Изобретение относится к станкам и устройствам для обработки комплектов кулачков фасонно-фрезерных полуавтоматов типа С-50, С-187 и т. п.
Существующие для этой цели станки и устройства требуют для обработки кулачков или предварительной разметки в соответствии с графоаналитическим расчетом их контуров или изготовления шаблонов кулачков или изделия. Все это связано с кропотливой и сложной расчетной работой п необходимостью изготовления шаблонов и доводки кулачков трудоемкими слесарными методами.
В описываемом ниже станке указанные недостатки в значительной степени устранены и обработка одновременно двух кулачков ведется двумя радиально подвижными фрезерными головками без применения разметки и щаблонов. Обработка ведется последовательно по отдельным участкам обрабатываемых кулачков, соответствующим координированным прямолинейным и дуговым участкам контура изделия.
Для этого станок снабжен координатно-задающим механизмом, выполненным в виде поворотного диска, в диаметральном пазу которого помещен передвпжной сухарь, одновременно сцепляющийся посредством ведущей цапфы с прямыми кулисами двух радиальных по отношению к диску и взаимно перпендикулярных ползунов, по отдельпости кинематически связанных с фрезерными головками.
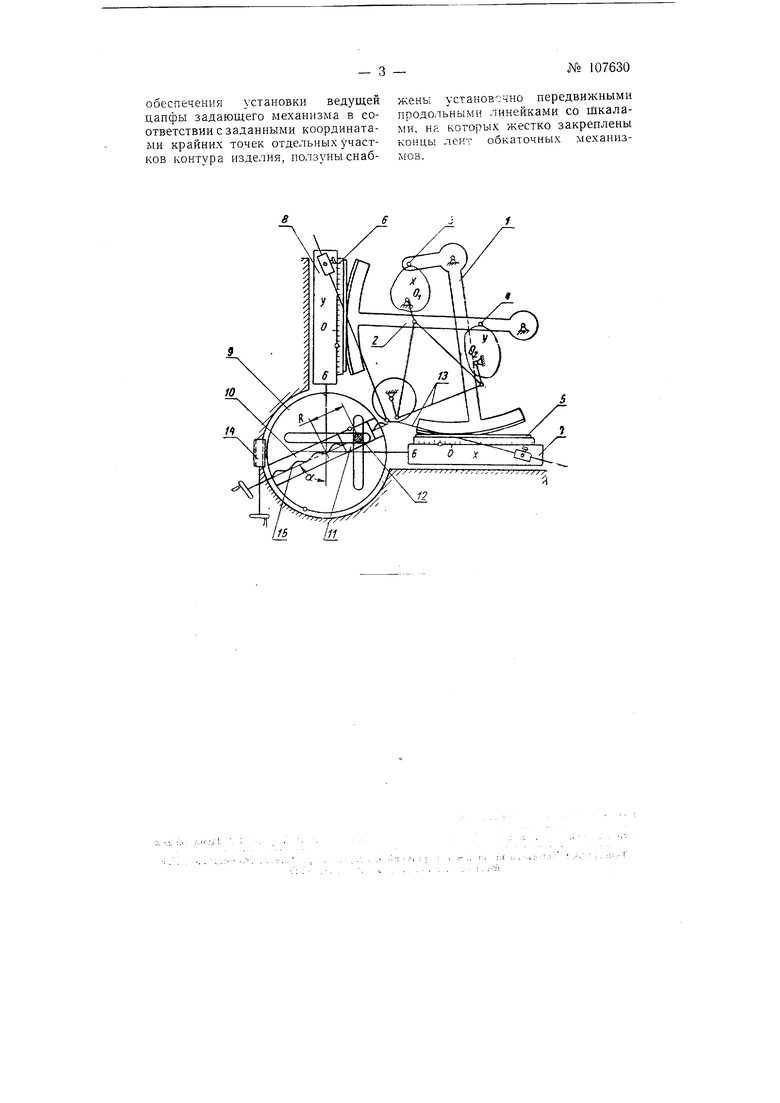
На чертеже изображена кинематическая схема станка по изобретению.
На поворотных столах, посаженных на осях Oi и 02, установлены заготовки кулачков X и У, предназначенных для осуществления соответствующих координатных движений на фасонно-фрезерном полуавтомате.
На качающихся секторах 7 и 2 помещены фрезерные головки 5 и 4, осуществляющие обработку контуров заготовок кулачков X и У.
Качающиеся секторы кинематически связаны посредством ленточнообкаточных механизмов с установочно-передвижными продольными линейками 5 тл 6 взаимно-перпендикулярных ползунов 7 и 5.
Пслзуны посредством прямых кулис одновременно связаны с координатно - задающим механизмом станка.
Координатно-задающий механизм выполнен в виде поворотного диска Я в диаметральном пазу 10 которого помещен передвижной сухарь //, сцепляющийся посредством ведущей цапфы 12 с прямыми кулисами ползунов.
Привод синхронного вращения столов с заготовками осуществляется от ползунов 7 или 8 посредством плоского стержневого механизма 13. Обработка контуров кулачков ведется по отдельным участкам, соответствующим прямолинейным и дуговым участкам контура язде.-1ия, задаваемым на чертеже координатами Х„ и У „ их крайHii.x точек п радиусами дуг R. При обработке участков кулачков, соответствующих дугам на контуре изделия, ведущая цапфа 12 передвижпого сухаря 11 устанавливается в пазу диска.на радиусе R, равном радиусу дуги контура изделия, умноженному на масщтаб, обеспечиваемый передаточным отношением кине.матических цепей станка. После этого поворотному диску сообщается с помощью червячной передачи /- поворот на угол, равный центральному углу данного дугового участка.
Вращательное движение диска через прямые кулисы ползунов 7 и 5 преобразуется в движение качающихся секторов с фрезерными головками.
При обработке элементов поверхности кулачков, соответствующих прямым участка.м контура изделия, движение фрезерных головок задается прямолинейным перемещением передвижного сухаря // с помопдью винтового механизма /5. При этом паз 10 предварительно устанавливается под углом а, равнь.1углу наклона прямого участка контура по ртнощению к координатной оси. Ход передвижного сухаря отсчитывается по щкале, расположенной параллельно пазу 10.
Установка заданных координат крайних точек отдельных участков контура изделия произодится путем установочного пepe.vreщeния линеек 5 и (3 на полззнах 7 и 5 с помощью имеющихся на них щкал.
Предмет изобретения
1.Станок для фрезерования парных дисковых кулачков к фасоннофрезерным полуавтоматам с двумя радиально подвижными относительно вращающихся заготовок фрезерными головками, отличающийс я тем, что, с целью обеспечения возможности обработки кулачков без применения разметки,и щаблонов путем последовательной обработки отдельных участков поверхности кзлачков соответствеино координированным прямолинейным и дуговым участкам контура изделия, станок снабжен координатно-задающим механизмом, выполненным в виде поворотного диска, в диаметральном пазу которого помещен передвижной сухарь, одновременно сцепляющийся посредством , ведущей цапфы с прямыми кулисами двух радиальных по отнощению к диску и взаимно-перпендикулярных ползунов, по отдельности кинематически связанных с фрезерными головками.
2.Станок по п. 1, отличающийся тем, что, с целью повышения точности станка, кинематическая связь ползунов с фрезерными головками выполнена посредством ленточно-обкаточных механизмов и качающихся секторов.
3.Станок по пп. 1 и 2, отличающийся тем, что, с целью осуществления синхронного, зависимого от движения задающего механизма, вращения заготовок, .поворотные столы, несущие заготовки, кинематически связаны посредством плоского стержневого механизма с ползунами.
4.Станок по пп. 1, 2 и 3, отличающийся тем, что, с целью
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок для обработки стереотипных досок | 1947 |
|
SU99137A1 |
| Механизм обката зубошлифовального станка | 1961 |
|
SU144384A1 |
| Оптический профилешлифовальный станок | 1975 |
|
SU604247A1 |
| Переносный фрезерный станок | 1972 |
|
SU470367A1 |
| Станок для обработки конических зубчатых колес | 1960 |
|
SU132938A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Вертикальный доводочный станок для доводки отверстий волочильных фильер | 1956 |
|
SU110741A1 |