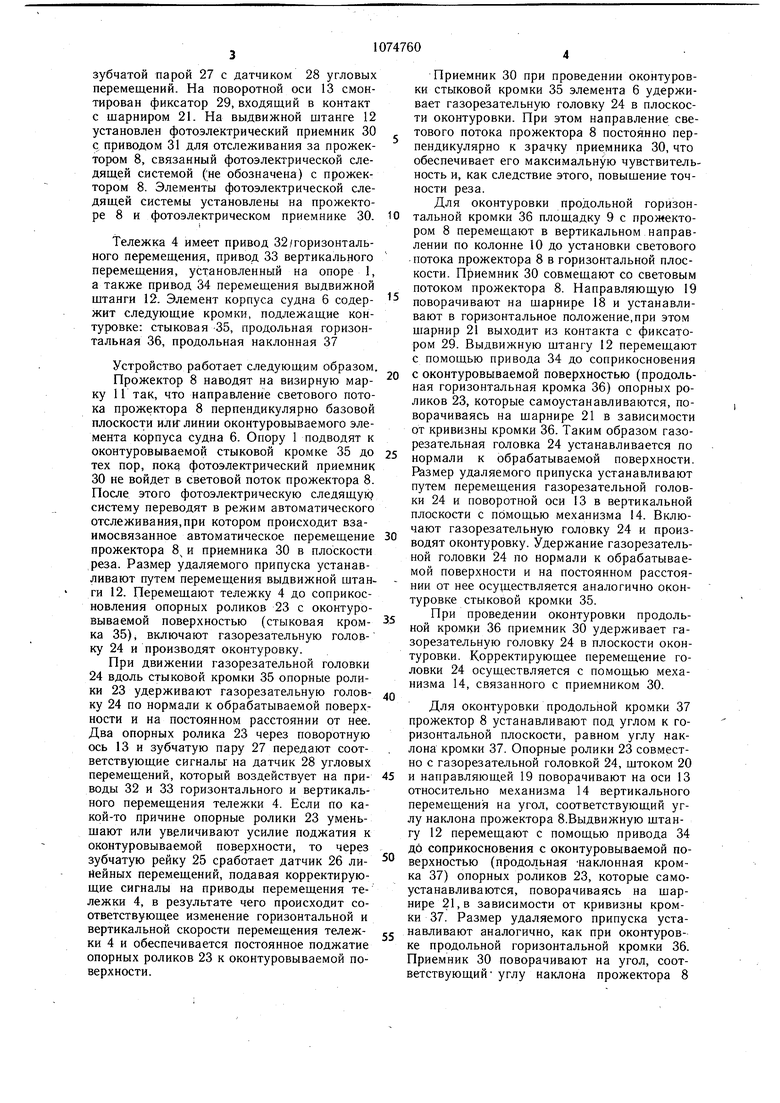
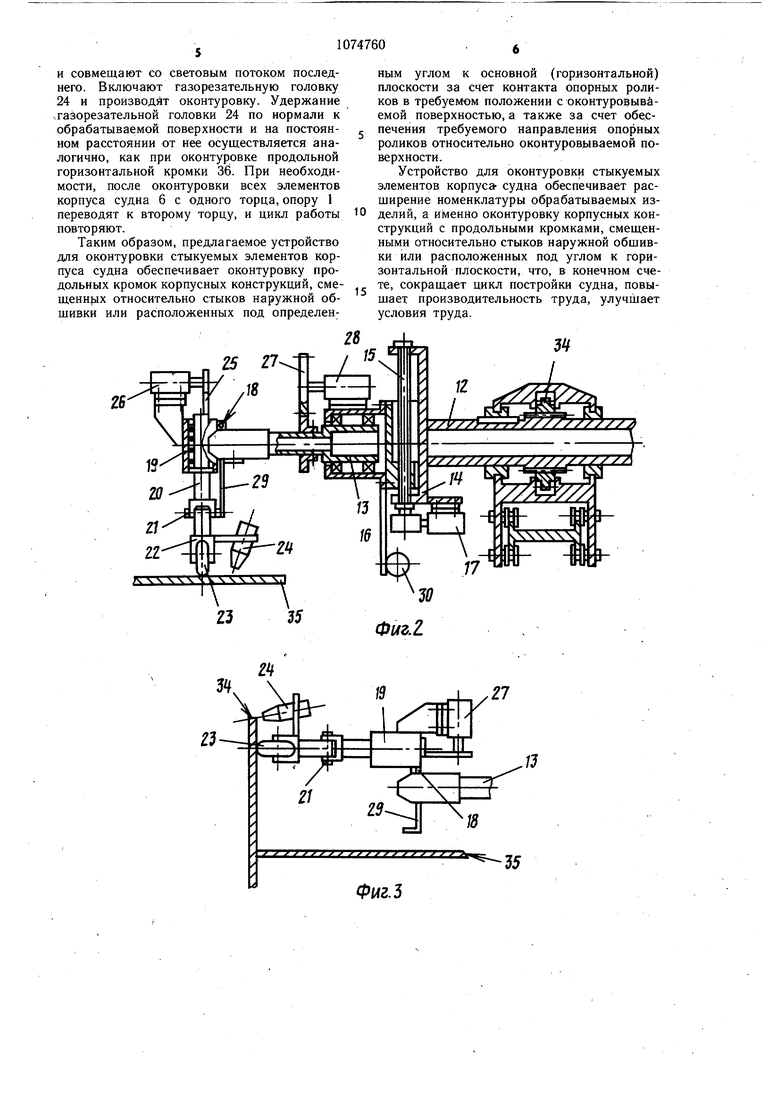
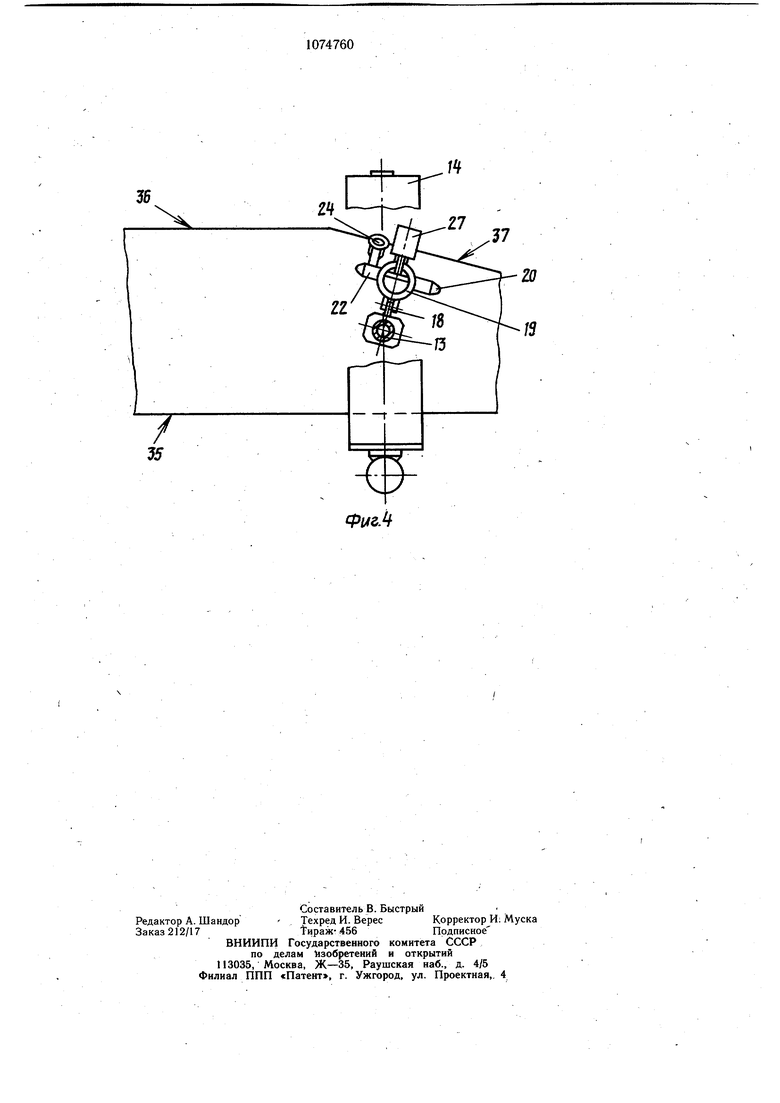
Изобретение относится к судостроению, а именно к устройствам для контуровки стыкуемых элементов корпуса судна. По основному авт. св.№ 612844 известно устройдтво для оконтуровки стыкуемых элементов корпуса судна, содержащее прибор, задающий плоскость контуровки,состоящий из прожектора и фотоэлектрического приемника, тележку с приводом, снабженную выдвижной щтангой, на которой установлены фотоэлектрический приемник и подпружиненные газорезательные головки, причем устройство снабжено подвижной несущей опорой, на которой установлены тележки и приводь вертикального и горизонтального перемещения тележки, а газорезательные головки установлены на двух опорных роликах, при этом на тележке установлены фотоэлектрическая следящая система, датчики угловых и линейных перемещений газорезательных головок, связанные с приводами вертикального и горизонтального перемещения тележки и следящей системой, связанной с прожектором и фотоэлектрическим приемником, а напротив прожектора установлена визирная марка 1. Недостатком известного устройства являются ограниченные функциональные возможности из-за невозможности оконтуровки продольных кромок корпусных конструкций, смещенных относительно стыков наружной обшивки или расположенных под углом к горизонтальной плоскости вследствие конструктивных особенностей его выполнения. Целью изобретения является расширение функциональных возможностей устройства за счет обеспечения оконтуровки продольных кромок корпусных конструкций, смещенных относительно стыков наружной обшивки или расположенных под определенным углом к основной (горизонтальной) плоскости. Указанная цель достигается тем, что в устройстве для оконтуровки стыкуемых элементов корпуса судна, содержащем прибор, задающий плоскость контуровки, состоящий из прожектора и фотоэлектрического приемника, тележку с приводом, снабженную выдвижной штангой, на которой установлены фотоэлектрический приемник и подпружиненные газорезательные головки, причем устройство снабжено выдвижной несущей опорой, на которой установлены тележки и приводы вертикального и горизонтального перемещения тележки, а газорезательные головки установлены на двух опорных роликах, при этом на тележке установлены фотоэлектрическая следящая система, датчики угловых и линейных перемещений газорезательных головок, связанные с приводами вертикального и горизонтального перемещения тележки и следящей системой, связанной с прожектором и фотоэлектрическим приемником, а напротив прожектора установлена визирная марка, выдвижна я щтанга снабжена приводом ее вертикального перемещения относительно тележки, а газорезательные головки щарнирно ;вязаны с выдвижной щтангой с возможностью углового перемещения во взаимно перпендикулярных вертикальных плоскостях, расположенных продольно и поперечно оси выдвижной щтанги. Такое выполнение устройства обеспечивает оконтуровку продольных кромок корпусных конструкций, смещенных относительно стыков наружной общивки или расположенных под определенным углом к основной (горизонтальной) плоскости за счет контакта опорных роликов в требуемом положении с оконтуровываемой поверхностью, а также за счет обеспечения требуемого направления опорных роликов относительно оконтуровываемой поверхности. На фиг. 1 изображено устройство для оконтуровки стыкуемых элементов корпуса судна, общий вид; на фиг. 2 - тележка с выдвижной щтангой, разрез (положение при оконтуровке стыковой кромки); на фиг. 3 - опорные ролики с газорезательной головкой повернуты на 90° (положение при оконтуровке продольной горизонтальной кромки); на фиг. 4 - опорные ролики с газорезательной головкой повернуты на определенный угол относительно горизонтальной плоскости (положение при оконтуровке продольной наклонной кромки). Устройство для оконтуровки стыкуемых элементов корпуса судна содержит подвижную несущую опору 1 (фиг. .1), состоящую из поперечной балки 2,и вертикальной стойки 3, тележку 4, установленную на балке 2. Опора 1 имеет возможность перемещения по рельсовому пути 5 вдоль элемента корпуса судна 6, выставленного в стапельное положение на кильблоках 7.Прожектор 8 закреплен на площадке 9, установленной с возможностью вертикального перемещения по колонне 10. Напротив прожектора 8 выставлена визирная марка 11. Тележка 4 снабжена выдвижной штангой 12, поворотной осью 13и механизмом 14 вертикального перемещения поворотной оси 13, причем механизм 14вертикального перемещения может быть выполнен, например, в виде пары винт-гайка 15 и 16. Винт 16 кинематически связан с пр1иводом 17, закрепленным на выдвижной щтанге 12, а поворотная ось 13 встроена в гайку 16 механизма 14 с возможностью фиксации относительно последней. Поворотная ось 13 с помощью шарнира 18 соединена с направляющей 19. В направляющей 19 установлен подпружиненный шток 20, который с помощью щарнира 21 связан с корпусом 22 опорных роликов 23. На корпусе 22 закреплена газорезательная головка 24. Нижний конец (не обозначен) штока 20 снабжен зубчатой рейкой 25, контактирующей с датчиком 26 линейных перемещений. Два опорных ролика 23 связаны
зубчатой парой 27 с датчиком 28 угловых перемещений. На поворотной оси 13 смонтирован фиксатор 29, входящий в контакт с щарниром 21. На выдвижной штанге 12 установлен фотоэлектрический приемник 30 с приводом 31 для отслеживания за прожектором 8, связанный фотоэлектрической следящей системой (не обозначена) с прожектором 8. Элементы фотоэлектрической следящей системы установлены на прожекторе 8 и фотоэлектрическом приемнике 30.
Тележка 4 имеет привод 32/горизонтального перемещения, привод 33 вертикального перемещения, установленный на опоре 1, а также привод 34 перемещения выдвижной щтанги 12. Элемент корпуса судна 6 со держит следующие кромки, подлежащие контуровке: стыковая 35, продольная горизонтальная 36, продольная наклонная 37
Устройство работает следующим образом.
Прожектор 8 наводят на визирную марку 1 Г так, что направление светового потока прожектора 8 перпендикулярно базовой плоскости ИЛ1Г линии оконтуровываемого элемента корпуса судна 6. Опору 1 подводят к оконтуровываемой стыковой кромке 35 до тех пор, пока фотоэлектрический приемник 30 не войдет в световой поток прожектора 8. После этого фотоэлектрическую следящук систему переводят в режим автоматического отслеживания,при котором происходит взаимосвязанное автоматическое перемещение прожектора 8 и приемника 30 в плоскости реза. Размер удаляемого припуска устанавливают путем перемещения выдвижной штанги 12. Перемещают тележку 4 до соприкосновления опорных роликов 23 с оконтуровываемой поверхностью (стыковая кромка 35), включают газорезательную головку 24 и производят оконтуровку.
При движении газорезательной головки 24 вдоль стыковой кромки 35 опорные ролики 23 удерживают газорезательную головку 24 по нормали к обрабатываемой поверхности и на постоянном расстоянии от нее. Два опорных ролика 23 через поворотную ось 13 и зубчатую пару 27 передают соответствующие сигналы на датчик 28 угловых перемещений, который воздействует на приводы 32 и 33 горизонтального и вертикального перемещения тележки 4. Если по какой-то причине опорные ролики 23 уменьшают или увеличивают усилие поджатия к оконтуровываемой поверхности, то через зубчатую рейку 25 сработает датчик 26 лиНейных перемещений, подавая корректирующие сигналы на приводы перемещения тележки 4, в результате чего происходит соответствующее изменение горизонтальной и вертикальной скорости перемещения тележки 4 и обеспечивается постоянное поджатие опорных роликов 23 к оконтуровываемой поверхности.
Приемник 30 при проведении оконтуровки стыковой кромки 35 элемента 6 удерживает газорезательную головку 24 в плоскости оконтуровки. При этом направление светового потока прожектора 8 постоянно перпендикулярно к зрачку приемника 30, что обеспечивает его максимальную чувствительность и, как следствие этого, повыщение точности реза.
Для оконтуровки продольной горизонтальной кромки 36 площадку 9 с прожектором 8 перемещают в вертикальном направлении по колонне 10 до установки светового потока прожектора 8 в горизонтальной плоскости. Приемник 30 совмещают со световым потоком прожектора 8. Направляющую 19 поворачивают на шарнире 18 и устанавливают в горизонтальное положение, при этом шарнир 21 выходит из контакта с фиксатором 29. Выдвижную штангу 12 перемещают с помощью привода 34 до соприкосновения с оконтуровываемой поверхностью (продольная горизонтальная кромка 36) опорных роликов 23, которые самоустанавливаются, поворачиваясь на щарнире 21 в зависимости от кривизны кромки 36. Таким образом газорезательная головка 24 устанавливается по нормали к обрабатываемой поверхности. Размер удаляемого припуска устанавливают путем перемещения газорезательной головки 24 и поворотной оси 13 в вертикальной плоскости с помощью механизма 14. Включают газорезательную головку 24 и производят оконтуровку. Удержание газорезательной головки 24 по нормали к обрабатываемой поверхности и на постоянном расстоянии от нее осуществляется аналогично оконтуровке стыковой кромки 35.
При проведении оконтуровки продольной кромки 36 приемник 30 удерживает газорезательную головку 24 в плоскости оконтуровки. Корректирующее перемещение головки 24 осуществляется с помощью механизма 14, связанного с приемником 30.
Для оконтуровки продольной кромки 37 прожектор 8 устанавливают под углом к горизонтальной плоскости, равном углу наклона кромки 37. Опорные ролики 23 совместно с газорезательной головкой 24, штоком 20 и направляющей 19 поворачивают на оси 13 относительно механизма 14 вертикального перемещени:я на угол, соответствующий углу наклона прожектора 8.Выдвижную щтангу 12 перемещают с помощью привода 34 до соприкосновения с оконтуровываемой поверхностью (продольная Наклонная кромка 37) опорных роликов 23, которые самоустанавливаются, поворачиваясь на щарнире 21, в зависимости от кривизны кромки 37. Размер удаляемого припуска устанавливают аналогично, как при оконтуровке продольной горизонтальной кромки 36. Приемник 30 поворачивают на угол, соответствующий углу наклона прожектора 8
и совмещают со световым потоком последнего. Включают газорезательную головку 24 и производят оконтуровку. Удержание .газорезательной головки 24 по нормали к обрабатываемой поверхности и на постоянном расстоянии от нее осуществляется аналогично, как при оконтуровке продольной горизонтальной кромки 36. При необходимости, после оконтуровки всех элементов корпуса судна 6 с одного торца,опору 1 переводят к второму торцу, и цикл работы повторяют.
Таким образом, предлагаемое устройство для оконтуровки стыкуемых элементов корпуса судна обеспечивает оконтуровку продольных кромок корпусных конструкций, смещенн лх относительно стыков наружной обшивки или расположенных под определен;
ным углом к основной (горизонтальной) плоскости за счет контакта опорных роликов в тpeбye foм положении с оконтуро ывйемой поверхностью, а также за счет обеспечения требуемого направления опорных роликов относительно оконтуровьшаемой поверхности.
Устройство для оконтуровки стыкуемых элементов корпуса- судна обеспечивает расщирение номенклатуры обрабатываемых изделий, а именно оконтуровку корпусных конструкций с продольными кромками, смещенными относительно стыков наружной обшивки или расположенных под углом к горизонтальной плоскости, что, в конечном счете, сокращает цикл постройки судна, повышает производительность труда, улучхиает условия труда.
Фиг.2.
27
У
35
Фиг. 5
76
±Ж
Т
5
Ф14гЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1978 |
|
SU740592A2 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1981 |
|
SU1002180A2 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1975 |
|
SU612844A1 |
| УСТРОЙСТВО ДЛЯ ОКОНТУРОВКИ СТЫКУЕМЫХ ЭЛЕМЕНТОВ | 1973 |
|
SU380520A1 |
| Стенд для контуровки корпусных конструкций | 1983 |
|
SU1100187A1 |
| Устройство для обрезки по контуру стыкуемых элементов корпуса судна | 1981 |
|
SU965874A1 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1980 |
|
SU990577A1 |
| Устройство для термической обрезки стыкуемых кромок листовых конструкций | 1982 |
|
SU1082572A1 |
| Способ установки блока корпусаСудНА HA СТАпЕлЕ (ЕгО ВАРиАНТы) | 1979 |
|
SU800015A1 |
| Способ установки блоков корпуса судна на стапеле | 1982 |
|
SU1043066A1 |
УСТРОЙСТВО ДЛЯ ОКОНТУРОВКИ СТЫКУЕМЫХ ЭЛЕМЕНТОВ КОРПУСА СУДНА по авт. св. № 612844, отличающееся тем, что, с целью расширения его функциональных возможностей, выдвижная штанга снабжена приводом ее вертикального перемещения относительно тележки, а газорезательные головки шарнирно связаны с выдвижной штангой с возможностью углового перемеш,ения во взаимно перпендикулярных вертикальных плоскостях, расположенных продольно и поперечно о.си выдвижной штанги. 36 37 4 05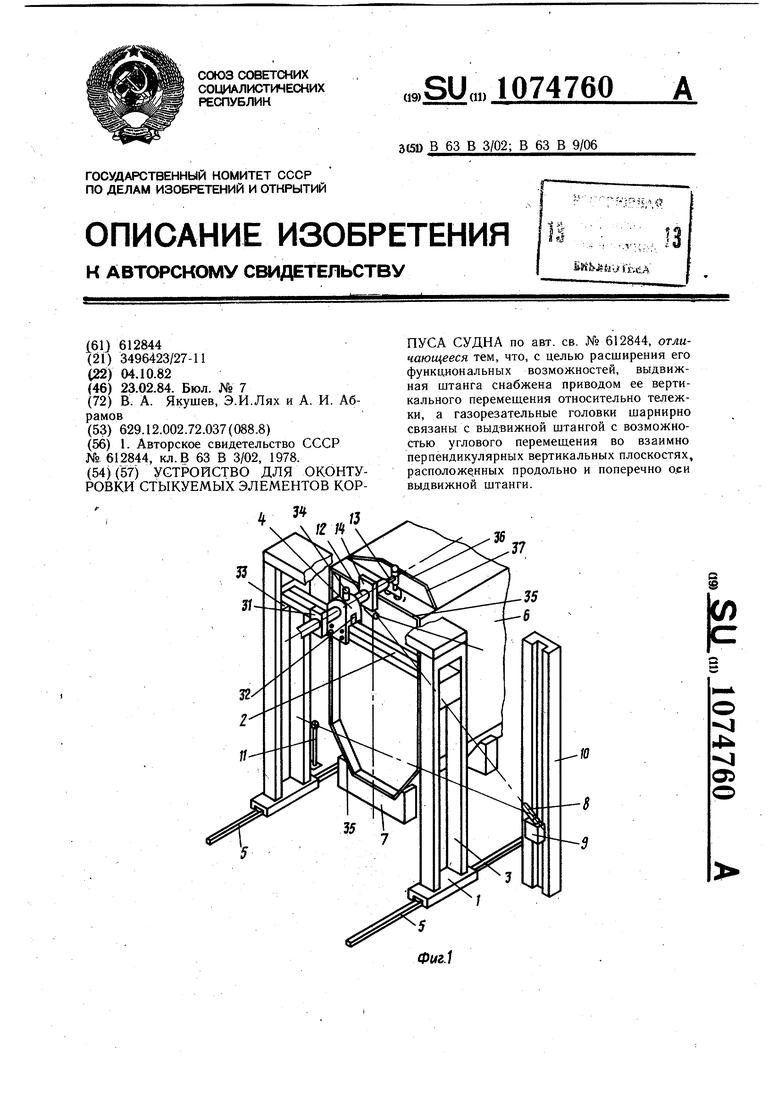
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № | |||
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1975 |
|
SU612844A1 |
