Переносные стяпкн для ш;111фовапия рамовых гиеек коленчатого вала, в которых нрименены устанавливаемые на базовые поверхностн фундаментной рамы стойки, несунлие направляюн;не для суинорта с приводной Н1лифовальион |-оловкой, известны.
От.чнчнте.тьной особенностью предла1аем01о нереиосного етанка того же тина яв.тяется нрименение в HJJIHфова.-|Ы1ОЙ головке станка двух насаженных на обн1,ую ось абразивных камней, между которыми расположен их нривод. Такое выполнение станка обеспечивает одновременную обработку цнлиидрической части п:ейки 11 ее галтелей без дополнительных переналадок станка.
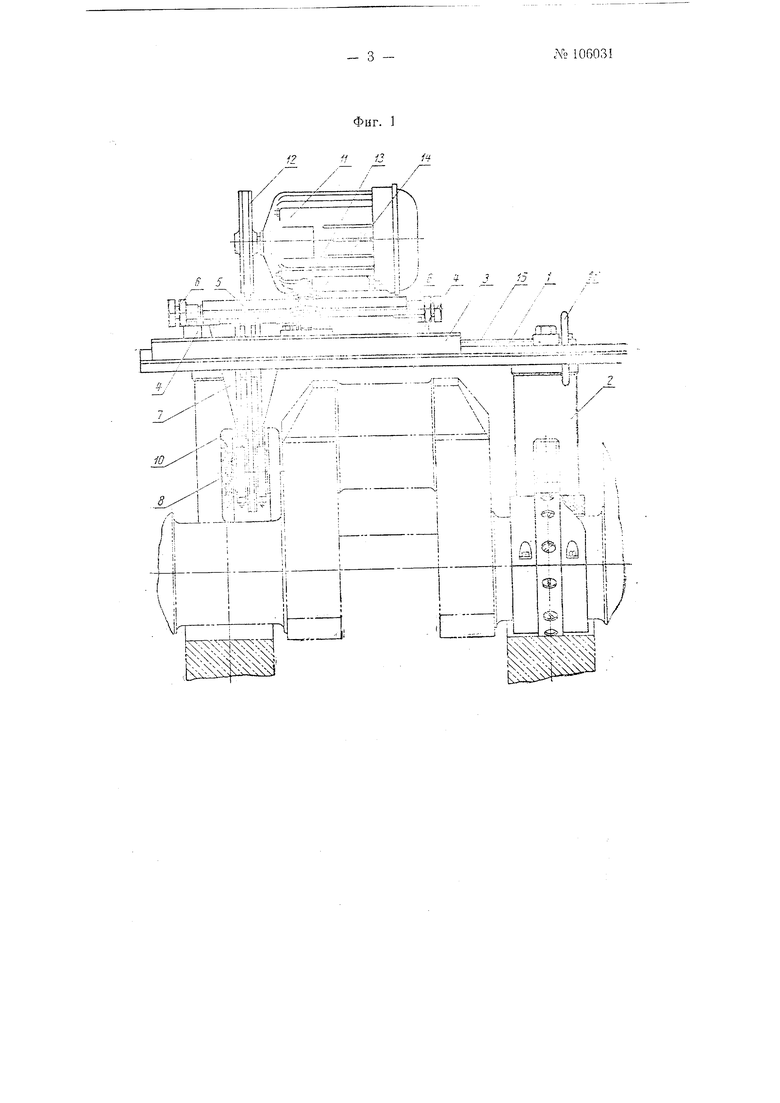
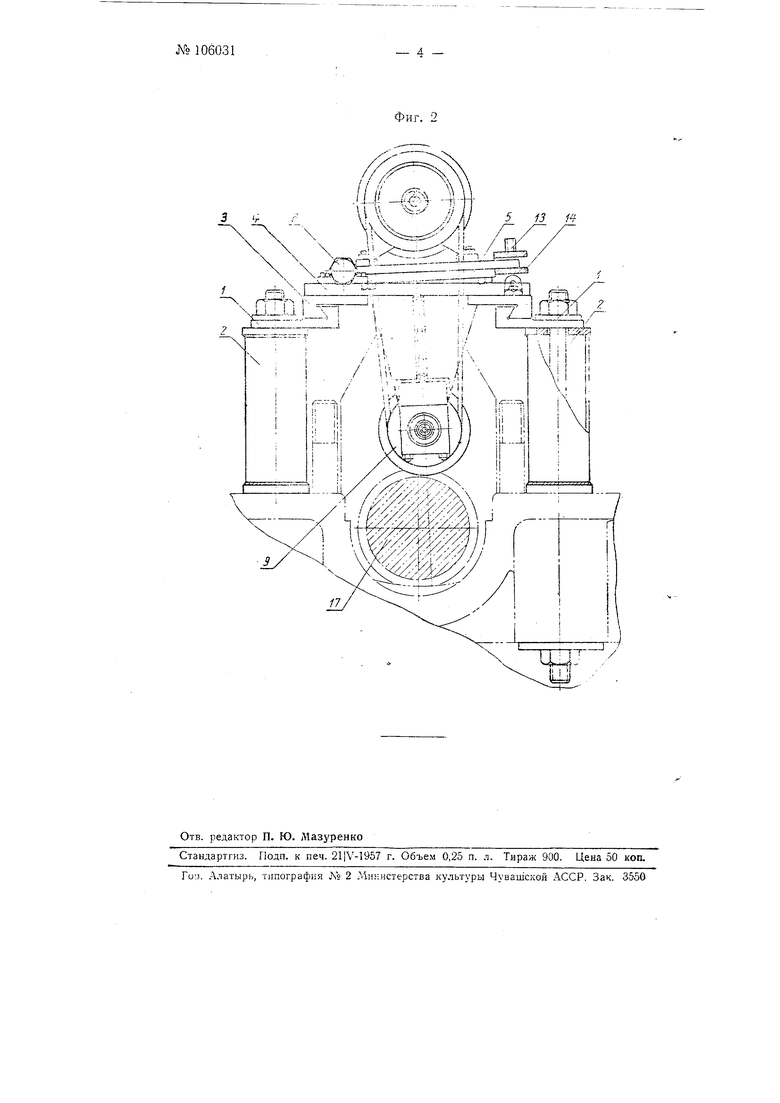
Предлагаемый переносный стаиок показан на фиг. 1-спереди; на фиг. 2-сбоку.
Направляюнше / помеп;ены на етойках 2, устанавливаемых на верхних базовых поверхностях фундаментной рамы.
По нанравляюпшм 1 может перемещаться суппорт 3, несущий две траверсы 4, на которых монтируется плита 5, поворотная на центрах 6.
С плитой 5 скреплеи кронштейн 7, несущий в подшипниках валик 8,
на концах которого насажены два абразивных камня 10. Между камнямн расположен нрнводящин нх во вращение шкив 9, связанный ремениой передачей с сндящпм на осп электромотора // HIKHBOM 12.
При работе шлифовального станка вертнкальная нодача абразнвных камней осуплеетвляется поворотом плиты ,7 вокруг оси центров б при помощи регулировочного виита 13 со стонорнымн гайками 14; горизонтальная подача абразнвных камней осуществляется при номонщ ходового винта 15 с маховиком 16. При шлифованни рамовых шеек вращение коленчатого вала 17 осуществляется электромотором через червячный редуктор (на чертеже не ноказаны).
Паличие в шлифовальной головке насаженных на общую ось абразивных камней, между которыми расположен нх привод, обеспечивает более быструю и точную, без дополнительных переналадок станка, одновременную обработку цилиндрической части шейки и ее галтелей.
Для перевода шлифовальной головки на обработку последующих рамовых шеек станок снабжен несколькими комплектами базовых стоск н приставных направляющих для суппорта шлифовальпой головки. Этим устраняется непроизводительная затрата времени на выверк) станка для обработки каждой шейки.
Шлифовальная 1оловка станка может быть зстановлеиа на суппорте токарного станка. Поэтому станок молчст Н1лифовать ;е только нтейки вала, иаходяп1,егося в раме двигателя, но и может быть применен для 1ллифования рамовых гнеек на токарном станке в цеховых условиях.
Предмет из обретение
1. Переносный станок для шлифования рамовых шеек коленчатого вала с применением устанавливаемых на базовые поверхности фундаментной рамы стоек, несуш,их направляющие для суппорта с приводной шлифовальной головкой, отличающ и и с я тем, что, с целью осуществления обработки цилиндрической части тнейки и ее галтелей одновременно, без дополнительных нерегталадок станка, в шлифовальной головке станка нримеиены два насаженных на общую ось абразивных ка.мня, между которыми расно.пожеи их нривод.
2.Перенос Н:.1Й станок для тнлифования по п. 1, от л и ч а ю щ и и с я тем, что для перевода шлифовальной головки ita обработку последующих рамовых HjeeK, с це.чью исключения непроизводительной затраты времени на выверку станка д.чя каждой обрабатываемой нгейки, он снабжен несколькими комплектами базовых стоек и приставных направляющих для суппорта шлифовальной головки.
3.Применеиие шлифовальной головки переносного станка по пп. 1-2 для И1лифования рамовых шеек ца TOKapifo.M станке.
/
Ь-.
:f
Ijli .-ii li
li H ,%::;,-..i
.- - ---- : --г:--: -- i4
b ;
J Q Ui

r----- I
j-f
( i
tli:
.ЩЖ
I
3 :
Фиг. 2
