фиг.1
уменьшается в направлении торцовой поверхности 5 со стороны угла о/., и увеличивается в направлении торцовой поверхности 6 со стороны . В про- цессе пережима верхний боек воздействует на наружную поверхность 4 инструмента, а нижний боек - на торцовую поверхность 5, выставляя инструмент в1 вертикальное положение. В реэульта- те первого прохода получают наметку строго кольцевой формы. После выполнения наметки снимают воздействие нижнего бойка на торцовую поверхность 5. Инструмент занимает при этом наклонное положение. Наружная поверхность 4 устанавливается параллельно плоскости верхнего бойка. Осуществляют пережим поковки по ранее выполненной наметке. В результате обеспечивается высокая точность геометрических размеров уступов, поскольку рекомендуемая форма поверхностей инструмента компенсирует действие на него опрокидывающего момента. 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Инструмент для горячей рубки поковок | 1989 |
|
SU1657265A1 |
| Способ изготовления полых поковок | 1988 |
|
SU1563831A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления кольцевых поковок | 1977 |
|
SU733829A1 |
| Способ изготовления полых конических поковок | 1988 |
|
SU1608006A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве ступенчатых поковок типа валов. Цель изобретения - повышение качества изделий и экономия металла за счет повышения точности поковок при формировании уступов высотой более 200 мм. Инструмент для пережимки поковок состоит из корпуса 1 в виде кольца. Одна его рабочая поверхность 2 наклонена под углом α2, а другая поверхность 3 - под углом α1 к торцовым поверхностям. Угол α1 выбирается равным 10 - 17°, угол α2=(1,1-0,8)ARCTG(1-TGΑ1). Наружная поверхность 4 корпуса 1 выполнена конической с углом γ, равным 1 - 7°. Диаметр поверхности 4 уменьшается в направлении торцовой поверхности 5 со стороны угла α1 и увеличивается в направлении торцовой поверхности 6 со стороны α2. В процессе пережима верхний боек воздействует на наружную поверхность 4 инструмента, а нижний боек - на торцовую поверхность 5, выставляя инструмент в вертикальное положение. В результате первого прохода получают наметку строго кольцевой формы. После выполнения наметки снимают воздействие нижнего бойка на торцовую поверхность 5. Инструмент занимает при этом наклонное положение. Наружная поверхность 4 устанавливается параллельно плоскости верхнего бойка. Осуществляют пережим поковки по ранее выполненной наметке. В результате обеспечивается высокая точность геометрических размеров уступов, поскольку рекомендуемая форма поверхностей инструмента компенсирует действие на него опрокидывающего момента. 4 ил.
Изобретение относится к обработке металлов давлением и может быть ис- пользовано при изготовлении ступенчатых поковок типа валов.
Цель изобретения - повышение качества изделий и экономия метагша за счет повышения точности поковок при формировании уступов высотой более 200 мм.
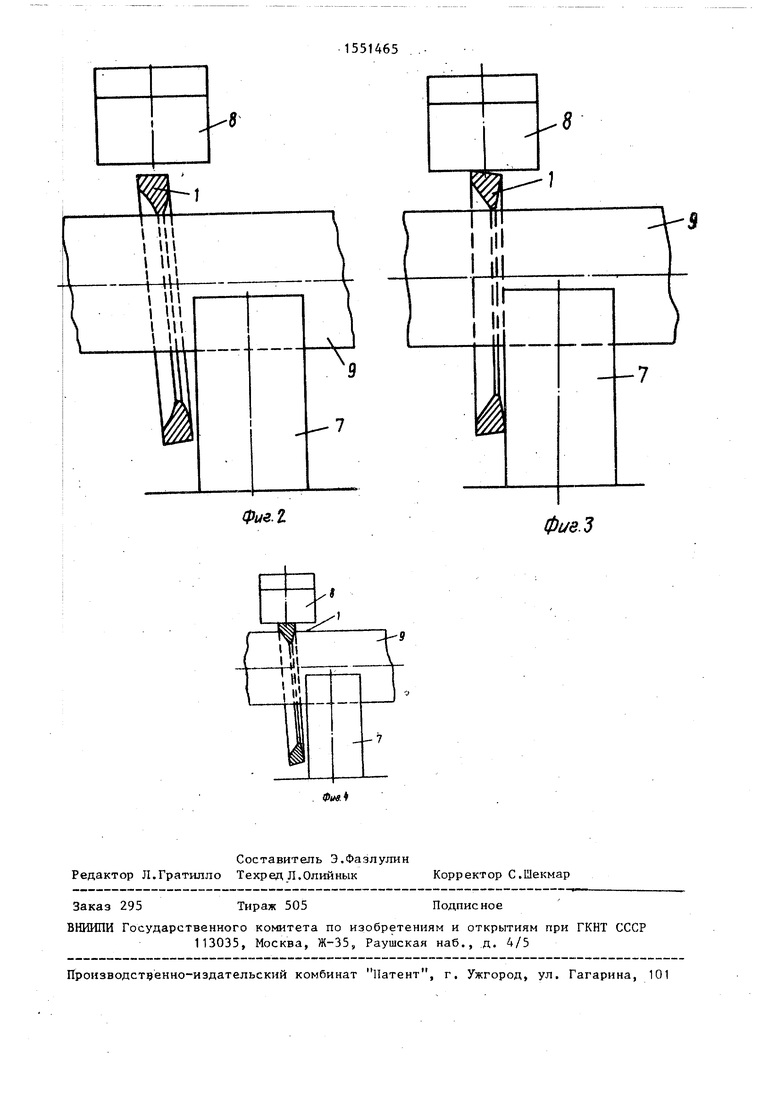
На фиг. 1 показан инструмент, разрез; на фиг. 2 - схема установки инструмента в месте пережимки; на фиг.З начальное положение инструмента в первом проходе по периметру (выполнение наметки);на фиг, 4 - положение инструмента в процессе интенсивного вдавливания в тело поковки.
Инструмент для пережимки состоит из выполненного в виде кольца корпуса 1, одна рабочая поверхность 2 которого наклонена под углом о а другая 3 - под углом oi, и торцовым поверхностям. Наружная поверхность 4 корпуса выполнена конической с углом У , при этом диаметр поверхности уменьшается в направлении торцовой поверхности 5 со стороны угла oit и увеличивается в направлении торцовой поверхности 6 со стороны oii .
Работу производят следующим образом. I
На пресс устанавливают нижний 7 и верхний 8 бойки. Удерживая поковку 9 в ковочном манипуляторе, надевают на нее инструмент 1 с помощью мостового крана и устанавливают в месте предлагаемой пережимки (фиг. 2).
Верхний боек 8 опускают до соприкосновения с боковой поверхностью 4 инструмента, после чего движением ниж
О 5
0 5
0
5
него бойка 7 выставляют инструмент в вертикальное положение (фиг. 3). Ходом верхнего бойка 8 осуществляют последовательные нажатия на корпус инструмента, при этом после каждого вдавливания производят кантовку поковки вместе с инструментом, благодаря чему инструмент центрируется частью своей рабочей поверхности по стенкам паза, полученного при предыдущем нажатии. В результате первого прохода получают наметку строго кольцевой формы без увода в спираль вдоль поковки (фиг. 3) .
После выполнения наметки (фиг. 3) нижний боек 7 сдвигают вправо, корпус 1 занимает наклонное положение. При этом наружная поверхность корпуса устанавливается параллельно плоскости бойка за счет изготовления наружной поверхности конической с углом у . В дальнейшем нажатиями верхнего бойка выполняют пережим поковки, направляя корпус по ранее выполненной наметке
(фиг . 4).
Экспериментально установлено, что процесс пережима происходит стабильно с обеспечением максимальной точности геометрических размеров выступов на поковке в тех случаях, когда углы ск ,
Ы.ц , и у имеют вполне определенные значения:
, 10-17°,
oJt 1,1-0,8)arctg(1-tgc,); У 1-7°.
При выходе за указанные пределы углов ,, &г , и у стабильность
процесса пережима нарушается и точность поковок снижается.
Так, при о/, : 10 имеет место выворот инструмента и в зоне бурта образуется поднутрение, которое приводит к браку поковки по геометрическим размерам (ширине) бурта. Для компенсации величины поднутрения необходимо увеличивать напуск металла по ширине бурта, что приводит к перерасходу металла. При «, 17° имеет место большой угол скоса на боковых поверхностях бурта (отклонение от перпендикулярности бурта отно сительно ступени меньшего диаметра), что сопровождается повышенным расходом металла.
При оЈ,Ј 1 , larctgd-tgtf,) также имеет место выворот инструмента, что приводит к перерасходу металла. При Ыг. 0,8aretg(1-tgoi,) не обеспечивается при пережиме достаточное смещение металла в сторону меньшего диаметра, в результате при последующей протяжке образуются складки (зажимы) в зоне поковки, прилегающей к бурту (брак поковки). Для исключения дефектов возникает необходимость в уменьшении глубины пережимки, что приводит (при протяжке) к большой величине галтели в месте перехода бурта в меньшую ступень поковки и сопровождается не-
Инструмент для пережимки поковок, состоящий из корпуса в виде кольца с наружной поверхностью и внутренними рабочими поверхностями, расположенныоправданным перерасходом металла.
При X1 Ј 1 имеет место раскачивание 35 ми П°Д УГЛОМ к торцевым поверхностям пережимки из-за зазора между корпусом кольца, отличающийся тем, и верхним бойком. При у 7° такжечто, с целью повышения качества издеимеет место раскачивание пережимкилий и экономии металла за счет повыиз-за зазора между корпусом и верх-, шения точности поковок при деформиним бойком. Величину угла V выбирают 40 ровании уступов высотой более 200 мм, равной углу отклонения корпуса пере-угол наклона о( одной из рабочих пожимки от вертикального положения приверхностей выполнен равным 10-17 , а
свободной установке инструмента (фиг. другой определяется соотношением oie 2). Для допустимого диапазона углов (1,1-0,8)arctg( 1-tgK1,) , при этом и 2. величина X находится в пре- 45 ружная поверхность кольца выполнена с делах 1-7°.углом конусности 1-7°, уменьшающимся
Пример, По результатам лабо- в направлении к торцевой поверхности раторных экспериментов спроектирова-с прилегающей к ней под углом oi, paли и изготовили пережимку для исполь- бочей поверхностью.
зования в производственных условиях (наружный диаметр 2000 мм, внутренний диаметр 1400 мм, ширина 250 мм, оЈ, 15°, oi4 36,2°, у 4,5°. Промышленное опробование инструмента проводили при ковке одно- двух- и трехбуртовых поковок валов с размерами уступов 100-400 мм. В результате опробования выявлены преимущества заявляемой конструкции пережимок:
обеспечивается высокая точность геометрических размеров буртов (±10 мм - по ширине бурта);
пережимка получается строго кольцевой формы, т.е. обеспечивается перпендикулярность боковых поверхностен буртов;
выворота инструмента не происхоДит, т.е. углы оЈ( и оЈг полностью компенсируют действие опрокидывающего момента;
полностью исключается ручной труд, повышается культура производства;
величина угла V устраняет раскачивание пережимки.
Формула изобретения
Инструмент для пережимки поковок, состоящий из корпуса в виде кольца с наружной поверхностью и внутренними рабочими поверхностями, расположенныФиг. I
8
Фие.З
| Способ горячей рубки крупных поковок и инструмент для его осуществления | 1982 |
|
SU1074642A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
