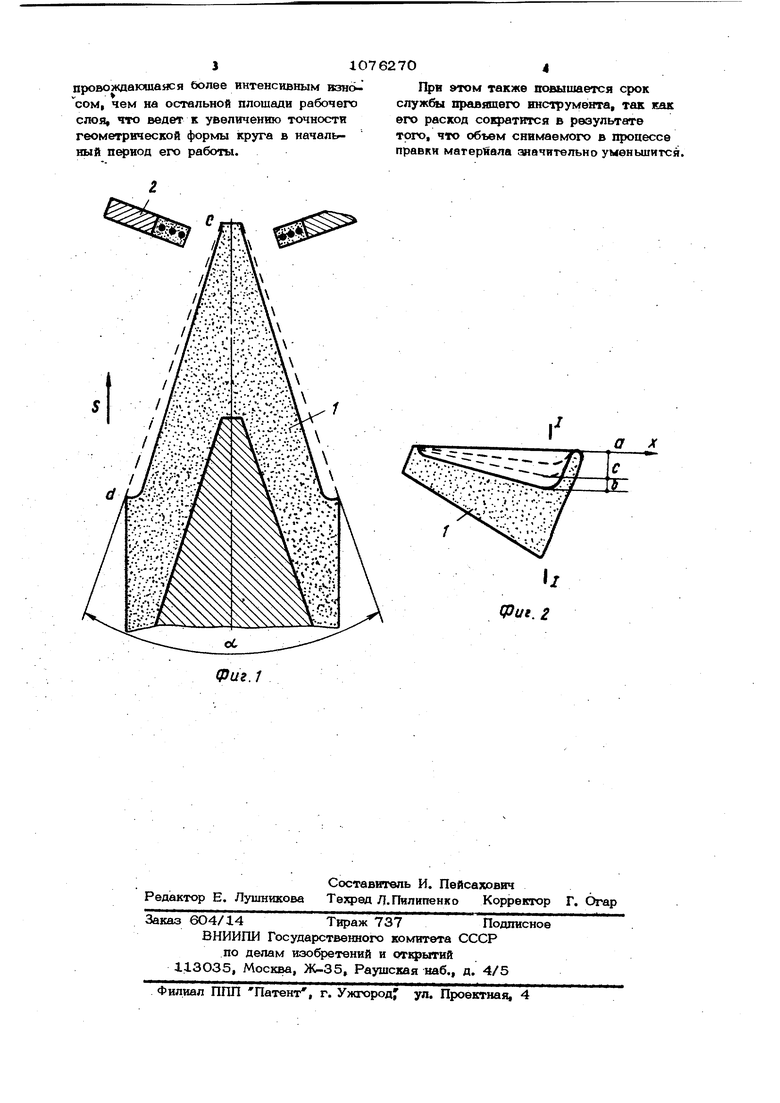
Изобретение относится к MauiMHOcipt ению и касается, в частности, правки шлифовальных кругов с двухсторонним коническим профилем при «убошлифовании. Известен способ правки шлифовальных кругов с двухсторонним коническим профилем в процессе зубошлифовки, при котором определяют максимально допустимую высоту износа профиля шлифовальноге круга и сообщают последнему вр&щение и подачу в радиальном напра&ленни, а правящему инструменту - возвратно-поступательное перемещение вдоль конического профиля -C lИзвестный способ имеет недостаток, заключающийся в том, что шлифовальный круг подают в радиальном направлении до тех пор, пока прав5пций инструмент не снимает с его конической поверхности слой, равный высоте износа в сечении с максимальным его значением, В результате значительно снижается срок службы как шлифовального круга, так и правящег инструмента, что не дает возможности в полной мере использовать рабочий слой круга. Особенно ощутим непроизводитель ный расход при использовании кругов из сверхтвердых материалов. Цель изофетения - повышение стойко сти шлифовального круга и правящего инструмента. Поставленная цель достигается тем, что согласно способу правки шлифовальных кругов с двухсторонним коническим профилем в процессе зубошлифования при котором определявот максимально до пустимую высоту износа профиля шлифовального круга и сообщают последнему вращение и подачу в радиальном направле НИИ,а правящему инсгрументу-возвратно поступательное перемещение вдоль конического профиля, измеряют высоту износа шлифовального круга cja время приработки в сечении с максимально изношенным слоем, а подачу шлифовальног круга выполняют на величину, определяе мую по зависимсх;ти аЬ-ас . , 5 ;.J где 5 - подача в радиальном направа b - максимально допустимая вььсота износа шлифовального круга QT: - высота износа шлифовального круга за время пр1фаботки в сечении с максимально изно шенным слоем; ot - угол профиля шлифовального круга. На фиг, 1 показана схема способа правки шлифовальных кругов; на фиг. 2 закономерность износа шлифовальных кругов с двухсторонним KOHjmecKHM профилем при зубошлифовании. Шлифовальный круг 1 имеет двухсторонний конический профиль d е с углом профиля об. Для правки используются правяшие инструменты 2, При шлифовании происходит неравномерный по высоте износ рабочего слоя инструмента, характер которого показан на фиг. 2, Это вызвано тем, что при шлифовании .эвольвентных участков профилей зубьев объем металла, снимаемый за один раз с инструмента, растет с увеличением радиуса кривизны тываемой поверхности. Износ шлифовального круга в период между правками характеризуется двумя этапами: первый этап - приработка, когда происходит интенсивный износ рабочего слоя круга за незначительное время его работы; приработка заканчивается, и наступает второй этап, на котором износ круга значительно уменьшается. При этом имеется сечение с максимально изношенным слоем , в кото-, ром вьи.ота износа шлифовального круга . за время приработки равна (Ус, В этом же сечонии износ Достигает велттиныоЬ - максимально допустимой высоты износа профиля шлифовального крута, : Способ правки шлифовальных кругов осуществляют следующим образом, В процессе шлифования измеряют высоту износа шлифовального круга за время приработки в сечении с максимально изношенным слоем и фиксируют максимально допустимую вь1соту износа профиля шлифовального круга. Правящему инструменту сообщают возвратно-поступательное перемещение вдоль конического профиля, а шлифовальному кругу - вращение и подачу В радиальном направлении на величину с аЬ-ас о -;;- « АпЫ/- в результате применения способа часть профиля шлифовального круга, которая не подвергается правке, будет работать, минуя первый этап - приработку, что дает возможность продлить срок службы шлифовального круга. На участке, где была проведена правка, в процессе шлифования происходит приработка, сопровождаюшаяся более интенсивным взно соМ| чем на остальной площади рабочего слоя, что ведет к увеличению точности геометрической формы круга в начальный период его работы. 10 704 При том также повышается срок службы npaBisnero инструмента, так как его расход сократится в результате того, что объем снимаемого в процессе правки материала значительно уменьшится.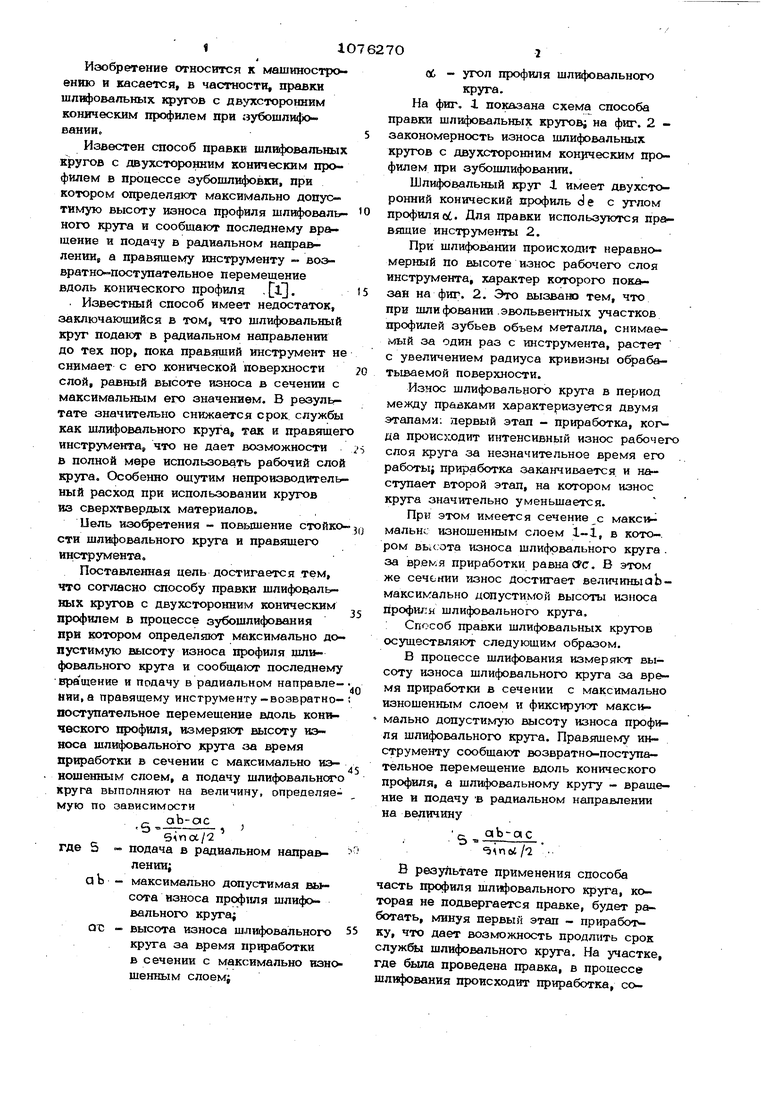
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ ШЛИФОВАНИЯ С ПЕРИОДИЧЕСКОЙ ПРАВКОЙ КРУГА | 2010 |
|
RU2424103C1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| ПРАВЯЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2208510C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2022 |
|
RU2781807C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ безцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1980 |
|
SU905002A2 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
СПОСОБ ПРАВКИ ШЛИФаВАЛЬНЫХ КРУГОВ с двузосторонним коническим профилем в процессе зубошли вания, котором определяют д6пустимую высоту износа профиля шлифовального круга в сечении с максимально изношенным слоем и сообщают последнему вращение и подачу в радиальном направленнвв, а 1фавюцвму инструменту воввратно-поступательное перемещение вдоль конического профиля, отличающийся тем, что, с целью повышения стойкости шлифовального круга и прав$ щего инструмента, определяют период приработки круга, измеряют износ шлифовального круга за указанный период в сечении, с максимально изношенным слоем, а подачу 1фуга производят на величину, определяемую по зависимости pb-qc , Sinoi/2 где 5 - подача в радиальном направлении; оЪ - максимально допустимая высота износа профиля шлифовального круга; QC - высота износа шлифовального С/) круга за время приработки в сечении с максимально изношенным слоем; Об « угол профиля шлифовального 1фуга.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Береаин Б | |||
| Н, Зубошли|)овальные работы | |||
| М., Высшая школа, 1972, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
