Изобретение относится к машиностроению и может быть использовано при шлифо- вании закаленных сталей и труднообрабатываемых материалов.
Известен способ правки шлифовального круга правящим инструментом с рабочей поверхностью в виде выступов с регулярным окружным шагом для нанесения на рабочую поверхность круга регулярного микрорельефа 1.
Известен способ профилирования алмазного круга путем нагрева до температуры плавления легкоплавкой фазы алмазоносного слоя лучом лазера, который направляют под углом к линии, соединяющей центры вращения круга и ролика, определяемым по математической зависимости 2.
Известен способ правки шлифовального круга при его вращении с рабочей скоростью лучом лазера, направленным по касательной к поверхности круга для удаления отходов шлифования в межзерновом пространстве, и нагревом связки и зерен с последующим удалением дефектного слоя правящим инструментом 3. Недостатком этого способа правки является невозможность получения целенаправленного регулярного рельефа на рабочей поверхности абразивного круга, так как луч лазера воздействует на глубину, соизмеримую с размером зерна. Это не позволяет создавать
W
XI
О
ел
регулярный рельеф рабочей поверхности, обеспечивающий постоянную прерывистость шлифования по мере износа круга, При воздействии лучом лазера по касательной к поверхности круга возникают трудности с фокусировкой луча, а также увеличивается время правки, гак как происходит рассеяние энергии и снижение эффективности воздеиствия лу1а лазера. Нагрев абразивных зерен до температуры 700°С приводит к увеличению износа алмазного правящего инструмента,
Цель изобретения - повышение качества профилирования. Получение регулярного рельефа рабочей поверхности круга позво- ляетувеличить режущую способность круга, обеспечить его прерывистость, уменьшить температуру в зоне контакта круга с деталью при шлифовании и тем самым снизить прижоги и микротрещины, получить поверхность высокого качества.
Сущность изобретения заключается в том, что после образования лазером углубления на величину изнашиваемого слоя кругу сообщают перемещение по конусу, ось которого совпадает с осью луча лазера, а вершина лежит на оси круга, с углом при вершине, выбранным из условия постоянства отношения суммарной длины абразивных и безабразивных участков на его поверхности, а поворот круга вокруг оси осуществляют периодически на заданный угол.
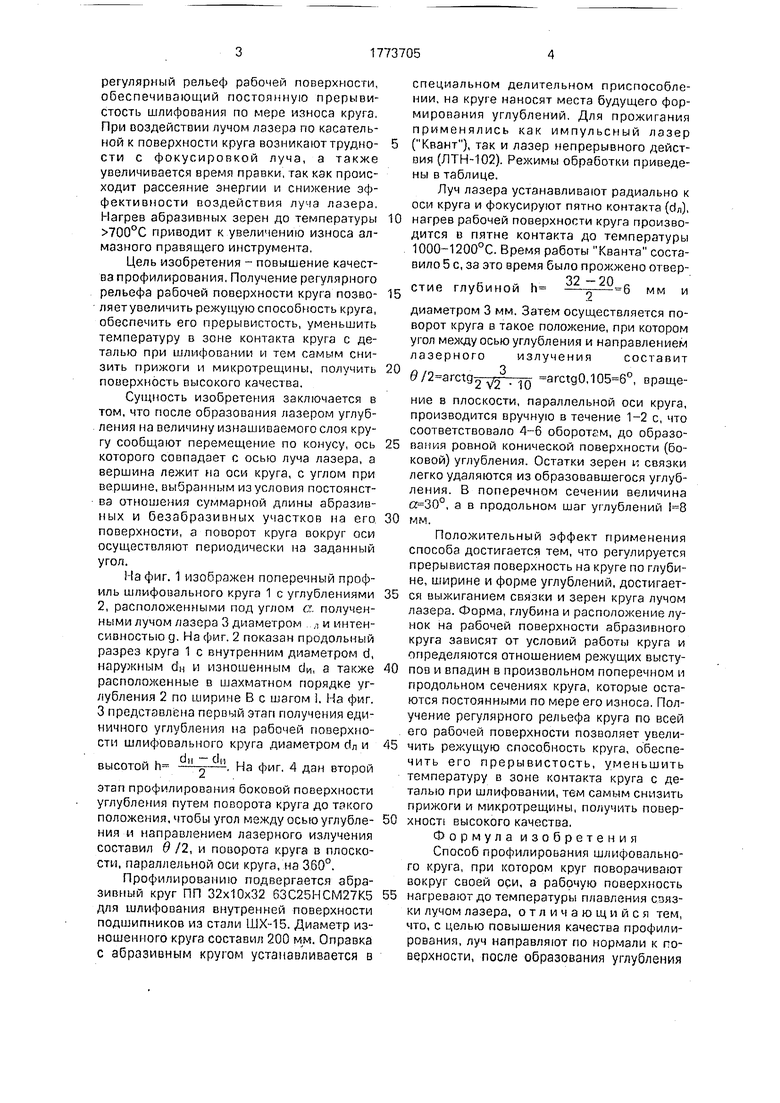
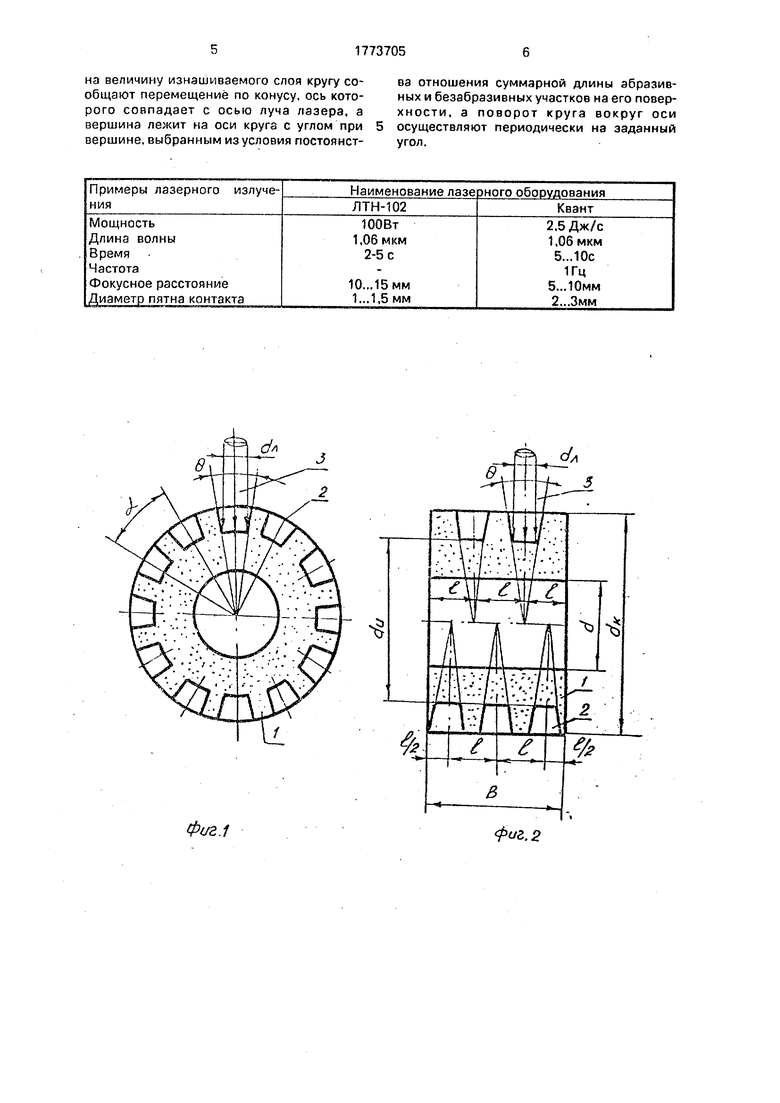
Па фиг. 1 изображен поперечный профиль шлифовального круга 1 с углублениями 2, расположенными под углом с полученными лучом лазера 3 диаметром т и интенсивностью д. На фиг. 2 показан продольный разрез круга 1 с внутренним диаметром d, наружным бц и изношенным dM, а также расположенные в шахматном порядке углубления 2 по ширине В с шагом I. На фиг. 3 представлена первый этап получения единичного углубления на рабочей поверхности шлифовального круга диаметром сЬ и
высотой h
dn di
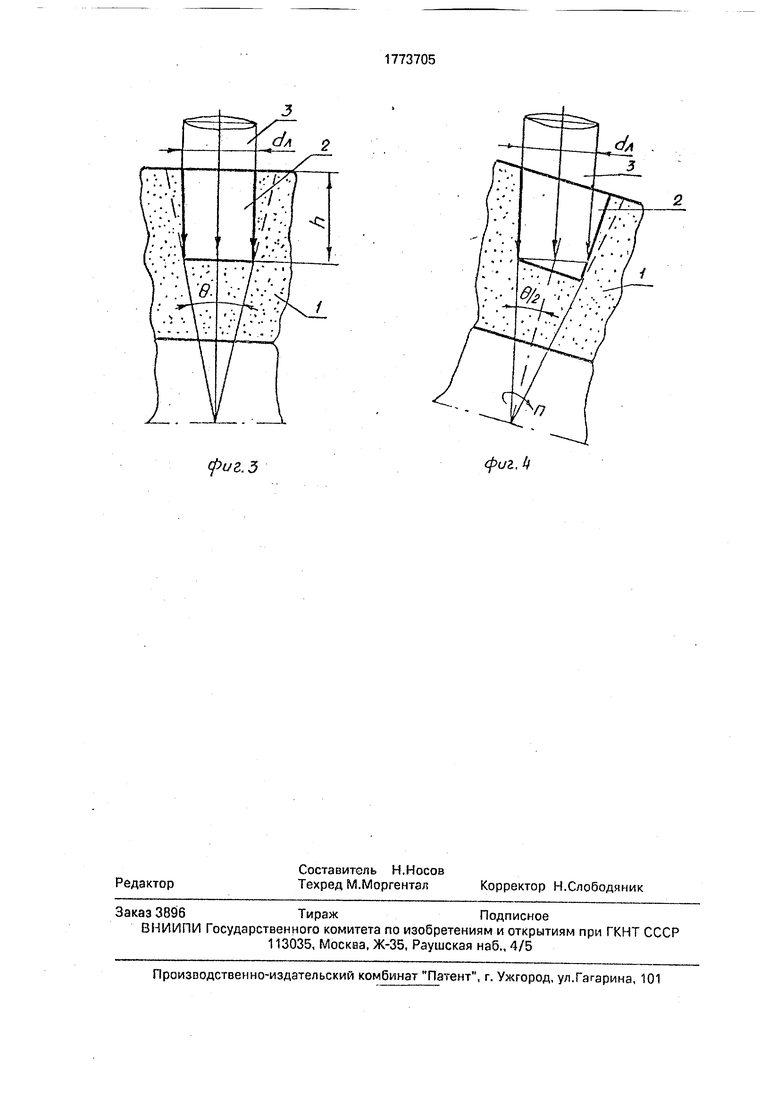
, На фиг. 4 дан второй
этап профилирования боковой поверхности углубления путем поворота круга до тэкого положения, чтобы угол между осью углубления и направлением лазерного излучения составил в /2, и поворота круга в плоскости, параллельной оси круга, на 360°.
Профилированию подвергается абразивный круг ПП 32x10x32 63С25НСМ27К5 для шлифования внутренней поверхности подшипников из стали ШХ-15. Диаметр изношенного круга составил 200 мм. Оправка с абразивным круг ом устанавливается в
специальном делительном приспособлении, на Kpyie наносят места будущего формирования углублений. Для прожигания применялись как импульсный лазер
(Квант), так и лазер непрерывного действия (ЛТН-102). Режимы обработки приведены в таблице.
Луч лазера устанавливают радиально к оси круга и фокусируют пятно контакта (бп),
нагрев рабочей поверхности круга производится в пятне контакта до температуры 1000-1200°С. Время работы Кванта составило 5 с, за эго время было прожжено отвер32 - 20 стие глубиной h --у-- 6 мм и
диаметром 3 мм. Затем осуществляется поворот круга в такое положение, при котором угол между осью углубления и направлением лазерного излучения составит
3
0/2 arctg2 -. 1Q arctgO, , вращение в плоскости, параллельной оси круга, производится вручную в течение 1-2 с, что соответствовало 4-6 оборотам, до образования ровной конической поверхности (боковой) углубления. Остатки зерен и связки легко удаляются из образовавшегося углубления. В поперечном сечении величина оКЗО°, а в продольном шаг углублений
мм.
Положительный эффект применения способа достигается тем, что регулируется прерывистая поверхность на круге по глубине, ширине и форме углублений, достигается выжиганием связки и зерен круга лучом лазера. Форма, глубина и расположение лунок на рабочей поверхности абразивного круга зависят от условий работы круга и определяются отношением режущих выступов и впадин в произвольном поперечном и продольном сечениях круга, которые остаются постоянными по мере его износа. Получение регулярного рельефа круга по всей его рабочей поверхности позволяет увеличить режущую способность круга, обеспечить его прерывистость, уменьшить температуру в зоне контакта круга с деталью при шлифовании, тем самым снизить прижоги и микротрещины, получить поверхност высокого качества.
Формула изобретения Способ профилирования шлифовального круга, при котором круг поворачивают вокруг своей оси, а рабочую поверхность
нагревают до температуры плавления сзяз- ки лучом лазера, отличающийся тем, что, с целью повышения качества профилирования, луч направляют по нормали к поверхности, после образования углубления
на величину изнашиваемого слоя кругу со- оба;ают перемещение по конусу, ось которого совпадает с осью луча лазера, а вершина лежит на оси круга с углом при вершине, выбранным из условия постоянства отношения суммарной длины абразивных и безабразивных участков на его поверхности, а поворот круга вокруг оси осуществляют периодически на заданный угол.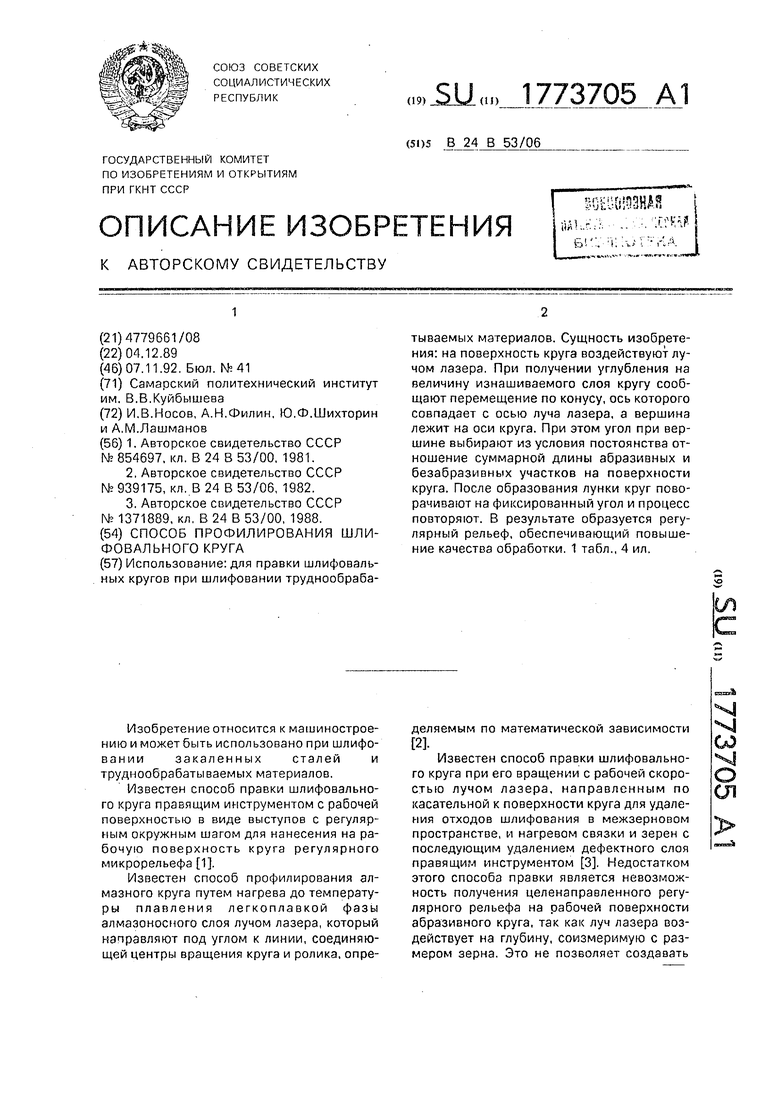
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| Способ правки шлифовального круга | 1986 |
|
SU1371889A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| Способ шлифования | 1985 |
|
SU1283052A1 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2007 |
|
RU2370356C2 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
Использование: для правки шлифовальных кругов при шлифовании труднообрабатываемых материалов. Сущность изобретения: на поверхность круга воздействуют лучом лазера. При получении углубления на величину изнашиваемого слоя кругу сообщают перемещение по конусу, ось которого совпадает с осью луча лазера, а вершина лежит на оси круга. При этом угол при вершине выбирают из условия постоянства отношение суммарной длины абразивных и безабразивных участков на поверхности круга. После образования лунки круг поворачивают на фиксированный угол и процесс повторяют. В результате образуется регулярный рельеф, обеспечивающий повышение качества обработки. 1 табл., 4 ил.
Фиг.1
С/И
фиг. 2
Z.
фиг.з
pul. Ц
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ правки шлифовального круга | 1979 |
|
SU854697A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
