О 1чЭ
Изобретение относится к порошковой металлургии, в частности к способу получения составных изделий из железографитового материала.
Известен способ изготовления составных изделий, заключающийся в раздельном прессовании и спекании деталей, их последующем соединении горячим прессованием через промежуточный порошкообр азный слой 1.
Недостатками известного способа являются трудоемкость и сложность технологии.
Наиболее близким к предложенному по технической сущности и достигаемому результату является способ изготовления составных изделий из железографитового материала, заключающийся в том, что раздельно прессуют и спекают охватываемую и охватывающую части изделия, а после сборки изделия осуществляют термическую обработку в порошкообразном сплаве сормайт C2J.
Недостатками известного способа являются низкая прочность соединения высокая трудоемкость процесса.
Цель изобретения - повьлпение прочности соединения и снижение трудоемкости процесса.
Поставленная цель достигается тем, что согласно способу изготовления составных изделий из железографитового материала, включаюиему раздельное прессование охватывающей и охватываемой частей изделия, их сборку и спекание, охватываемую часть изделия прессуют из материала, содержащего 0,5-8 вес.% порошка литого твердого сплава на основе железа марки сормайт.
Введение в состав материала охватываемой части изделия порошка сплава сормайт, кроме образования физичеркого контакта за счет разницы в коэффициентах термического расширения, приводит к объемному взаимодействию путем развития охватывания соединяемых деталей по поверхности контакта за счет диффузионного взаимодействия частиц сормайта, находящихся на внешней образующей поверхности охватываемой детали с железографйтовой поверхностью охватывающей детали, что обеспечивает высокую прочность соединения.
При спекании собранных прессовок происходит интенсивное диффузионное взаимодействие на контактных поверхностях, т.е. поверхностя;х соприкосновения охватываемой и охватывающей деталей между частицами сплава сормайт и железографитом. В результате реакционно-химического взаимодействия хрома, содержащегося в частицах
сплава на поверхности охватываемой детали и углерода материала охваты вающей детали, образуется избыточная фйза карбидов хрома, которая выделяется по границе контакта, диффузионно, проникая вглубь охватывающей детали, тем самым залечивая последнюю и повышая прочность соединения.
Способ осуществляют следующим образом.
0 П р и м е р . Из смеси железного порошка ПЖ4КЗ ГОСТ 9849-74 (97%/ с порошком графита ТКБ ГОСТ 4440-73 (2%) и порошком сплава сормайт ПГС-1 ГОСТ 31448-75 (Сг- 25-31%,
с Ni 3 - 5%, Fe 54 - 65%, 5i 2,8 4,2%, Mnl,5%, С 2,5 - 3,3%) прессуют при удельном давлении 600 МПа охватываемую втулку наружным диаметром 20Дд41 внутренним - 12 мм, высотой 30 мм. Охватывающую втулку
0
поессуют из смеси железного порошка ПЖ4МЗ (98%)и графита ТКБ (2%), наружный диаметр 25 мм, внутренний 20 + 0,01 мм и высота 20 мм.
Затем детали собирают в изделие
5 путем установки охватываемой детали
в охватывающую и спека1дт при 1000 °С ,в течение 3ч.
На полученных таким образом образцах определяют величину усилия, не0 обходимого для выпрессовки охватываемой детали из охватывающей.
По известному способу из смеси железного порошка ПЖ4МЗ (98 %) и порошка графита ТКБ (2%) прессуют
5 детали изделия с размерами, аналогичными указанным. Затем прессовки спекают в среДе водорода при 1080°С 1,5 ч, проводят механическую обработку посадочных мест соединяемых
д деталей, сборку изделия и термичес, кую обработку собранного изделия в порошковой смеси, содержащей 70% сплава сормайт, 29% шамота и 1% хлористого аммония.
Усилие распрессовки деталей сос5тавного изделия, полученного известным способом составляет 1250 кг. Прочность соединений деталей при получении изделий предложенным способом при следующемколичестве вве0 денной добавки сплава сормайт,%: 0,2; 0,5; 2,0; 6,0; 8,0; 9,0, соответственно равна, кг: 825; 1134; 2140; 2360; 2385; 2080. При введении более 8% сормайта на поверхнос5 ти изделия появляется сетка микротрещин вследствие резкого возрастания сил упругост1Г-1 оследействия.
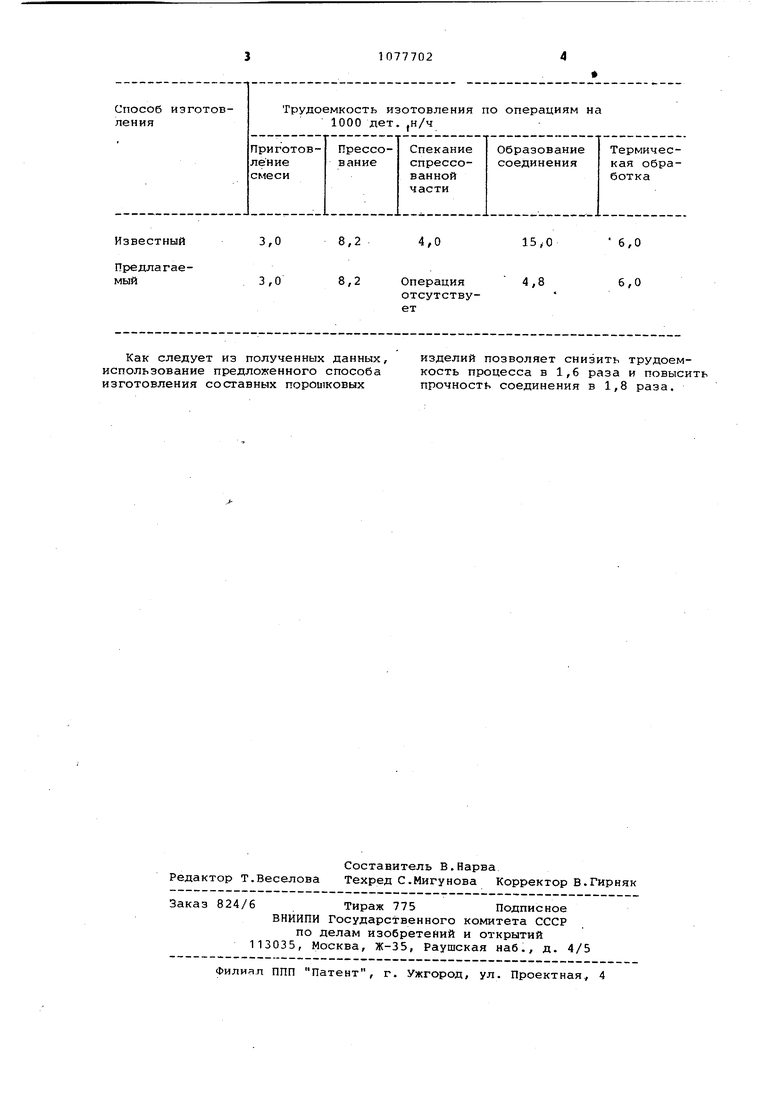
Данные о трудоемкости изгртовлеQ ния составных порошковых изделий
по известному и предложенному способам представлены в таблице. Известный Предлагае8,2 мый Операция отсутствует
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составныхСпЕчЕННыХ издЕлий | 1979 |
|
SU831367A1 |
| Способ изготовления составных порошковых изделий | 1982 |
|
SU1034837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198070C2 |
| Способ изготовления распылителя форсунки | 1979 |
|
SU872034A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2285585C1 |
| Способ получения составных изделий | 1989 |
|
SU1692738A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120352C1 |
| Способ изготовления спеченных составных железомедно-графитовых изделий | 1985 |
|
SU1323235A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ ИЗ ЖЕЛЕЗОГРАФИТОВОГО МАТЕРИАЛА, включающий раздельное прессование охватывающей и охватываемой частей изделия, их сборку и спекание, отличающийся тем, что, с целью повышения прочности соединения и снижения трудоемкости процесса, охватываемую часть изделия прессуют из материала, содержащего 0,5-8 вес,% порошка литого твердого сплава на основе железа марки сормайт.
Как следует из полученных данных, использование предложенного способа изготовления составных порошковых
изделий позволяет снизить трудоемкость процесса в 1,6 раза и повысить прочность соединения в 1,8 раза.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| D, 1973, 2, Авторское свидетельство СССР № 831367, кл, В 22 F 7/06, 1979, | |||
