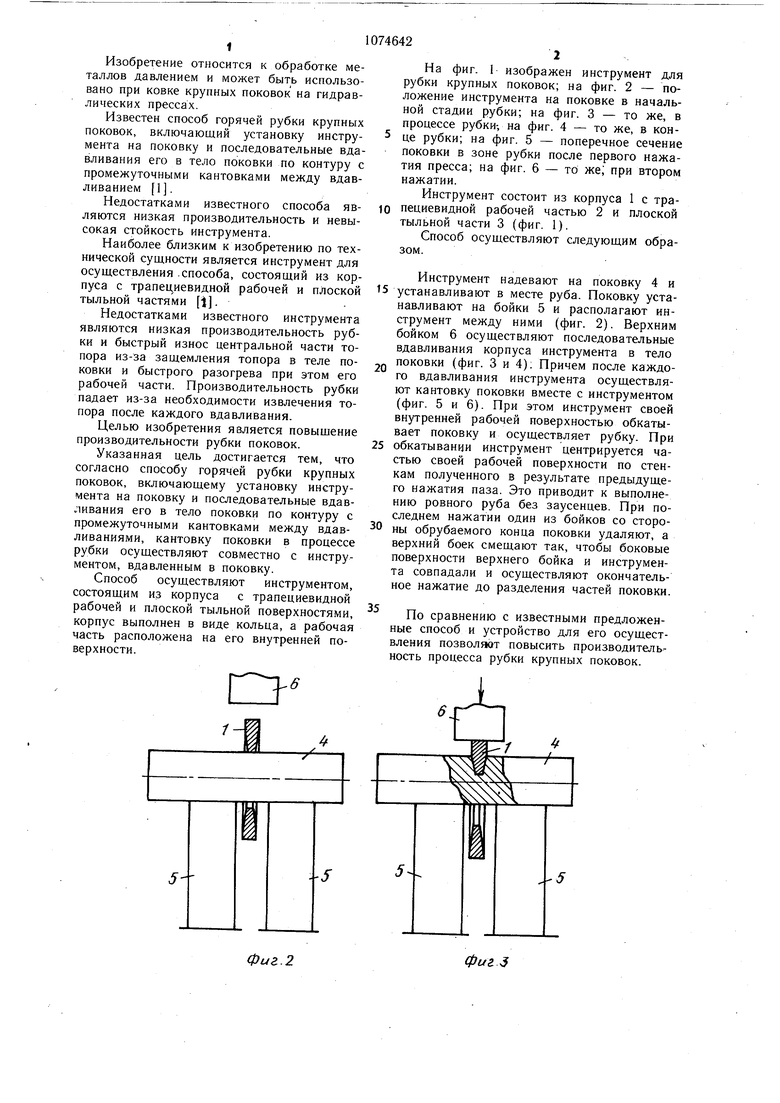
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей рубки поковок | 1988 |
|
SU1608007A1 |
| Инструмент для горячей рубки поковок | 1989 |
|
SU1657265A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Кузнечный боек | 1980 |
|
SU975169A1 |
| Устройство для кузнечной рубки | 1976 |
|
SU590065A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Инструмент для пережимки поковок | 1988 |
|
SU1551465A1 |
| Способ отбора проб | 1973 |
|
SU648869A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
1. Способ горячей рубки крупных поковок, включаюш,ий установку инструмента на поковку и последовательные вдавливания его в тело поковки по контуру с промежуточными кантовками между вдавливаниями, отличающийся тем, что, с целью повышения производительности и стойкости инструмента, кантовку поковки в процессе рубки осуществляют совместно с инструментом, вдавленным в поковку. 2. Инструмент для осуш.ествления способа по п. 1, состоящий из корпуса с трапециевидной рабочей и плоской тыльной поверхностями, отличающийся тем, что корпус выполнен в виде кольца, а рабочая часть расположена на его внутренней поверхности. (Л М 05 4 1C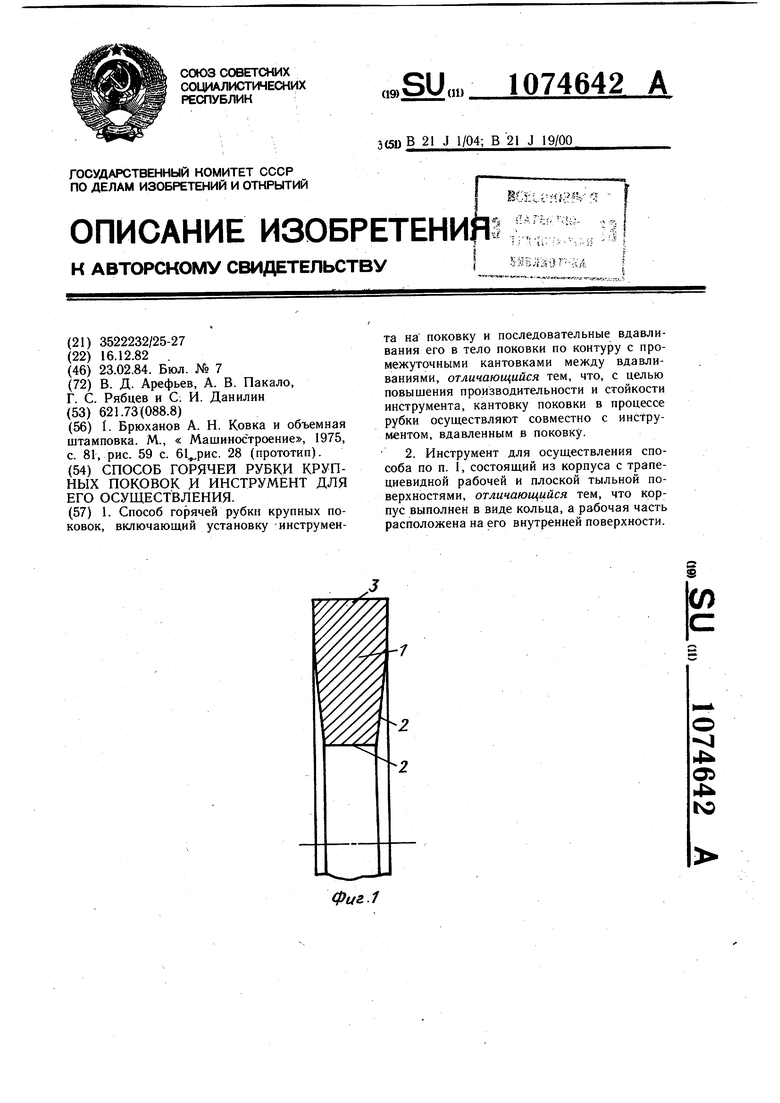
| I | |||
| Брюханов А | |||
| Н | |||
| Ковка и объемная штамповка | |||
| М., « Машиностроение, 1975, с | |||
| Горный компас | 0 |
|
SU81A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
