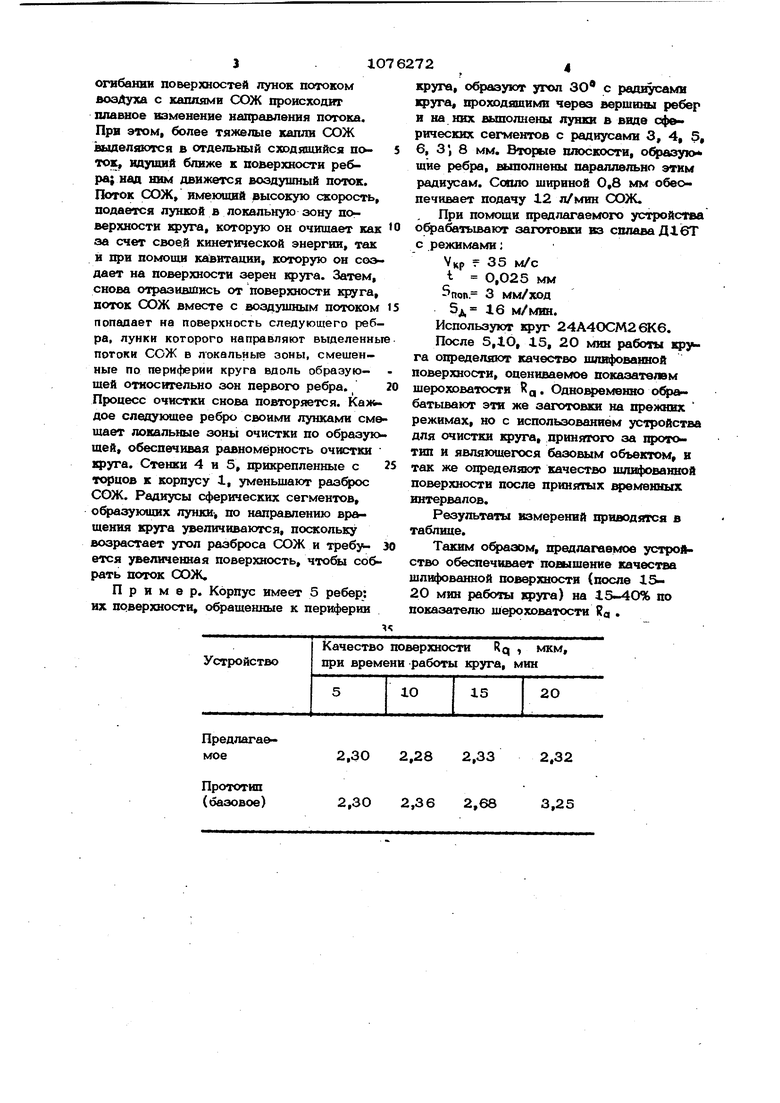
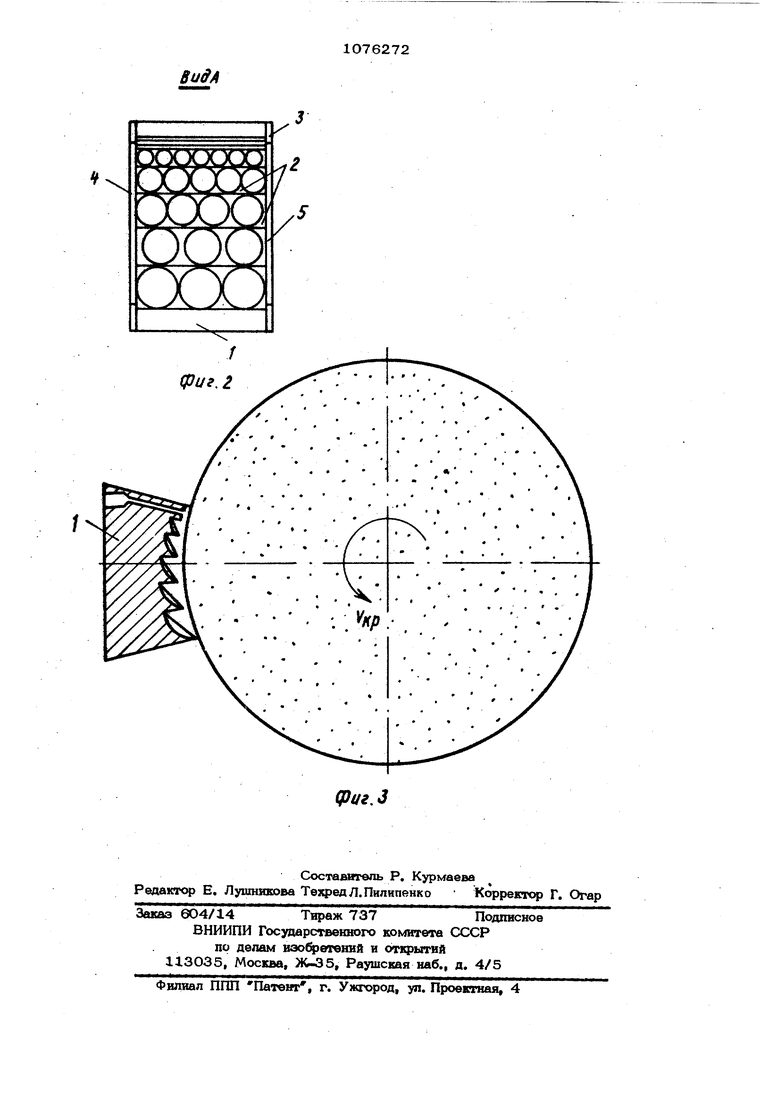
Изобретение относится к шлифованию, а точнее - к области подачи СОЖ при шпвфованни. Известно устройство для подвода см& зочно-охлаждающей жидкости (СОЖ) к шлифовальному кругу, вьшолненное в виде П-образного корпуса, на дне котсрого имеются поперечные ребра ij. Осноксым недостатком устройства является низкое качество шлифовальной поверхности при обработке вязких материалов недостаточной очистки поверхности круга, что является следствием того, что при отражении СОЖ от плоских-поверхностей ребер корпуса она дробится и в смеси с воздухом подводится к поверхности круга по всей его образующей. Смыв металла происходит лишь за счет кинетической к&пель, и только в пределах 2-3 ребер, поскольку после 2-3-1фатного- отраж&ния дисперсность СОЖ возрастает настолько, что мелкие кашш СОЖ унося ся воздушными потоками, не достигая круга, а явление кавитации незначительнОр так как на поверхности круга нет сплошного потока СОЖ, даже в локаль ных зонах. Цель изобретения - повышение качества обработки. Поставленная цель достигается тем, что в устройстве для подвода смазочноохлаждающей жидкости к шлифовальному 1Фугур выполненном в виде П-образнрго корпуса, на дне которого имеются поа&речные ребра, шщ)Ш1а ребер от входа к выходу является переме шой и выбрана из соотношения 1:3 - 5, при этом на рабочих поверхностях вьшолнены в виде сферических сегментов лунки, соответ ствуюшие ширине ребер. При отражении смеси воздуха с капельной СОЖ от поверхности ребер, имеющей лунки в виде сферических cei ментов, происходит разделение и кондеш рация воздушных потоков и потохюв СОЖ причем сход5шшеся потоки СОЖ подают, ся в локальные зоны по| рхности хфуга Поскольку зерна круга имеют высокую сксфость и развитую поверхность, то пр взаимодействии с потокок СОЖ происхо шгг нарушение сплош ос -и потока - на поверхности зерен возникает кавитация, которая очищает эти зерна от налипшег металла. Последовательным расположинвём локальных зон по офазующей круг достигается равномерность очистки кру га. Кроме того, поток ООЖ очишает поверхность круга за счет своей кинетической энергии значительно лучше, чем капельная СОЖ, которая сбрасывается воздушными потоками. Увеличение радиуса сегментов и, следовательно, ширинь поверхности, обрашенной к периферии крута, по ходу вращения его, является следствием того, что при последовательном отражении СОЖ от круга к ребрам и обратно растет угол разброса СОЖ при отражении от круга: при первом отражении он составляет 10-15°, при -4-5 последовательных отражениях угол составляет ЗО-45, Следовательно, росту угла разфоса в 3-5 раз соответствует и увеличение радиусов сегментов лунок, способных собрать поток СОЖ при таких углах раэброса, тоже в 3-5 раз. При необходимости возможно усиление очистки круга на отдельных участках образующей путем концентрации лунок на поверхностях, обращенных к периферии круга. На фиг. 1 иэофажено устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. Ij на фиг. 3 - устройство-в рабочем положении. Устройство состоит из корпуса 1 с ребрами 2, направленными к периферии круга и каждое из которых образовано двумя плоскостями; на плоскости, офащенной к периферии круга, .выполнены лунки в виде сферических сегментов, ширина которых равна ширине этой поверхности. Размеры ребер, как и радиусы сегментов лунок, увеличиваются по направлению вращения круга. В верхней части корпуса выполнено щелевое сопло 3, параллельное образующей круга. Корпус с торцов закрывают две стенки 4 и 5. Устройство работает следующим образом. I СОЖ подводится от системы охлаждения станка к 3, из которого она выход1гг в виде полосы и, взаимодействуя с поверхностью круга, разбивается на мелкие капли. При этом происходит некоторая очистка круга, но она незначител ; на, так как СОЖ, выходя из сопла, имеет малую скорость. Эти капли СОЖ прио етают скорость, приближающуюся к скорости круга, н отсасываются от точки встречи с кругом по касательной; затем эти капли вместе с сопутствующим воэдушным потоком попадают на поверхность ребра, офашенвую к периферии круга, а точнее - на ее верхнюю половину. Прл огибании поверхностей лунок потоком воаДутса с капш1мв СОЖ npoHcxoairr плавное иаменанне направлення потока. При этом, более тяжелые капли СОЖ выделяются в отдельный сходящийся поток, идущий ближе к поверхности ребра; над ним движется воздушный поток. Поток СОЖ, имеющий высокую скорость, подается лункой в локальную зону пог верхности чруга, которую он очищает как аа счет свое.й кинетической энергии, так и при помощи кавитации, которую он создает на поверхности зерен круга. Затем, снова отразившись от поверхности круга, поток СОЖ вместе с воздушным потоком попадает на поверхность следующего ребра, лунки которого направляют выделенны потоки СОЖ в локальные зоны, смешенные по периферии круга вдоль образующей относительно зон первого ребра. Процесс очистки снова повторяется. Ка)№дое следующее ребро своими лунками сме щает локальные зоны очистки по образую щей, обеспечивая равномерность очистки круга. Стенки 4 и 5, прикрепленные с к корпусу 1, уменьшают СОЖ. Радиусы сферических сегментов, образующих лунки-, по направлению вращения круга увеличиваются, поскольку возрастает угол разброса СОЖ и требуется увеличенная поверхность, чтобы собрать поток СОЖ. Пример. Корпус имеет 5 ребер: их поверхности, обращенные к периферии 10 724 круга, образуют угол ЗО с рсишусами круга, проходящими через вершины ребер и на них выполнены лунки в виде сферических сегментов с радиусами 3, 4, 5, 6, З; 8 мм. Вторые плоскости, образухх щие ребра, выполнены параллельно этим 1 адиусам. Сопло шириной О,8 мм обео печивает подачу 12 л/мин СОЖ. При помощи предлагаемого устройства о(а6атывают заготовки из сплава Д16Т с режимами: VKP г 35 м/с 0,О25 мм 5поп. 3 мм/ход 5j 16 M/Mmt. Используют круг 24А4ОСМ26К6. После 5,1О, 15, 2О мин работы кру га определяют качество шлифоваиной поверхности, оцениваемое показателем шероховатости Rg. Одно фемешю офабатывают эти же заготовки на прежних режимах, но с использованием устройства для очистки круга, приняггого за прототип и являющегося базовым объектом, и так же определяют качество шлифованной поверхности после принятых юменыых интервалов. Результаты измерений Щ)иводя гся в таблице. Таким офазом, предлагаемое устройство обеспечивает повышение качества шлифованной поверхности (после 1520 мин работы 1фуга} на 15-4О% по показателю шероховатости Rg .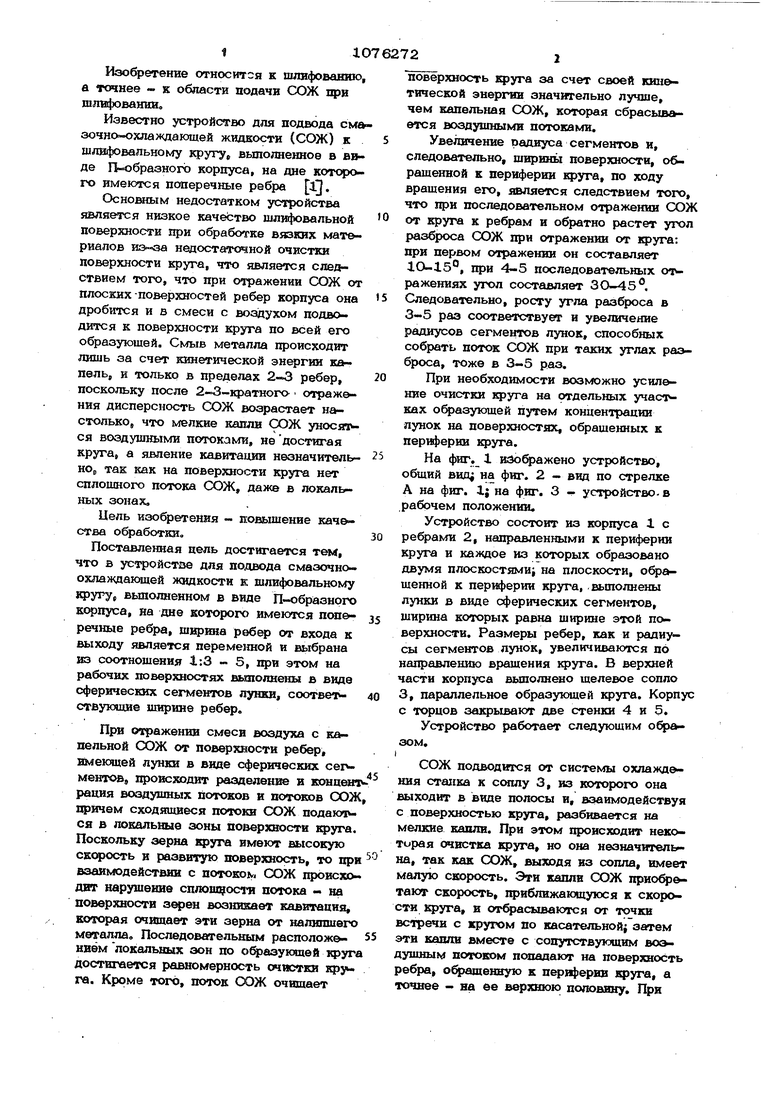
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода смазочно-охлаждающей жидкости | 1985 |
|
SU1301672A1 |
| Устройство для подвода смазочно-охлаждающей жидкости к шлифовальному кругу | 1985 |
|
SU1292998A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |
| Устройство для очистки шлифовального круга | 1988 |
|
SU1579748A1 |
| Способ охлаждения и очистки круга и устройство для его осуществления | 1985 |
|
SU1342712A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Торцовый шлифовальный круг | 1987 |
|
SU1569205A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2387532C1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
УСТРОЙСТВО ДЛЯ ПОДВОДА СМАЭОЧНа-ОХЛАЖД 1Ж ЩЕЙ ЖИДКОСТИ к шлифовальному кругу, вьоюлнениов в виде П-юбразного корпуса, на дые имеются поперечные ре отличающееся тем, что, с целью повышения качества обработки, ширина ребер от входа к выходу переменная и выбрана из соотношения 1:3-5, при этом на их рабочих повёрхиост51Х выпоЬнены в виде сферических сегментов лункв, соответствующие ширине реб.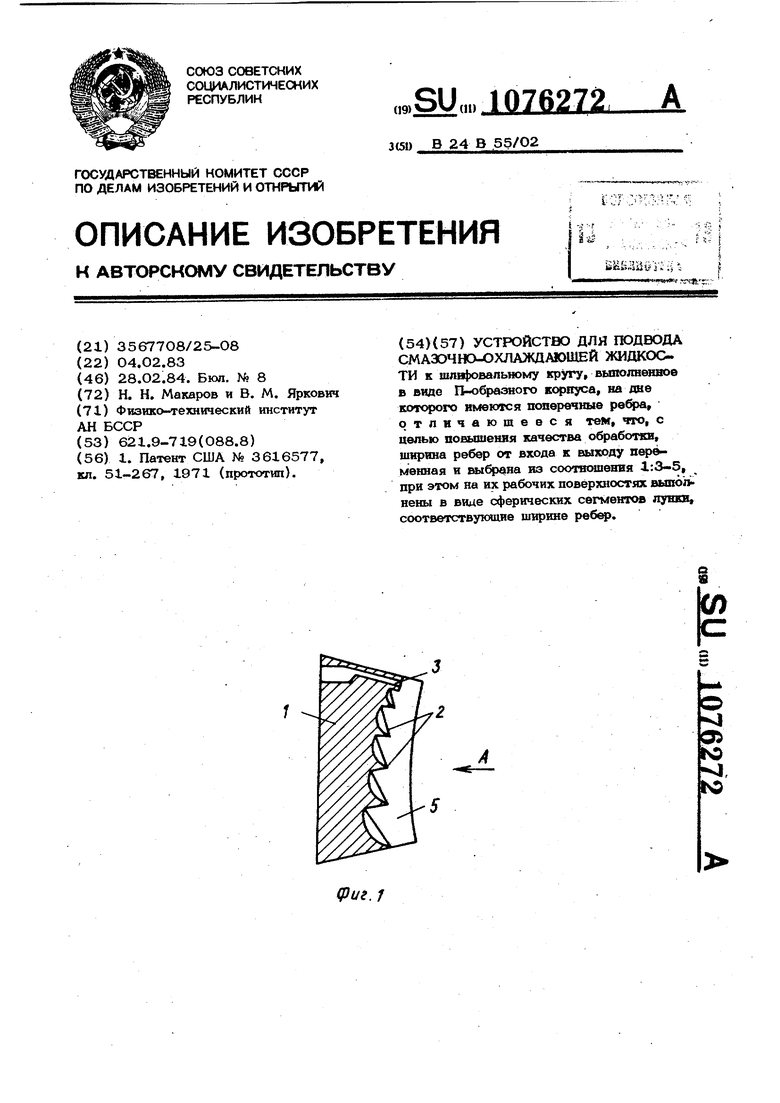
2,30 2,28 2,332,32
2,30 2,36 2,683,25
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3616577, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
