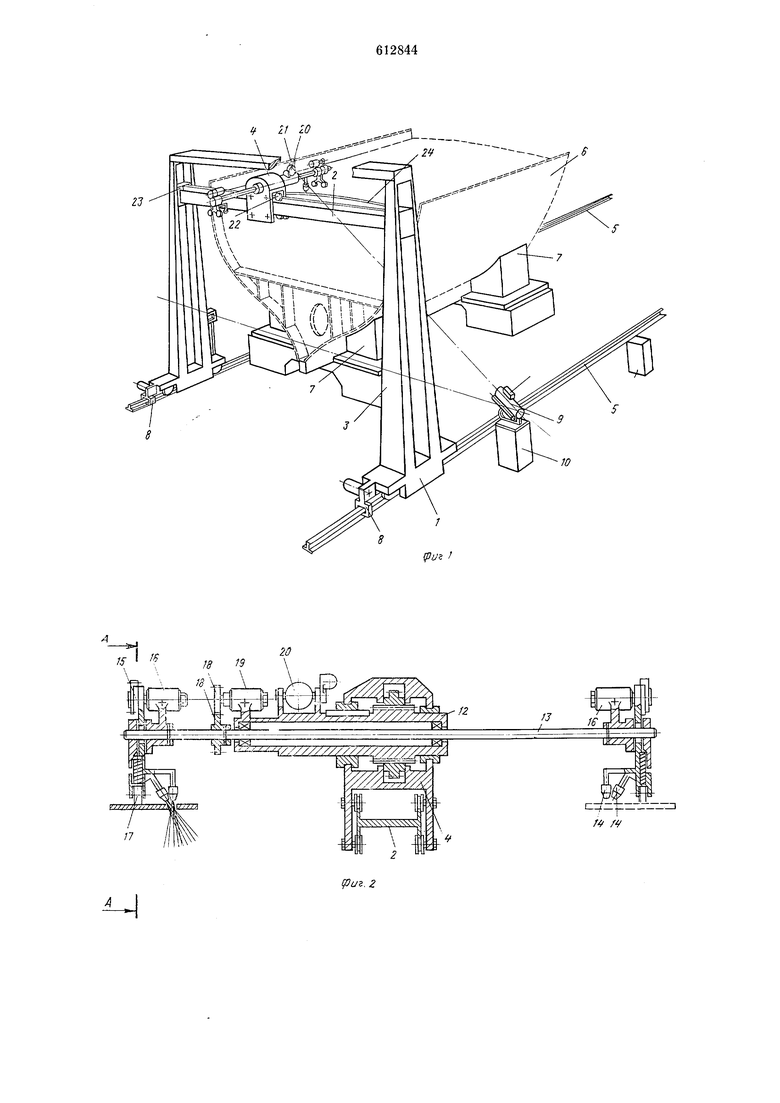
опорных ролика 17, установленные на оси 13, связаны зубчатой парой 18 с датчиком 19 угловых перемещений. На выдвижной штанге 12 установлен фотоэлектрический приемник
20с приводом для отслеживания за прожектором 9, связанный фотоэлектрической следящей системой 21 с прожектором 9. Элементы следящей системы 21 установлены на прожекторе 9 и фотоэлектрическом приемнике 20. 4 имеет нривод 22 горизонтального перемещения и привод 23 вертикального перемещения, установленные на опоре L
Устройство работает следующим образом.
Прожектор 9 наводят на визирную марку 11 так, что направление светового потока прожектора 9 перпендикулярно базовой плоскости или липии оконтуровываемого элемента корпуса судна 6. Опору 1 подводят к oKOirryровываемому торцу 24 элемента корпуса судпа, пока фотоэлектрический приемник 20 не войдет в световой поток прожектора 9. После этого фотоэлектрическую следящую систему
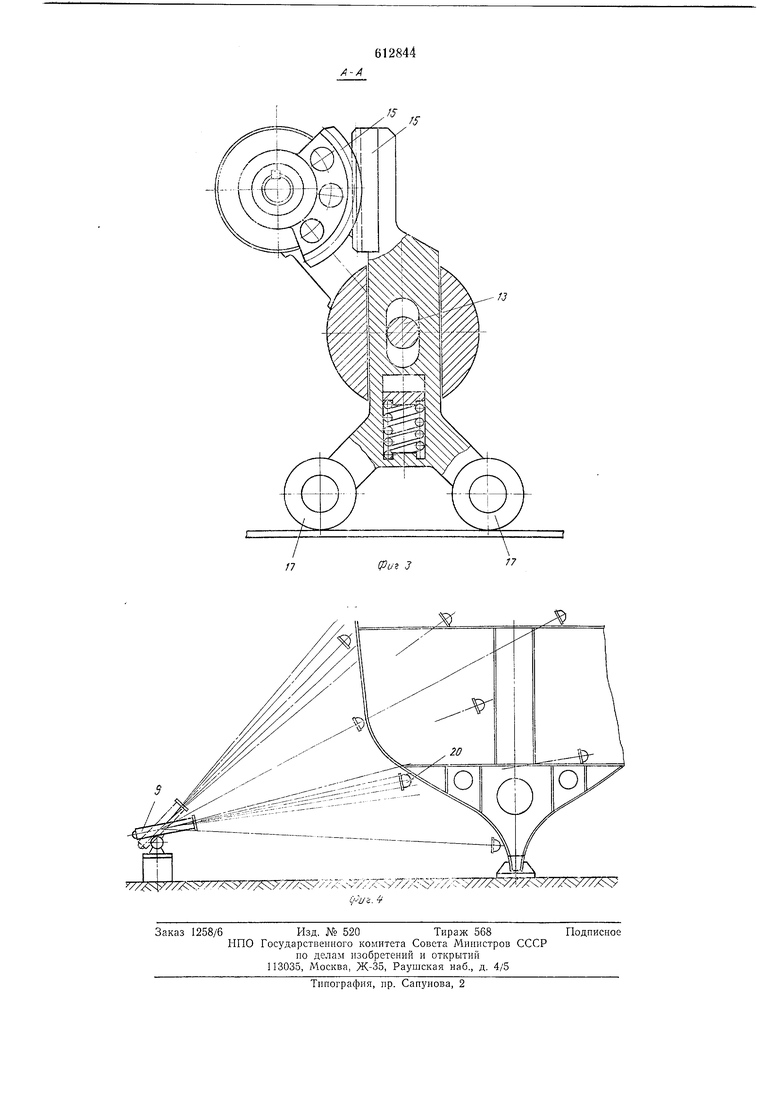
21переводят в автоматического отслеживания, при котором происходит взаимосвязанное автоматическое перемещение прожектора 9 и приемника 20 в плоскости реза (см. фиг. 4). Размер удаляемого припуска устанавливают путем перемещения газорезательных головок 14 вдоль оси 13. Перемещают тележку 4 до соприкосновения опорных роликов 17 с оконтуровываемой поверхностью, включают ГОЛОВИН 14 и пронзводят оконтуровку. При движении газорезательных головок 14 вдоль оконтуровываемой поверхности опорные ролики 17 удерживают газорезательные головки 14 но нормали к обрабатываемой поверхности и на постоянном расстоянии от нее. Два опорных ролика 17 через оси 13 и зубчатую пару 18 передают соответствующие сигналы на датчик 19 угловых перемещений, который воздействует на приводы 23 п 22 вертикального и горизонтального перемещения тележки 4. Если ио какой-то причине оиорные ролики 17 уменьшают или увеличивают усилие иоджатия к оконтуровываемой поверхности, то через зубчатую рейку 15 сработает датчик 16 линейных перемещений, подавая корректирующие сигналы на приводы перемещения тележки 4, в результате чего происходит соответствующее изменение горизонтальной и вертикальной скорости перемещения тележки 4 и обесиечивается постоянное поджатие опорных роликов 17 к оконтурозываемой поверхности. Приемник 20 нри нроведении оконтуровки элемента 6 удерживает газорезаTCvibHbie головки 14 в плоскости оконтуровки. При этом направление светового потока постоянно нерпендикулярио к зрачку приемника 20, что обеспечивает его максимальную чувствительность н, как следствие этого, повышение точности реза. После оконтуровки всех элемеитов корпуса судна б одного торца опору 1 переводят ко второму торцу, и цикл работы повторяют.
Применение данного устройства обеснечивает высокое качество реза, уменьшает объем пригоночных работ на стапеле, исключает доводочные рубочные операции и увеличивает пропускную способность стапеля, что влечет за собой увелнчение выпуска судов.
Формула изобретения
Устройство для оконтуровки стыкуемых элементов корпуса судпа, содержащее прибор,
задающий п.лоскость оконтуровки, состоящий из прожектора и фотоэлектрического нриемника, тележку с приводом, снабженную выдвил-сной штаигой, на которой установлены фотоэлектрический приемник и иодпружииенные газорезательиые головки, отличающееся тем, что, с целью обеспечепия работы устройства в двух плоскостях оконтуровки, устройство снабжено подвил ной несущей опорой, на которой установлена тележка и приводы вертикального и горизонтального неремещения телел ки, а газорезательные головки установлены на двух опорных роликах, при этом на телелске установлены фотоэлектрическая следящая система, датчики угловых
и линейных перемещепий газорезательных головок, связанные с приводами вертикального и горизонтального неремещения телелски и следящей системой, связанной с ирол ектором и фотоэлектрическим приемником, а напротив нрожектора установлена визнрная марка.
Источники информации, принятые во внимание при экспертизе 1. Патеит Франции N° 2159465. кл. В 63В 9/00, оиублик. 27.07.73.
2. Авторское свидетельство СССР Aio 380520, кл. В 63В 3/02, 23.08.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1982 |
|
SU1074760A2 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1978 |
|
SU740592A2 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1981 |
|
SU1002180A2 |
| УСТРОЙСТВО ДЛЯ ОКОНТУРОВКИ СТЫКУЕМЫХ ЭЛЕМЕНТОВ | 1973 |
|
SU380520A1 |
| Устройство для обрезки по контуру стыкуемых элементов корпуса судна | 1981 |
|
SU965874A1 |
| Способ установки блоков корпуса судна на стапеле | 1982 |
|
SU1043066A1 |
| Способ установки блока корпуса судна на стапеле | 1983 |
|
SU1127796A1 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1980 |
|
SU990577A1 |
| Стенд для контуровки корпусных конструкций | 1983 |
|
SU1100187A1 |
| Способ установки блока корпусаСудНА HA СТАпЕлЕ (ЕгО ВАРиАНТы) | 1979 |
|
SU800015A1 |