Изобретение относится к сгаикостроению и может бмть использовано, например, в многошпиндельных сверлильных станках ..: числовым программным управлением для обработки отверстий плат печатного монтажа. Известен механизм автоматической смены инструмента сверлильного станка с числовым программным управлением, содержащий корпус с цангами под оправки с инструментом, пневмоцилиндр управления перемещением установленной подвижно относительно корпуса планки (1). Известный механизм имеет сложную конструкцию ввиду наличия большого количества взаимно перемещающихся деталей, что не гарантирует высокой надежноети их работы. Цель изобретения - повышение надежности работы механизма путем упрощения конструкции. Поставленная цель достигается тем, что в механизме автоматической смены инструмента сверлильного станка с числовым программным управлением, содержащем корпус с цангами под оправки с инструментом и пневмоцилиндр управления перемещением установленной подвижно относительно корпуса планки, в планке выполнены окна, а на оправках - кольцевые канавки, при этом планка установлена с возможностью перемещения перпендикулярно осям оправок и взаимодействия ее окон с кольцевы ми канавками оправок. На фиг. I изображен предлагаемый механизм автоматической смены инструмента, продольный разрез; fa фиг. 2 - вид А на фиг. 1. Механизм автоматической смены .инструмента состоит из корпуса 1, содержащего, например, пять подпружиненных пружинами 2 цанг 3 и подвижную относительно корпуса планку 4 с фигурными 5, связанную посредством стержня 6 со штоком 7 пневмоцилиндра ,8 управления перемещениями планки 4. Планка 4 перемещается в продольном пазе корпуса 1, закрыТом сверху щитком 9 с кольцевыми окнами. Цанги 3 имеют внутренний обратный конус для удержания оправок 10 с инструментом, которые в свою очередь имеют ответный конус на наружной поверхности и кольцевую канавку И. Хвостовая часть ojipHBOK 10 выполнена в виде цанги. В исходком положении механизма поршень пневмоцилиндра 8 находится в крайнем правом положении, планка 4 сдвинута вправо та. образом, что большая часть фигурного окна 5 совмещена с кольцевым окном щитка 9. Корпус 1 установлен на столе 12 стан1 а. На каретке 13 расположены шпиндель,чые головки 14 со шпинделями 15. Меха;Низм работает следующим образом. Для изъятия оправки 10 с инструментом из щпинделя стол 12 и каретка 13, несущая шпиндельные головки 14, перемещаются таким образом, чтобы против шпинделя 15 оказалась свободная без инструмента цан,ta 3. Следует команда на останов вращения шпинделя 15 и опускание его вниз до упора торца оправки в наружный торец цанги 3, лепестки которой разжимаются и пропускают оправку 10 до упора торца последней во внутренний торец цанги 3. При этом пружина 2 деф.ормируется, что исключает жесткий удар деталей механизма. Следует команда на подачу сжатого воздуха в правую полость пневмоцилиндра 8, поршень которого через шток 7 и стержень 6 перемещает влево планку 4 таким образом, что меньшая часть фигурного окна 5 входит в кольцевую канавку 11 оправки 10. Следует команда на подъем шпинделя 15 вверх. При его движении в исходное положение оправка 10 остается в гнезде цанги 3, удерживаясь от вертикального перемещения планкой 4, благодаря взаимодействию последней с кольцевой канавкой 11 оправки 0. Для установки в шпиндель 15 требуемой оправки 10 с инструментом каретка 13 станка перемещается таким образом, чтобы против шпинделя 15 оказалась цанга 3 с инструментом. Одновременно с этим дается команда на подачу сжатого воздуха в левую полость 1шевмоцилиндра 8, поршень которого через шток 7 и стержень 6 перемещает вправо планку 4 образом, что большая часть фигурного окна 5 совмещается с кольцевы.м окном щитка 9, освобождая оправки 10 в гнездах цанг 3. Дается команда на опускание шпинделя 15. Оправка 10 входит своей хвостовой частью, выполненной в виде цанги, в гнездо шпинделя 15 до упора. При этом лепестки хвостовика опрарки 10 деформируются, создавая натяг между оправкой 10 и гнездом шпинделя 15. Пружина 2 исключает жесткий удар деталей механизма. Положение планки 4 контролируется путевыми выключателями (не показаны), что исключает возможность опускания шпинделя 15 вниз при запирании планкой 4 оправок 10 в цангах 3, а следовательно и недопустимую деформацию планок 4, ведущую к аварии. По команде происходит подъем шпинделя 15 в крайнее верхцее положение. Оправка 10 удерживается в гнезде шпинделя 15 за счет сил трения, возникающих при деформации лепестков хвостовика оправки 10, и значительно превышающих силы трения между оправкой 10 и цангой 3, благодаря малой жесткости lenecTKOB последней. Включается вращение шпинделя 15. При увеличении частоты вращения Шпинделя 15 усилие зажима оправки 10 возрастает под действием центробежных сил до величин, во много раз превышающих силы резания. Таким образом, цанга 3 и пружина 2 не взаимодействует с вращающейся оправкой 10 и не подвергаются износу, а оправка 10 не выпадает из гнезда шпинделя 15 ввиду возникновения зна читальных сил трения при деформации лепестков хвостовой ее части, выполненных более жесткими, чем лепестки цанги 3. Вращение шпинделя 15 во время всего цикла смены инструмента прекращается.
Использование предлагаемой конструкции механизма автоматической смены инструмента сверлильного станка с числовым программным управлением позволяет повысить надежность работы за; счет уменьшения количества взаимно перемещающихся деталей; т.е. за счет упрощения конструк ции.
Вид/(
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм автоматической смены инструмента станков с ЧПУ | 1988 |
|
SU1620266A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА ФРЕЗЕРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1973 |
|
SU387809A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065132A1 |
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
| Устройство для ограждения рабочей зоны металлорежущего станка | 1988 |
|
SU1602689A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
МЕХАНИЗМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА СВЕР-. ЛИЛЬНОГО СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, содержащий корпус с цангами под оправки с инструментом и пневмоцилиндр управления перемещением установленной подвижно относительно корпуса планки, отличающийся тем, что, с целью повышения надежности работы механизма путем упрощения конструкции, в планке выполнены окна, а на оправках - кольцевые канавки, при этом планка установлена с возможностью перемещения перпендикулярно осям оправок и взаимодействия ее окон с кольцевыми канавками оправок. /J с (Л СП to фиг.1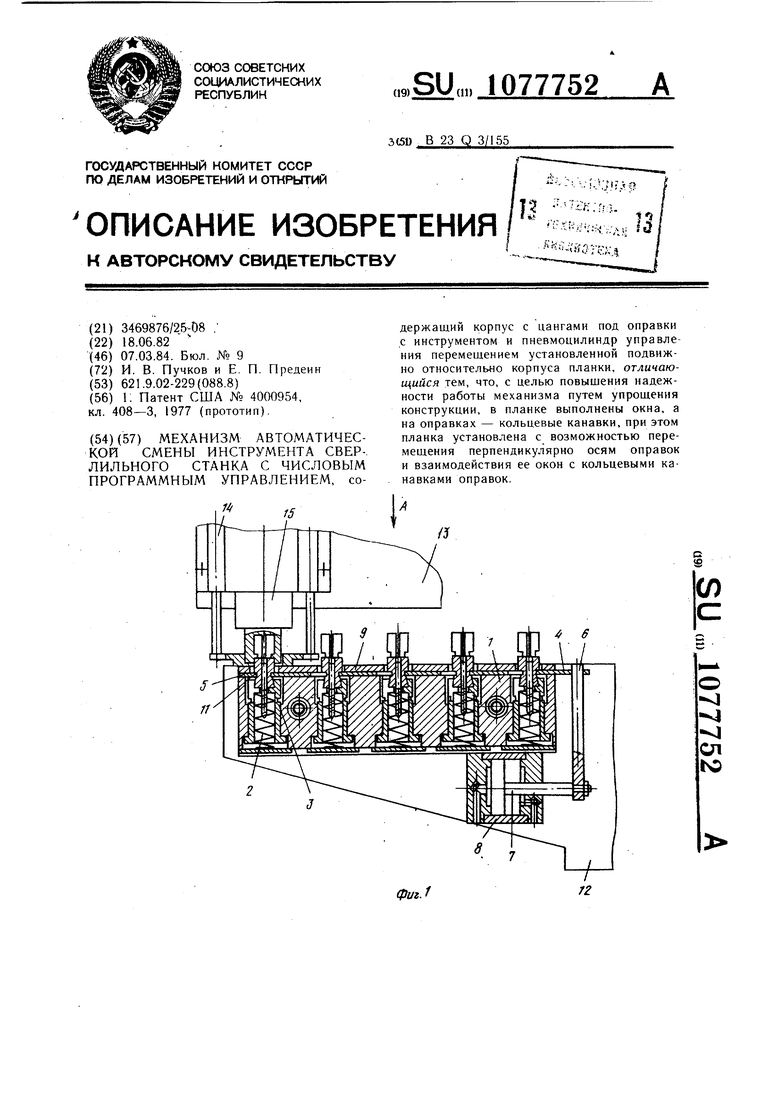
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Микрофонно-телефонно-катодный усилитель | 1923 |
|
SU408A1 |
