Изобретение относится к Обработке металлов давлением, а именно к способам изготовления кольцевых изделий (венцов, обойм подшипников, силовых колец и т.д.).
Известен способ изготовления кольцевых изделий, включающий осадку нагретой заготовки, прошивку ее и прокатку на окончательные размеры поковки Cl3.
Недостатком указанного способа является невысокая точность изделий.
Наиболее близким по технической сущности к изобретению является способ изготовления кольцевых изделий, включающий нагрев заготовки, ее осадку, разгонку пуансоном, прошивку, раздачу по внутреннему диаметру, прокатку и калибровку С23. i Недостатком данного способа является низкое качество изделий и повышенный расход металла. Это обусловлено тем, что при операции осадки внутренняя дефектная зона в виде осевой рыхлости, неметаллических включений распространяется в периферийные внутренние слои заго-. тонки. При последуняцей операции разгонки пуансоном эти загрязнения перемещаются к торцовой поверхности заготовки и при прошивке не полно,стью удаляются в выдавку. Последнее приводит к повышенному браку изделий из-за наличия на внутренней поверхности колец рыхлот, шлаковых включений, а -также по макроструктуре из-за наличия недопустимых величин неметаллических включений. Часто наличие дефектов, выходящих на торцовые и внутренние поверхности вызывает необходимость повышат4з припуски на механическую обработку. Последнее приводит к повьнненшо металлоемкости изделия и соответственно к увеличению отхода металла в стружку.
Кроме того, при использовании центробежнолитых заготовок для изготовления кольцевых изделий указанными способами необходимо производить дополнительную механическую обработку внутренней поверхности исходных заготовок.
Целью изобретения является повышение качества и уменьшение расхвца металла.
Поставленная цель достигается тем, что согласно способу изготовления кольцевых изделий, включающему нагрев заготовки,, ее осадку, разгонку пуансоном, прошивку, раздачу по внутреннему диаметру, прокатк и калибровку, осгшку заготовки осуществляют с принудительным ограничением течения металла на одном из ее торцов, формуя его с диаметром на
10-30% меньше диаметра другого торца, разгонку производят со стороны больвюго основания осаженной заготовки, при этом при разгонке пуансон внедряют в заготовку на глубину, определяемую зависимостью
2 2
,.(0.9-1,1)Н, ,° и
ВК
«
10 где Lg - внедрения пуансона в заготовку, мм; HQ - высота исходной заготовки, мм;
е - относительная степень осад5 ки заготовки перед разгонкой пуансоном
dj - диаметр зоны дефектов в заготовке, KWJ
dg - внутренний диаметр исходной заготовки, мм;
d - диаметр пуансона, мм} 0,9-1,1- коэффициент, учитывгиощий
износ пуансона.
Диаметр зоны дефектов внутренней , части для каждого вида заготовок (слитков, кованых, катаных и полых центробежнолитых; вполне определен и характеризуется исходными геометрическими параметрами. Для слитков эта зона составляет 0,1-0,2 величи0 ны наружного диаметра, для кованых и катаных заготовок она соответствует 0,08-0,15 величины наружного .диаметра, а для полых центробежнолитых заготовок зависит от величины 5 внутреннего отверстия.
В случае применения при производстве колец полых заготовок зависимость для глубины внедрения приобретает вид
2 2 0/
;u. -(o.9-fH)HJi-E6Н
где а - внутренний диаметр исходной заготовки, №i«Величину наружного диаметра пуансона (d-) выбирают из технологических соображений, так как она зависит от величины раската кольцевой загоТОВКЙ.
Коэффициент 0,9-1,1 в зависимости от износа инструмента (пуансона, прошивного кольца, верхнего и нижнего штампов) принимает максимаЛьные значения для нового инструмента, а
минимальные - для изношенного.
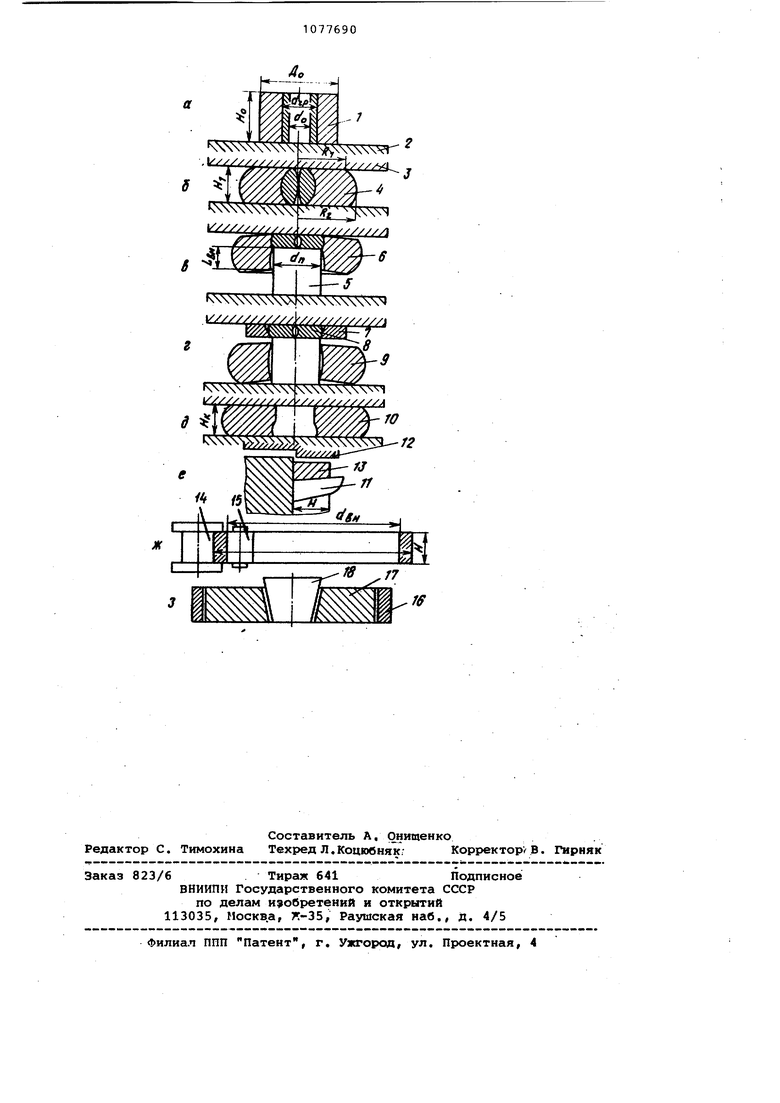
На чертеже схематически представлен способ изготовления кольцевых изделий из центробежных заготовок (поз. а - 3).
Способ осуществляют следующим образом.
Заготовку 1 нагревают до температуры деформации, укладывают на нижнюю плиту 2 пресса (поз. с ), затем
заготовку осаживают плитой 3 с ограничением истечения металла в радиальном направлении на одном из торцов .заготовки (например, верхнем) путем создания подпора на контактной поверхности (поз.5). В результате получают промежуточную заготов ку 4 , подобной усеченному параболоиду. Диаметр одного из торцов заготовки 4 (2R) должен быть на 10-30% меньше другого (2RJ. Условие подпора на контактной поверхности металла с инструментом можно создать следующим образом: путем нанесения смазки на одну из торцовых поверхностей заготовки в процессе осадки или нанесения насечки на один из штампов, т.е. со йанием различных условий трения на контакте торцовых поверхностей заго5:рвки с инструментом; создания силового подпора на одной из поверхностей контакта торцовой поверхности заготовки с инструментом. Этот эффект возможно обеспечить вьшолнением одного из штампов в виде вогнутой или выпуклой сферическо поверхности, или разъемной матрицы путем неравномерного нагрева заг товки по ее высоте или неравномерного охлаждения ее перед деформацие (это создает различные пластические свойства материала по высоте заготовки и различное истечение металла на ее торцах); Путем неравномерно распределенного поля на одном из торцов заготовки при магнитно-импульсной штамповке, или различной по величине энергией импульса, приложенного к торцам заготовки и т.д. После этого осуществляют разгонк пуансоном 5 путем внедрения последнего со стороны большей торцовой поверхности (например, нижней), причем глубина внедрения Ьд,(поз.) пуансона 5 в промежуточную заготовку 4 для каждого конкретного случая различна и эависит от начальной выс Ты заготовки HO, предварительной -/с Mi) степени осадки Г t диаметр V О зоны дефектов в заготовке (dj), внутреннего дисии1етра исходной заготовки (dfl), а в случае применения полых заготовок и диаметра пуансона (d,,). После осуществления операции раз гонки пуансоном промежуточную заготовку 4 прошивают (поз. г,) / калибруют (поз. d), подвергают ковке (поз. е) прокатывают (поз. ) и ка либруют (поз.5). Пример. Изготовляют кольца из стали 20Х2НЧА размером 955x835x100 мм, массой 133 кг. Для этого используют центробежнолитую заготовку наружным диаметром Дд 360 1M, внутренним - dg 85 f/iM, и длиной 2000 мм. С распространением зоны дефектов на диаметр dj 115 мм. Указанную заготовку разрезают на 8 мерных высотой Н 205 мм (поз.а). После порезки заготовки 1 нагревают до температуры деформации 1150°С в методической трехзонной печи. Нагретые заготовки 1 поштучно подают на нижнюю плиту 2 пресса (поз,ч) и верхней плитой 3 осаживают в осевом направлении до высоты Н 110 мм. При использовании способа осадку заготовки 1 между плитами 2 и 3 осуществляют с ограничением истечения метгшла в радиальном направлении путем создания дополнительного подпора на верхней контактной поверхности заготовки 1 с плитой 3 (поз.К). Диаметры заготовки после осадки определяют исходя из глубины внедрения пуансона в заготовку. Для данного примера глубина внедрения пуансона в заготовку составляет 75 юл (расчеты приведены далее по тексту), что составляет 68% от высоты заготовки после осадки. По данным таблицы разность диаметра принимается равной 17%. Исходя из закона постоянства объемов 2 .-. где D - меньший диаметр заготовки после осёщки, мм; D - большой диаметр заготовки после осадки, мм; D - средний диаметр заготовки после осадки, равный DCP 2 1 °2 4 - разность диаметров тогдов заготовки после осадчИ, % Д 17% ; Dp - диаметр исходной заготовки мм, DJJ 360 мм, . HO -Н, 205-110 „.-.. о 205 D(.p 360 V 1+0,46 435 мм; D, 435 ::|iil 398 мм; D2 435 2i2ilZ 472 мм. Обеспечение указанных геометрических параметров заготовки после осадки осуществляют ограничением истечения металла путем создания по пора на верхней плите 3 пресса (поз. 6 ), Согласно данному примеру дополни тельный подпор для ограничения исте чения металла в радиальном направле нии регулируют путем нанесения на плиту 3 ряда концентрических углублений и наружного выступа. Диаметр первого соответствует величине диаметра зоны дефектов (с1з 115 мм),-, диаметр второго равен dj + 30 мм 145 мм, диаметр третьегй - величине (DO и диаметра исходной заготовки 360 мм), остальные с шагом 5 мм от П„, т.е. - 370, 380, 390 мм, а диаметр выступа - расчетному диаметру заготовки после осадки (D 398 мм В результате осадки получают про межуточную заготовку 4 (поз.б) в Е)0рме усеченного параболоида. После получения промежуточной за отовки 4 верхнюю плиту 3 совместно : заготовкой 4 удерживают .в верхнем срайнем положении с помощью захватов пресса (не показаны), на нижнюю тлиту 2 устанавливают пуансон 5 и з эабочий ход пресса осуществляют опе эацию разгонки заготовки. В резульгате этой и предьздущей операций по1учают. стакан 6 (поз. в ) со смещен 0й дно стакана зоной дефектов, -тепень предварительной осадки за:отовки 1 при осевой деформации поз.5) для данного случая составН„-Н, гяетЕ - 0|46 I ,46, а величина диаметра пуансона в зависиюсти от диаметра кольца Д, 955 ым зыбирается равной d „ 170 мм. Коэф Ьициент, учитывающий условие износа шструмента принят 1,1 в связи с гем, что раздачу осуществляют новым инструментом. В зависимости от геометрических тараметров исходной .-отовки 1 Хпоз- c ), степени предварительной осадки (J и размера пуансона (dp,) определяют глубину внедрения его (Ъдр|)в промежуточную заготовку 4 при операцииразгонки со стороны большего основания (поз.Б)« Для изготовления данного типоразмера коЛецi2 ,2 1 / 3-4 ЧнИо,д-.)Но1-е- ,-° ,-f- 05H-0,46115 -8 15 . 170 После осуществления операции разгонки и получения стакана последний прюшивают (поз. i). Операцию прошивки (поз.,) осуществляют за рабочий ход пресса прошивки кольцом 7. При этом в выдавку 8 удаляется зона дефектов. В результате этой операции получают кольцевую заготовку 9. В дальнейшем пуансон 5 удаляют и кольцевую заготовку 9 калибруют на высоту Нц 100 мм с получением полуФабриката 10 (поз. д) .После этого полуфабрикат 10 на молоте подвергают разгонке (поз. е) на оправке 11 и калибровке по высоте посредством бойка 12. В результате получают полураскат 13 с высотой Н 100 мм, равной высоте кгшибра коренного валка 14 стана. Полураскат 13 прокатывают на кольцепрокатном стане (поз.-) до готовых размеров кольца (Д 955 мм, d 835 мм, Н 100 мм) путем деформации полураската в закрытом калибре между коренным 14 к нажимным 15 валками. Готовое кольцо 16 калибруют по внутреннему диаметру на растяжном прессе путем перемещения сегментов 17 в радиальном направлении под действием конуса 18 (поз. з). Изобретение по сргшнению с базовым объектом, в качестве которого принят прютотип, обладает следующими преимуществами: уменьшает расходный Коэффициент металла за счет сокращения брака и отходов в стружку при механической обработке отход металла в стружку . уменьшает, трудоемкость изготовления колец на машиностроительных предприятиях за счет уменьшения припусков на механическую обработку; уменьшает себестоимость изготовления колец из полых заготовок за счет исключения предварительной механической обработки внутренней поверхности в исходном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых изделий | 1986 |
|
SU1454558A1 |
| Способ изготовления кольцевых изделий | 1986 |
|
SU1569065A1 |
| Способ изготовления кольцевых изделий | 1983 |
|
SU1209348A1 |
| Комплект инструмента для изготовления полых заготовок осесимметричных изделий | 1989 |
|
SU1731398A1 |
| Способ подготовки заготовок цельнокатаных колес под штамповку и прокатку | 1989 |
|
SU1761374A1 |
| Способ изготовления кольцевых изделий | 1981 |
|
SU996013A1 |
| Способ изготовления кольцевых изделий | 1991 |
|
SU1764750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1998 |
|
RU2139768C1 |
| Способ изготовления железнодорожных колес | 1981 |
|
SU986560A1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 2011 |
|
RU2465979C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ, включающий- нагрев заготовки, ее осадку, разгонку пуансоном, прошивку, раздачу по внутреннему диаметру, прокатку и калибровку, отличающийся тем, что, с целью повышения качества и снижения расхода металла, осадку заготовки осуществляют с принудительным ограничением течения металла на одном из ее торцов, формуя его с диаметром на 10-30% меньше диаметра другого торца, разгонку производят со стороны большего основания осаженной заготовки, при этом при разгонке пуансон внедряют в заготовку на глубину, определяемую зависимостью - ,{0,9,л)Н 1-E6Н n глубина внедрения пуансо гда Чив заготовку, мм; «с высота исходной заготовки, мм; g (Л относительная степень осадки заготовки перед разгонкой пуансоном; диаметр зоньз Дефектов в заd, готовке, 1М; внутренний диаметр исходной d заготовки, мм; d диаметр пуансона,, мм. Kl ы dt) со