Полуавтомат ;тческая и. автоматическая сварка, хотя и является наиболее универсальным и производительным способом, требует нодведения к шву сравнительно большой тепловой энергии, что обусловливает сильную деформацию свар.иваемых деталей. Контактная стыковая электросварка оплавлением и шовно-контактная сварка листов внахлестку весьма производительны, но таким путем сваривают детали ограниченных размеров на сварочных агрегатах большой мощности (100-500 кет). Шовная сварка листов встык с применением фольги обеспечивает высокие механические свойства соединения и исключает деформации. Недостатком этого способа является необходимость применения специальной тонкой фольги и трудность установки ее во время сварки. Для устранения всех зтих недостатков .предлагается новый способ контактной ШОВНО-СТЫКОВОЙ электросварки тонких листов. Сущность описываемого способа сварки заключается в том, что кромки свариваемых листов, находящиеся в положении внахлестку, с помощью формирующих роликов переводятся в положение встык с зазором, а затем прокатываются между опорным и токоподводящими роликами, осуществляющими выпрямление кромок под током, проходящим через сваривае.мый стык. На чертеже изображена принципиальная схема осуществления контактной шовно-стыковой сварки по описываемому способу, а, б, в - последовательность изменения конфигурации листов в процессе сварки. Сварка листов по описываемому способу осуществляется следующим образом. Кромки свариваемых листов, устаповлеиные предварительно внаместку по упорам /, пропускаются между формирующими роликами 2. Формируясь последовательно по определенному профилю, кромки ли№ 107561- 2 -
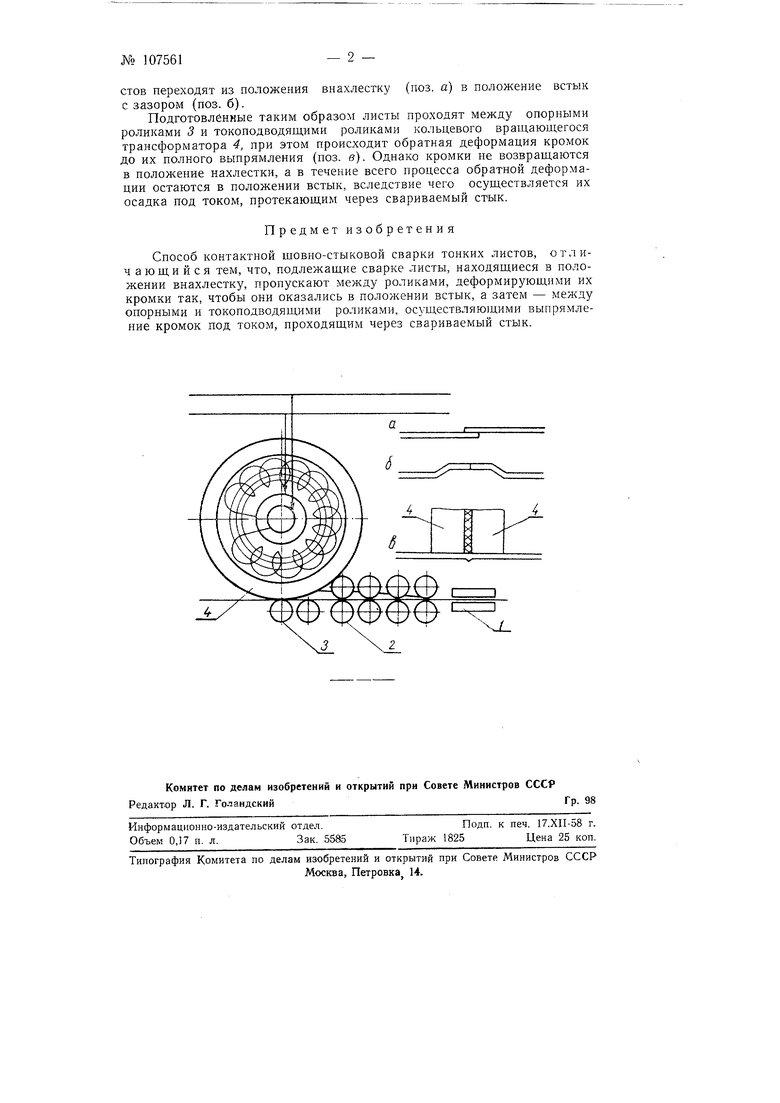
стов переходят из положения внахлестку (поз. а) в положение встык с зазором (поз. б).
Подготовленные таким образом листы проходят между опорными роликами 3 и токоподводящими роликами кольцевого вращающегося трансформатора 4, при этом происходит обратная деформация кромок до их полного выпрямления (поз. в). Однако кромки не возвращаются в положение нахлестки, а в течение всего процесса обратной деформации остаются в положении встык, вследствие чего осуществляется их осадка под током, протекающим через свариваемый стык.
Предмет изобретения
Способ контактной щовно-стыковой сварки тонких листов, отличающийся тем, что, подлежащие сварке листы, находящиеся в положении внахлестку, пропускают между роликами, деформирующими их кромки так, чтобы они оказались в положении встык, а затем - между опорными и то ко подводя щи ми роликами, осуществляющими выпрямление кромок под током, проходящим через свариваемый стык.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных конструк-ций | 1979 |
|
SU835678A1 |
| СПОСОБ КОНТАКТНОЙ ШОВНОЙ СВАРКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 1990 |
|
SU1792553A3 |
| Способ контактной сварки | 1947 |
|
SU77212A1 |
| СПОСОБ КОНТАКТНОЙ ШОВНО-СТЫКОВОЙ СВАРКИ | 1969 |
|
SU240890A1 |
| СПОСОБ РОЛИКОВОЙ ЭЛЕКТРОСВАРКИ ОБЕЧАЕК РЕЗЕРВУАРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2194599C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| Способ контактной сварки | 1986 |
|
SU1326410A2 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ дуговой сварки тонколистовых элементов | 1981 |
|
SU1004050A1 |
