Изобретение касается конструкции сборной фрезы, предназначенной для обработки фасонных поверхностей.
Известна конструкция сборной фрезы для обработки фасонных поверхностей, в частности бандажей, в которой каждый вставной нож имеет свой профиль; при этом ножи устанавливаютря таким образом, что два смежных зуба фрезы образуют полный профиль обрабатываемой деталиОтличительная особенность предложенной конструкции заключается в том, что, с целью получения любого фасонного профиля, зуб фрезы составлен из отдельных пластинок, устанавливаемых по соответствующему шаблону так, что вершины их радиусных режущих кромок у каждого последующего зуба смещены в осевом направлении по отношению к предыдущему.
Указанная особенность обеспечивает возможность быстрой переналадки фрезы на любой другой профиль обрабатываемой детали, так как для этой цели требуется лишь установка пластинок по соответствующему шаблону. В результате этого конструкция получается весьма универсальной, что дает возможность эффективно использовать ее в мелкосерийном и индивидуальном производствах.
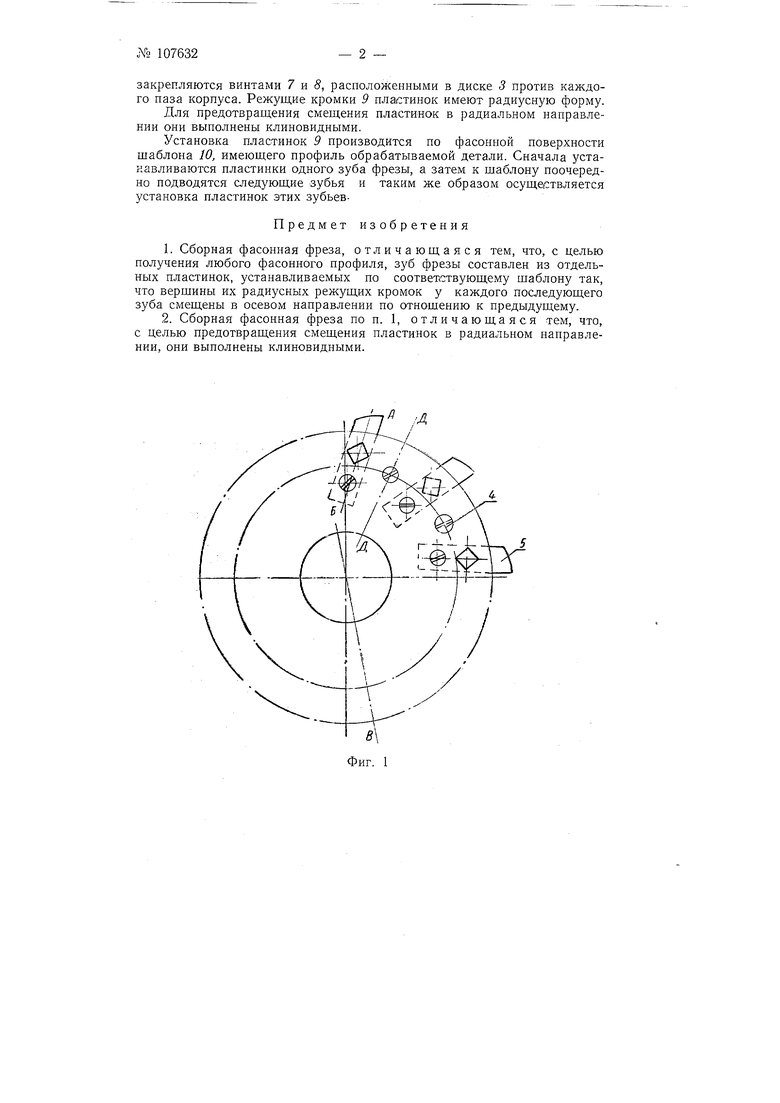
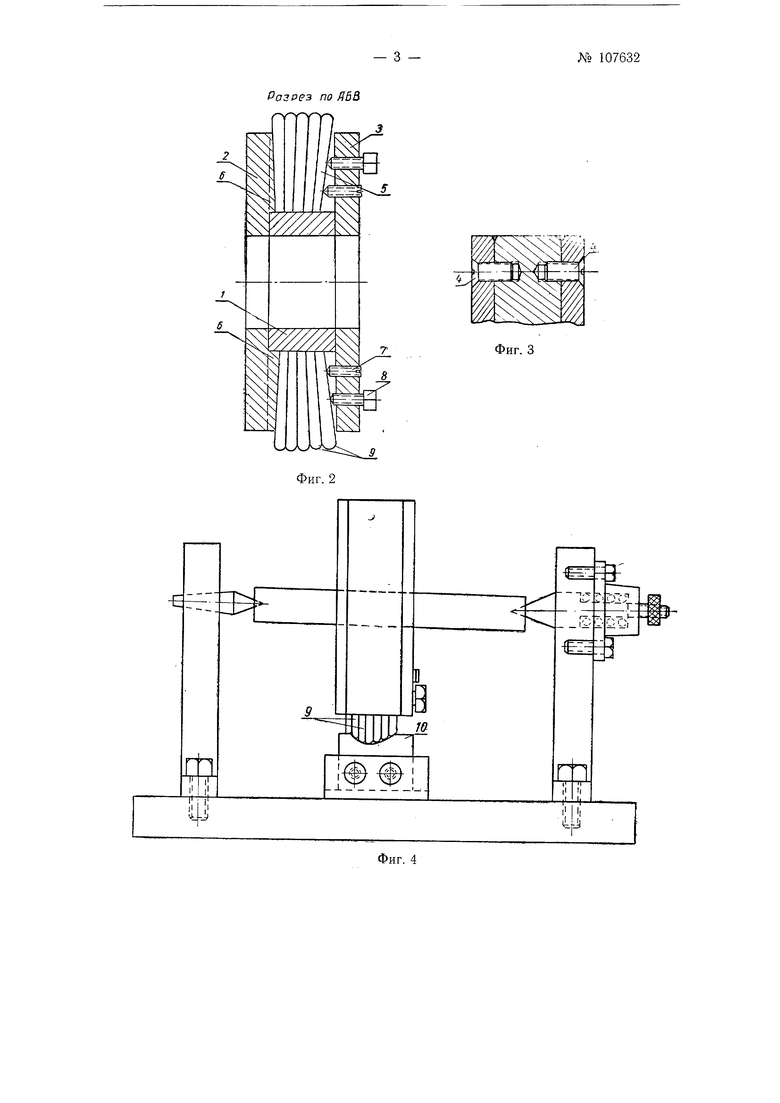
На фиг. 1 представлен вид фрезы с торца; на фиг. 2 - сечение по АБВ фиг. 1; на фиг. 3 - сечение по ДД фиг. 1; на фиг. 4 - установка пластинок по шаблону.
Фреза выполнена насадной и состоит из корпуса /, снабженного пазами, в которых между двумя дисками 2 и 5, прикрепленными к корпусу винтами 4, расположены узкие пластинки 5, образующие зуб фрезы.
Диск 2 снабжен по торцу различными по высоте выступами 6, которые входят в пазы корпуса. Наличие указанных выступов на диске 2 обеспечивает смещение плартинок каждого последующего зуба фрезы вдоль ее оси по отнощению к предыдущему. Это позволяет получить более чистую поверхность, так как каждый последующий зуб зачищает гребешки, остающиеся после прохода предыдущего зуба. Пластинки 5
закрепляются винтами 7 и 8, расположенными в диске 3 против каждого паза корпуса. Режущие кромки 9 пластинок имеют радиусную форму.
Для предотвращения смещения пластинок в радиальном направлении они выполнены клиновидными.
Установка пластинок 9 производится по фасонной поверхности шаблона 10, имеющего профиль обрабатываемой детали. Сначала устанавливаются пластинки одного зуба фрезы, а затем к шаблону поочередно подводятся следующие зубья и таким же образом осуще|Ствляется установка пластинок этих зубьевПредмет изобретения
1.Сборная фасонная фреза, отличающаяся тем, что, с целью получения любого фасонного профиля, зуб фрезы составлен из отдельных пластинок, устанавливаемых по соответствующему шаблону так, что вершины их радиусных режущих кромок у каждого последующего зуба смещены в осевом направлении по отношению к предыдущему.
2.Сборная фасонная фреза по п. 1, отличающаяся тем, что, с целью предотвращения смещения пластинок в радиальном направлении, они выполнены клиновидными.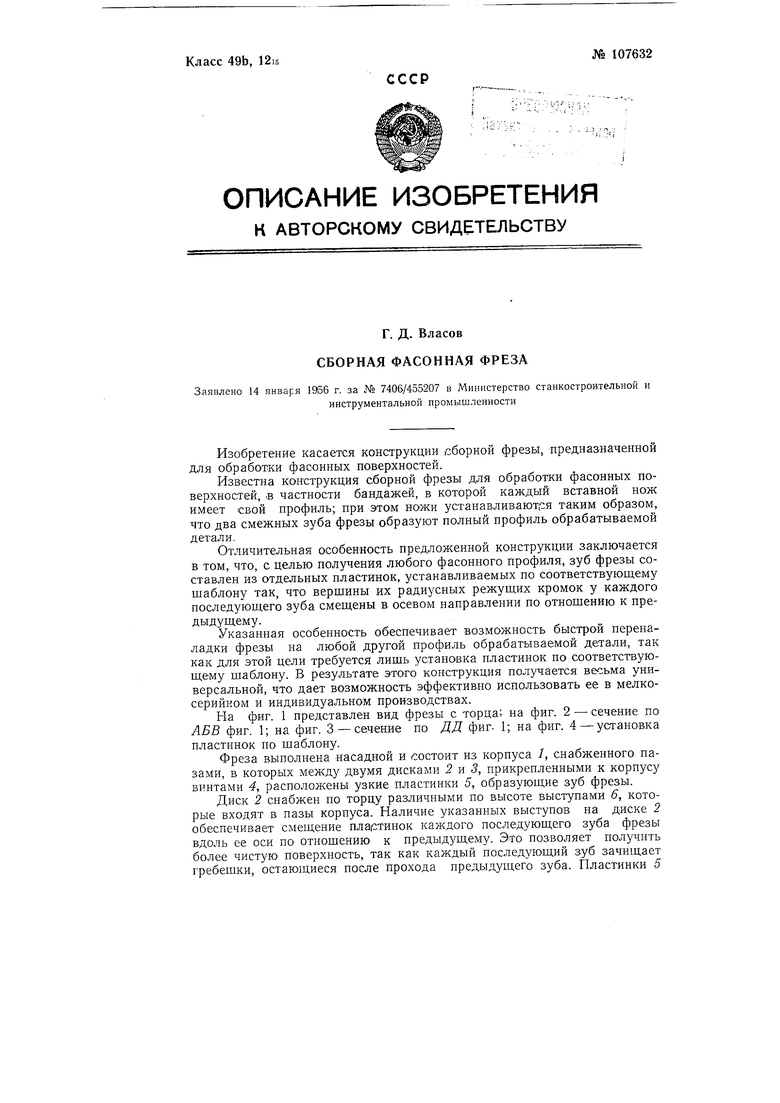
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ФАСОННАЯ ФРЕЗА | 2010 |
|
RU2454301C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| Цилиндрическая сборная фреза | 1991 |
|
SU1813636A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2514256C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ФРЕЗЫ | 2004 |
|
RU2270078C1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |
/
Фиг. 3
