Стайки для шлифования раклей печатных машии с подвижной и поворотной в вертикальной нлоскоетм шлифовальной головкой известны.
Особенность нредлагаемого станка состоит в том, что в для чистовой обработки кромок ракли применены абразивные брускн со скопаенными рабочими гранями, получающие возвратно-поступательные движения вдоль кромок ракли.
Такое выполнение етапка дает возможность совместить в нем как предварительную черновую, так и окончательную чистовую обработки раклей шлифованием.
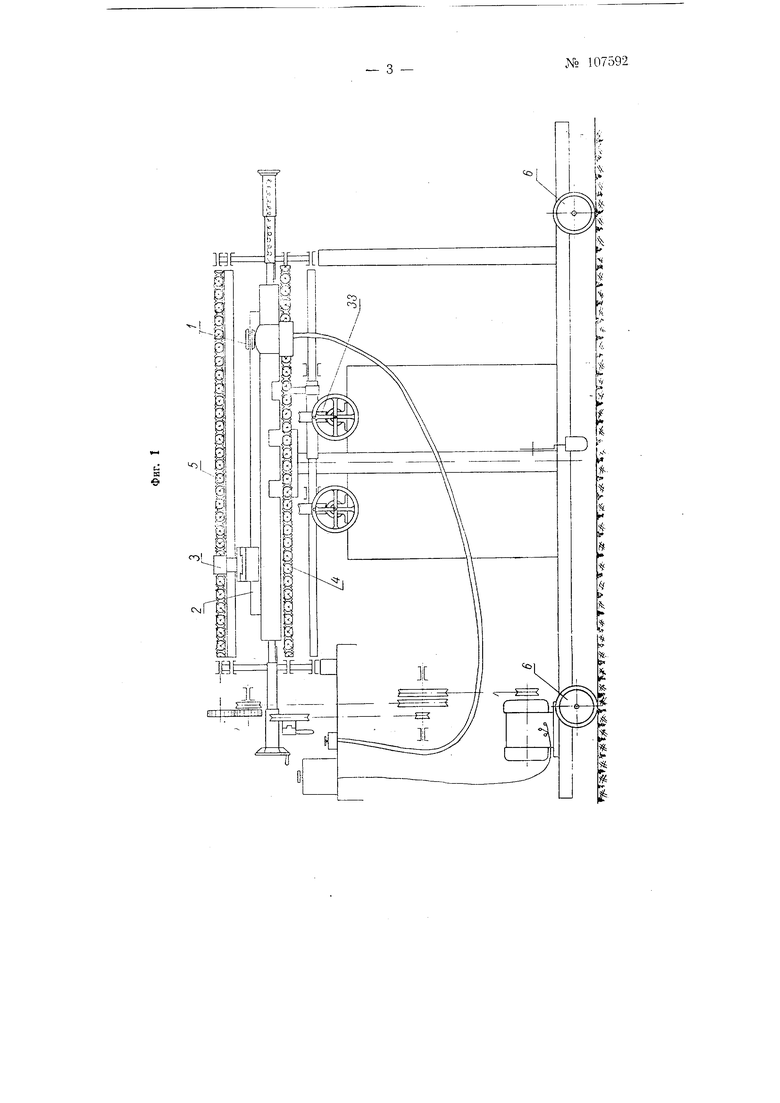
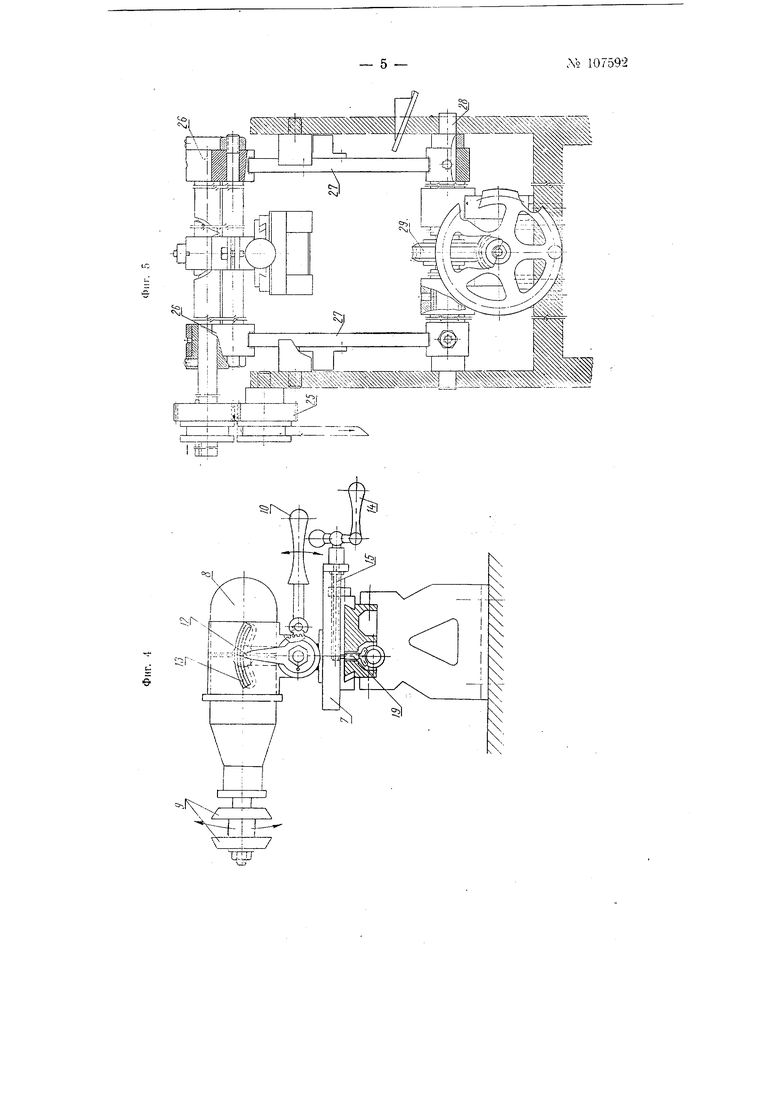
На фиг. 1 изображен обоими вид станка; на фиг. 2-шлифовальная головка в илане; на фиг. 3-то же, вид сбоку; на фиг. 4-то же, разрез по АА па фиг. 3; на фиг. 5- вид снереди, устройство для чистовой обработки кромок ракли; на фиг. 6-то же. вид с торца; на фиг. 7 схема механизма для установки ракли под уг.лом.
Станок имеет шлифовальную головку / для грубой обработки раклей 2 печатных мапшн и устройство 3 для чистовой обработки кромок ракли.
Шлифовальная головка / и устройство 3 получают возвратно-поступатсльпое движение параллельrio кромке ракли от двух ходовых винтов 4 н о, имеющих перекрещивающуюся ьарезку и приводимых во Bpanienne от двигателя, установленного iia нижней части станины станка, монтированной на четырех колесах 6.
Ш.пкрова.1ьная головка У устаHOB.iena на суппорте 7 н включает в себя электродвигатель 8, на валу которого насажены два шлифовальных диска 9. Электродвигатель 6 монтирован с возможностью поворота в вертикальной плоскости для установки ш.лифовальной головки под требуемым углом. Поворот осуществляется рукояткой 10 при ослаблении закрепляющего барашка //. Угол поворота указывается стрелкой 12 на шкале 3. Рукоятка М с пpoтнвoвeco i, винт /J и суннорт 7 служат для подачи шлифовальной головкн к кромке ракли.
Для приведения шлифовальной головки / в возвратно-поступательное движение ходовой винт 4 включают во вращение рычагом 16, который вводит в зацепление кулачковую муфту 77 с ведущим шкивом 18. Упорная пластинка 19, укрен.ленная в суппорте 7, скользит по нарезке ходового винта, обеспечивая возвратно-поступательное движенне.
Устройство 3 д.1я чистовой обработки кромок рак.чи енабжено двумя абразивными брусками 20, имеющими скошенные рабочие гранн, поочередно прижимаемые к кромке рак.ти с одной и другой ее стороны носредство винта 21 и гайки 22, укрепленной на подвижпом суппорте 23.
Устройство 3 совершает возвратно-поетунате,лыюе движенне в двух направляющих 24 от ходового винта 5, получающего вращение от ведуньей пгестерни 25, связанной передачей с общим приводом.
Д,1Я отводки устройства 3 от рак.ш после ее обработки оно выполнено откидным. Направляющие 24 нанфами входят в обоймы 26, прпкрен,г1енные к двум рычагам 27, концы которых неподвижно прикрен.лены к валу 28, несущему червячную шеетерню 29, сцепленную с червяком 30. При вращении вручную штурвала 31 движение через червячпую передачу сообщается валу 28, который, поворачиваясь вмеете е рычага.ми 27, отводит устройство 3 от ракли до упора 32.
Станок снабжен также механнзмо. 33 для установки ракли под требуемьп углом. Ракля устанавливается в вертикальном положении одной цапфой в ракледержателе 34, а другой-в ракледержателе 35. Установка рак.ти под требуемым д.чя обработки углом осуществляется маховичком 36 через червяк 37 и червячную щестерню 38.
Червячная щестерня 38 и цилиндрическая шестерня 39 укреплены на втулке 40, свободно сидящей на валу 41. Шестерня 39 сцеплена с шестерней 42, жестко связанной с ракледержателем 35. Таким образом поворот ракли осуществляется маховичком 36.
Предмет изобретения
I. Станок для шлифования раклей печатных мащин с использованием подвижной и поворотной в вертика.льной плоскости шлифова,-1ьпой головки, отличающийс я тем, что, с це.чью совмещепия в нем как предварительной обработки н:лнфова.-и,ной головкой, так и окончательной обработки, применено устройство для чистовой обработки кромок ракли, включающее абразивные бруски со скошенными гр а п я м и.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью осуществления возвратнопоступательных пере.мещений шлифовальной головки и абразивных брусков вдоль кромок ракли, применены два вращаемых от общего привода ходовых винта с перекрещивающейся нарезкой.
3.Форма выполнения станка по пп. 1-2, отличающаяся тем, что, с целью отвода уетройства для чистовой обработки от ракли, оно помещено на откидных рычагах.
4.В станке по пп. 1-3 применение па шлифовальной головке двух шлифовальных дисков
й
Bi
N° 107592
/7
4 Фиг. 2




.г
2
l
