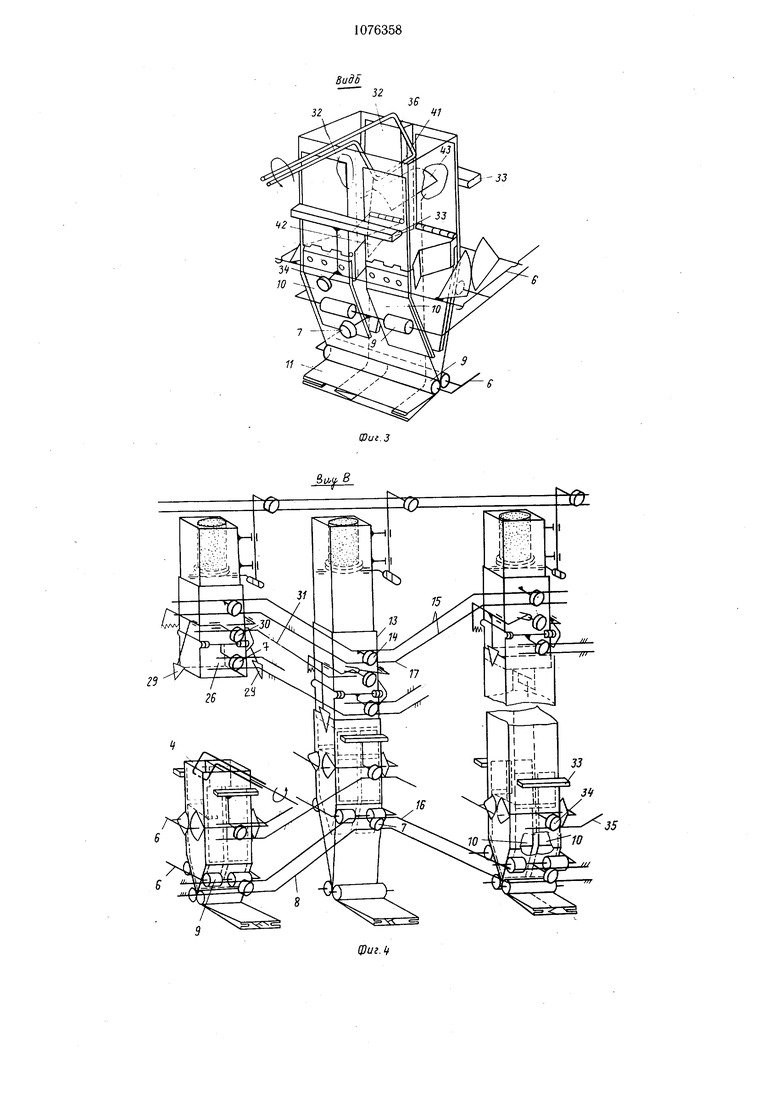
Изобретение относится к расфасовочноупаковочному оборудованию и предназначено для использования при расфасовке продуктов преимущественно в пленочные материалы. По основному авт. св. СССР № 969599 известно устройство для расфасовки и упаковки продуктов, содержащее дозатор, ротор на котором установлены телескопические оправки для пакетов, подъемно-опускные каретки, связанные с копиром со свободно установленными на роликах клиньями для раскрывания рукава, рулонодержатели, сварочные механизмы, отводящий транспортер и дополнительный копир, установленный по траектории движения оправок над копиром подъемно-опускных кареток, причем оправки связаны с дополнительным копиром, а верщины копиров направлены навстречу один другим, при этом между копиром перед отводящим транспортером установлены два один напротив другого съемных конвейера 1. Недостатком известного устройства является низкое качество сварки пакетов с перегородкой из-за наличия дополнительного слоя упаковочного материала. Цель изобретения -- повышение качест,уа сварки пакетов с перегородкой. Поставленная цель достигается тем, что устройство для расфасовки и упаковки продуктов снабжено Г1-образной рамкой, расположенной над клиньями для раскрывания рукава с возможностью вращения в горловине пакета и подключенной к источнику тока. На фиг. 1 схематично изображено устройство для расфасовки и упаковки продуктов, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. ; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - вид Г на фиг. ; на фиг. 6 - виа Д на фиг. 1; на фиг. 7 - вид Е на фиг. 1. Устройство для расфасовки и упаковки продуктов содержит дозатор 1, ротор 2, на котором установлены оправки 3 для горловины пакетов 4. На роторе 2 на направляющих 5 установлены подъемно-опускные каретки 6, посредством роликов 7 связанные с копиром 8, расположенным концентрично оси ротора 2. На подъемно-опускных каретках 6 на роликах 9 свободно установлены клинья, 10 для раскрывания рукава II и подачи его на оправки 3. На роторе 2 под каждой подъемно-опускной кареткой 6 установлены рулонодержатели 12 рукавного пленочного материала. Оправки 3 выполнены телескопическими и имеют подвижную часть 13, посредством роликов 14 связанную с копиром 15, установленным по траектории движения оправок 3 концентрично оси ротора 2 над копиром 8 подъемно-опускных кареток 6. Верщины 16 и 17 копиров 8 и 5 направлены навстречу друг другу. Устройство снабжено отводящим транспортером 18 потовой продукции, над которым на ,входе на транспортер между подъемно-опускной кареткой 6 и оправками 3 установлен выталкиватель 19 для заполненных пакетов 20. В зоне образования пакета установлено сварочное устройство 21 и отрезное приспособление 22 для низа пакетов. В зоне съема заполненных пакетов 20 с оправок 3 установлены два съемных конвейера 23, над которыми установлено сварочное устройство 24 для горловин заполненных пакетов. Под съемны.ми конвейерами 23 установлена направляющая 25. Подвижная часть 13 оправок 3 имеет две противоположные шарнирно установленные пластины 26, кинематически связанные между собой и посредством ролика 27 связанные с копиром 28. С боковых сторон от пластин 26 установлены прижимы 29 для горловины пакета 4, посредством ролика 30 связанные с копиром 31. В верхней части клиньев 10 напротив друг друга щарнирно установлены две подпружиненные между собой пластины 32, напротив которых- на подъемно-опускной каретке 6 установлены прижимы 33, кинематически связанные между собой и посредством ролика 34 с копиром 35. Над клиньями 10 (для раскрытия рукава) расположена П-образная рамка 36, установленная с возможностью вращения от ротора 2 через редукторы 37 и 38 и коническую передачу 39 в горловине пакета 4 и подключенная к источнику 40 тока. Рамка 36 выполнена из материала с высоким активным сопротивлением, например из вольфрамовой проволоки, причем нижняя часть 41 рамки 36 покрыта медной пленкой. Устройство для расфасовки и упаковки продуктов работает следующим образо.м. При вращении ротора 2, совместно с ним перемещаются оправки 3 и подъемноопускные каретки 6, при этом телескопическая часть 13 оправок при помощи ролика 14 и копира 15 будет перемещаться навстречу подъемно-опускной каретке 6, движение которой происходит через ролик 7 от копира 8. Сов.местно с кареткой 6 перемещаются клинья 10, осуществляя размотку и протяжку рукава 11. В момент нахождения клиньев 10 и подъемно-опускной каретки 6 в крайне.м нижнем положении перед протяжкой рукава П-образная рамка 36 соверщает один полный оборот вокруг своей оси в горловине пакета 4 и надсекает перегородку 42, в результате чего верхняя часть 43 перегородки 42 свободно свисает внутрь формуемого пакета и в дальнейшем в процессе фасовки продукта и сварки рукава не участвует. Затем в зоне вершин 16 и 17 копиров 8 и 15 происходит одевание горловины пакета 4 на пластины 26 подвижной части 13 оправок 3. Затем от копира 31 через ролик 30 срабатывают прижимы 29, которые удерживают горловины пакета 4. После захвата горловины пакета при дальнейшем двйжении ротора 2 происходит движение в противоположные стороны каретки 6 с клиньями 10 и подвижной части 13 оправки 3. При этом клинья 10 свободно опускаются внутри рукава 11 и за счет перемещения подвижной части 13 оправок 3 осуществляется протяжка рукавного материала. После завершения процесса протяжки рукавного пленочного материала от копира 35 через ролик 34 при помощи прижимов 33 происходит сведение пластин 32, клиньев 10 и формирование под сварку низа пакета, который затем заводится в сварочное устройство 21, производится сварка
J7 за пакета и его отрезка приспособлением 22 от рукава 11. После заварки низа пакета производится его заполнение дозируюш,им приспособлением 1 через оправки 3, после чего низ пакета поступает на направляющую 25 и происходит сведение шарнирных пластин 26 через ролик 27 от .копира 28 с формированием горловины заполненного пакета под сварку. Затем горловина заполненного пакета подается в съемные конвенеры 23, где удерживается в сформированном состоянии и поступает в сварочное устройство 24. Из сварочного устройства 24 заполненные пакеты 20 выводятся, также удерживаемые за горловину (уже заваренную) конвейерами 23, с которых далее выталкивателем 19 выводятся на отводящий транспортер 18. Оправки 3 и каретки 6 возвраш,аются в исходное положение, и цикл работы устройства повторяется. Конструкция предлагаемого устройства позволяет повысить качество сварки пакетов с перегородкой в среднем на 5-Kf/o.
33

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для расфасовки и упаковки продуктов | 1981 |
|
SU969599A1 |
| Устройство для расфасовки и упаковки продуктов | 1985 |
|
SU1265085A1 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| Устройство для расфасовки и упаковки продуктов в рукавный материал | 1988 |
|
SU1602799A1 |
| Устройство для упаковки продуктов в пакеты из рукавного полимерного материала | 1976 |
|
SU654493A1 |
| Автомат для расфасовки и упаковки продуктов | 1971 |
|
SU434720A2 |
| Способ упаковки в эластичный рукав группы предметов | 1983 |
|
SU1161425A1 |
| Автомат для расфасовки и упаковки продуктов | 1970 |
|
SU426447A1 |
| Способ упаковывания группы предметов в рукав из термопластичного материала | 1985 |
|
SU1342825A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU407794A1 |


УСТРОЙСТВО ДЛЯ РАСФАСОВКИ И УПАКОВКИ ПРОДУКТОВ по авт. св. СССР № 969599, отличающееся тем, что, с целью повышения качества сварки пакетов с перегородкой, оно снабжено П-образной рамкой, расположенной над клиньями для раскрывания рукава с возможностью вращения в горловине пакета и подключенной к источнику тока. (Л Oi СО СП СХ)
.
Х
&.г
-fФиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для расфасовки и упаковки продуктов | 1981 |
|
SU969599A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
