sl
Изобретение относится к прокатному производству, а именно к получению заготовки из прецизионного сплава на железоникелевой основе из слитков большой массы.
Известен способ получения заготоки из сплава на железоникелевой основе, при котором слиток деЛормируют ковкой при за несколько переделов на квадратную или плоскую заготовку. С учетом падения температуры металла на 50-70°С при транспортировке слитка от печи к молоту нагрев осуществляют до 1230 - 1250°С 6-7 ч для слитков массой 500 кг и 9-10 ч для слитков массой 1000 кг ij .
Недостатками известного способа получения .заготовки из прецизионного сплава, например, Н52, 5СН, являются низкая производительность, обусловленная ковкой слитков малой массы и неудовлетворительное качество поверхности из-за высокой температуры нагрева.
Наиболее близким к предлагаемому является способ получения заготовки из сплава на железо-никель-кобальтовой основе, включающий нагрев и прокатку слитка за несколько переделов . По этому способу нагрев слитка ведут при 1260-1300с 15 20 ч и осуществляют его прокатку на промежуточное сечение с суммарным обжатием по каждой стороне 30 50% при температуре в конце прокатки не ниже 1000-1050с. После этого раскат промежуточного сечения подвергают повторному нагреву при 1220 - 12бО°С 10-12 ч и производят окончательную прокатку до требуемого размера 2 .
Недостатком этого способа получения заготовки является неудовлетворительное качество заготовки, обусловленное образованием на поверхности сплошных глубоких дефектов, вызванных двойным и длительным нагревом слитка, а также высокой температурой нагрева. Кроме того, производительность способа низкая, так как он предусматривает продолжительный цикл обработки слитка за два передела.
Цель изобретения - повы1чение качества заготовки и увеличение производительности .
Поставленная цель достигается тем, что согласно способу получения заготовки из сплава tia желе-г зоникелевой основе, включающему нагрев и прокатку слитка в двух перпендикулярных направлениях, нагрев слитка ведут при 1150-1190с 10 14 ч с последую1.ей прокаткой в одном из направлений до требуемого размера с суммарным обжатием по каждои стороне слитка 65 - 85% при единичных обжатиях 6-19% и заканчивают прокатку при температуре не 990°С.
Предложенный способ позволяет получить высококачественную заготовку из сплава на железоникелевой основе с высокой производительность
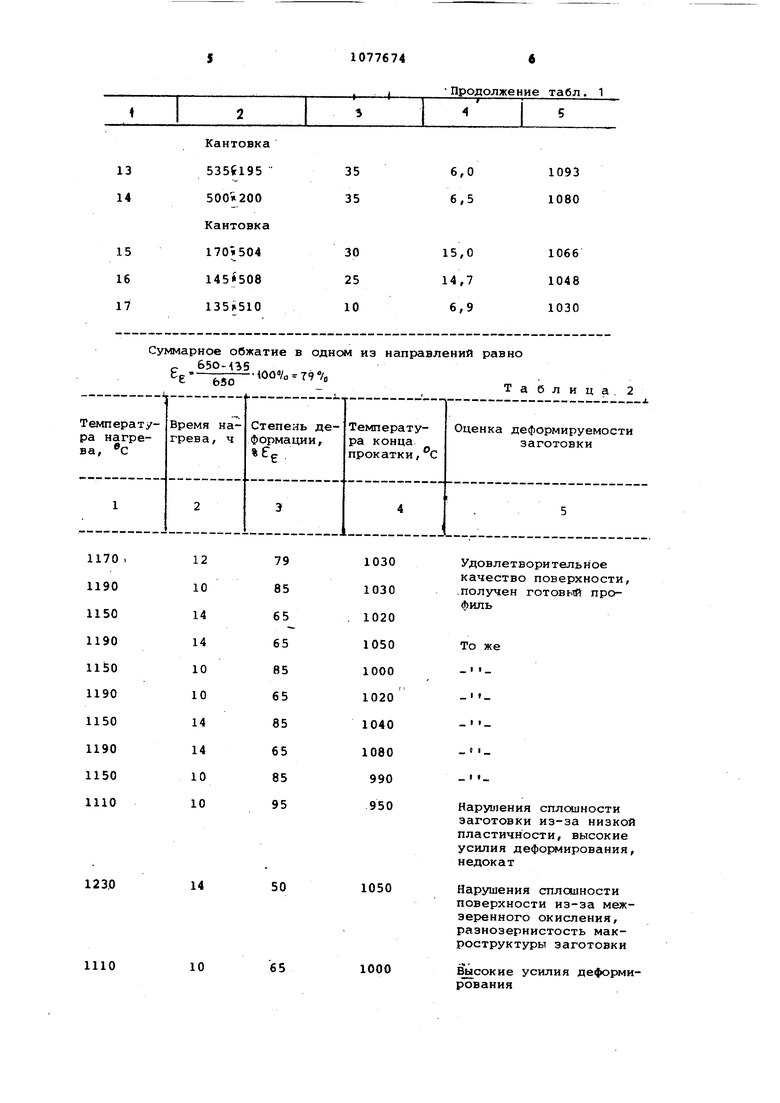
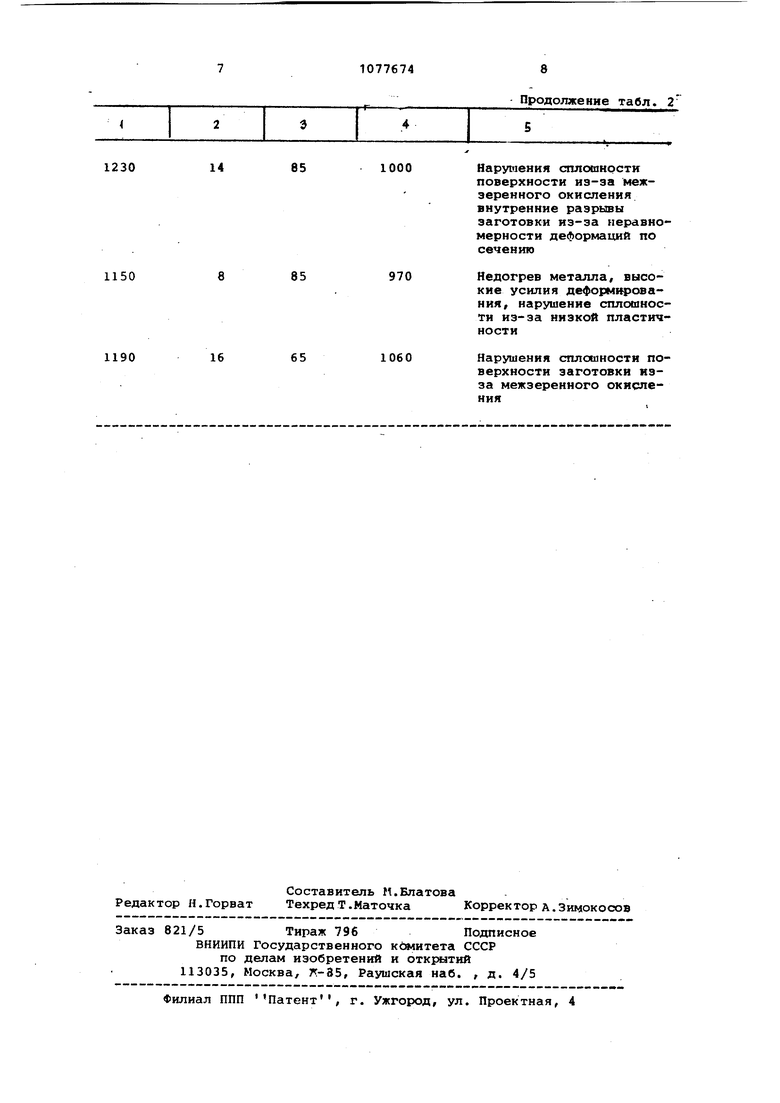
При температурах выше 1190с сплвы на железоникелевой основе,например 50Н, склонны к значительному мезеренному окислению поверхности заготовок, что при пластической деформации приводит к растрескиванию металла и макроразру1Уениям поверхности раската, которые требуют глубокой зачистки или служат причиной забраковки заготовок. При нагреве до температуры ниже 1150С температура конца прокатки в, связи с охлаждением слитка за время транспортировки к стану и в процессе прокатки будет ниже , что приведет к снижению пластичности, возникновению по этой причине дефектов на поверхности заготовок. Кроме того, прокатка при низких температурах затруднена из3 высоких усилий деформирования.
При частых обжатиях меныче 6% имеет место значительная неравномерность деформации по сечению слитка, способствующая образованию дефектов поверхности и внутренних разрывов в заготовках. При обжатиях более 19% резко возрастает сопротивление деформации и обработка слитка затрунена .
Прокатка слитка с суммарной деформацией менее 65% приводит к значительной разнозернистости металла и большой анизотропии свойств. При прокатке слитка из сплава на железоникелевой основе с суммарным обжатием более 85% запас плстичности металла в силу замедленных рекристаллизационных процессов исчерпан, что также способствует образованию дефектов и росту сопротивления деформации.
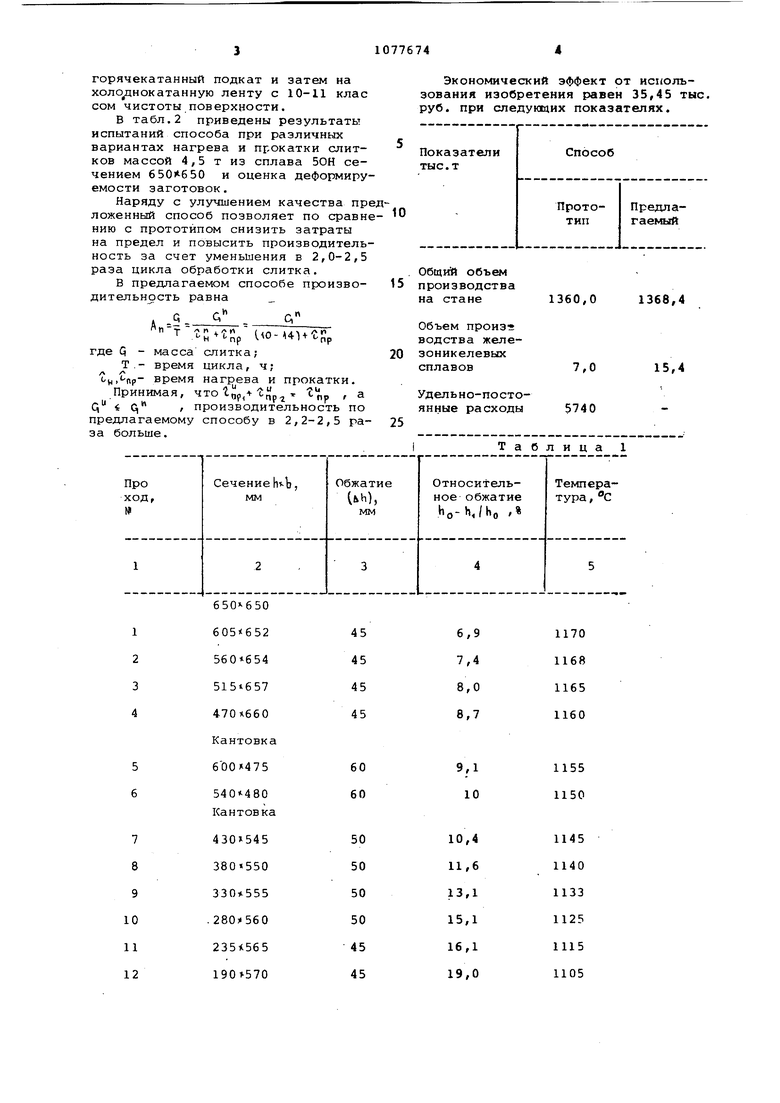
Пример . Для получения заготовки сечением 135if5lO мм из сплава на железоникелевой основе, например 5ОН, слиток массой 4,5т максимальным сечнием мм нагревают до 12. ч и осуществляют прокатку до требуемого размера по режиму в табл.1 с единичньом обжатием по каждой стороне 6-19% и суммарным обжатием в одном из направлений 79%. Температура в конце прокатки 1020 С. Заготовки, полученные по предлагаемому способу, имеют плоную макроструктуру. Глубина зачистки 0,5-2 мм вместо 20 мм по требованиям ТУ 14-134-177-80 на слябы из сплава БОН. После выборочной зачистки заготовки прокатывают на горячекатанный подкат и затем на холо нокатанную ленту с 10-11 клас сом чистоты поверхности. В табл.2 приведены результаты испытаний способа при различных вариантах нагрева и прокатки слитков массой 4,5 т из сплава 5ОН сечением и оценка деформиру емости заготовок. Наряду с улучшением качества пр ложеннЕлй способ позволяет по сравн нию с прототипом снизить затраты на предел и повысить производитель ность за счет уменьшения в 2,0-2,5 раза цикла обработки слитка. В предлагаемом способе производительность равна г с uo-HUi Sp н пр где Q - масса слитка; Т.- время цикла, ч; время нагрева и прокатки. . и-JU Принимая, что 1 чр пра -пр Q t Q , производительность по предлагаемому способу в 2,2-2,5 раза больше. Экономический эффект от использования изобретения равен 35,45 тыс. руб. при следующих показателях. Общий объем производства на стане1360,01368,4 Объем произ водства железоникелевыхсплавов7,015,4 Удельно-постоянные расходы5740 Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовки из сплава на железо-никель-медной основе | 1980 |
|
SU963585A1 |
| Способ получения заготовки из сплаваНА НиКЕль-жЕлЕзО-МОлибдЕНОВОй OCHOBE | 1979 |
|
SU833334A1 |
| Способ получения заготовки из сплава на железо-никель-кобальтовой основе | 1979 |
|
SU776678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОДЕФОРМИРУЕМЫХ ПОКОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ | 2004 |
|
RU2258575C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРУТКОВ ИЗ α+β ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2108876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ МАЛОЛЕГИРОВАННЫХ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2198237C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ДИАМЕТРОМ 8-60 ММ ИЗ МАЛОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2808615C1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ СПЛАВА НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ, включакщий нагрев и прокатк слитка в двух перпендикуляриых направлениях, отличающийся тем, что, с целью повьшения качества заготовки и увеличения производительности, нагрев слитка ведут при 1150 - 10 - 14 ч с последумщей прокаткой в одном из иаправлеиий дотребуемого размера с cytuapиым обжатием по каждой стороие слитка 65 - 85% при единичных овжатиях 6 - 19% и заканчивают прокатку при температуре не ниже 990 С.
1 2
3 4
Кантовка
6 00 М 7 5
5 6
Кантовка
7 8 9 380«550 .
0 11 12
6,9
1170 7,4 1168 8,0 1165 8,7 1160
9,1
1155 10 1150
1145
10,4 1140 11,6 1133 13,1 1125 15,1 1115 16,1 1105 19,0
6SO
14
50
65
1110
10
Продолжение табл. 1
Таблица. 2
качество поверхности.
заготовки из-за низкой пластичности, высокие усилия дефор 1ирования, недокат
Нарушения сплошности поверхности из-за межзеренного окисления, разнозернистость макроструктуры заготовки
Высокие усилия деформирования1230 14 85 1000 1150 8 85 970 1190 16 65 1060
10776748
Продолжение табл. 2 Нарурления сплошности поверхности иэ-эа межэеренного окисления внутренние разрывы заготовки из-за неравномерности деформаций по сечению Недогрев метгиша, высокие усилия дефорМ1фования, нарушение сплошности из-за низкой пластичностиНарушения сплошности поверхности заготовки изза межзеренного окисления
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дзугутов М.Я | |||
| Пластическая деформация высоколегированных сталей и сплавов | |||
| Металлургия, 1977, с | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения заготовки из сплава на железо-никель-кобальтовой основе | 1979 |
|
SU776678A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
