с: ел
САЭ
ьо
2, Устройство по п. 1, о т л и чающееся тем, что оно дополнительно снабжено подпружиненным фиксатором, расположенным диаметрально первому.фиксатору, а выступ на цилиндрической части оправки
выполнен на длине, меньшей половины ее периметра.
3..Устройство по п. 1, отличающееся тем, что верхняя засть рычагов выполнена по ра,аиусу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1976 |
|
SU657953A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Захват для автоматической смены инструментальных оправок | 1978 |
|
SU703300A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Автооператор для металлорежущих станков | 1983 |
|
SU1144844A2 |
| Устройство автоматической смены инструмента | 1987 |
|
SU1425032A1 |
| Устройство автоматической смены инструмента | 1987 |
|
SU1517240A1 |
| Станок с устройством автоматической смены инструмента | 1987 |
|
SU1472209A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА МЕТАЛЛОРЕ;ИТЦЕМ СТАНКЕ, состоящее из- инструментального магазина, вьтолненного в виде гнезд, установленных на сто.ле станка, в котором шпиндель снабжен механизмом зажима инструмента, выполненным в виде подпружиненного в осевом направлении стакана и рычагов, закрепленных на шпинделе станка с возможностью их взаимодайствия с оправкой, имеющей цилиндрическую часть, отличающееся тем, что, с целью повышения производитель,ности, гнездо снабжено втулкой с захватами и подпружиненным зубчатым венцом, причем втулка установлена с возможностью осевого перемещения в гнезде и взаимодействия с зубчатым венцом, на цилиндрической части оправки выполнен выступ, а шпиндель снабжен подпружиненным фиксатором, при этом последний установлен с возможностью взаимодействия с выступом оправки, а зажимной стакан - с гнеэ- cs дом.S
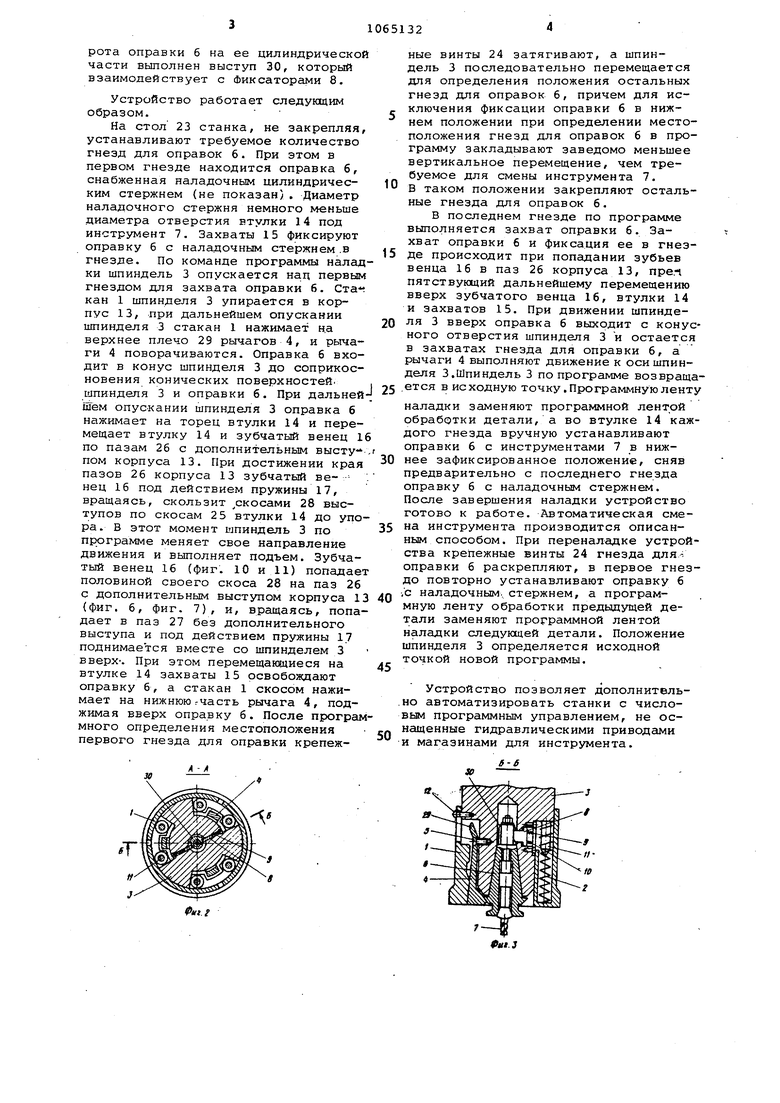
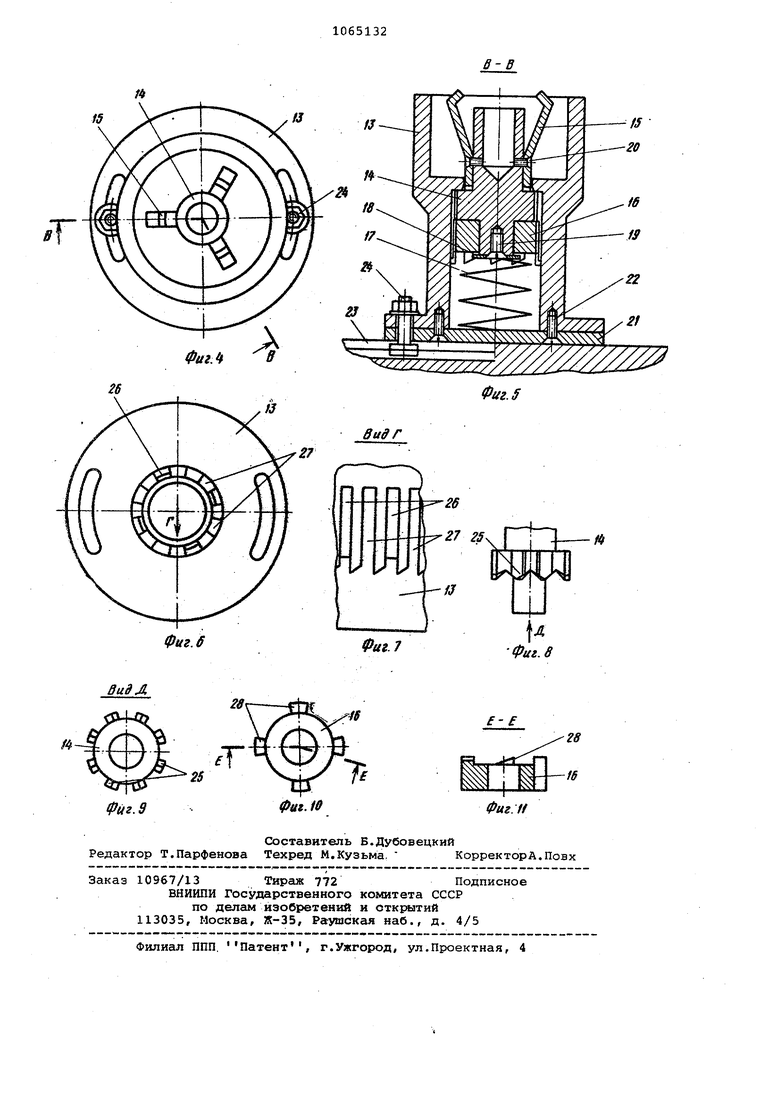
Изобретение относится к станкостроению, а именно к станкам с числовым программным управлением с авт матической сменой инструмента. Известно устройство для автомати ческой смены инструмента на металло режущем станке, состоящее из инстру ментального магазина,, выполненного в виде гнезд, установленных на стол станка у в котором шпиндель снабйсен механизмом зажима инструмента, выполненным в виде подпружиненного в Осевом направлении зажимного стак на и рычагов, закрепленных на шпинд ле стакана с возможностью их взаимо действия с оправкой, имеющей- рическую часть Недостатком известного устройств является невысокая производительнос ввиду длительного времени смены инструмента. Цель изобретения - повышение производительности. Для достижения указанной цели в устройстве для автоматической смены инструмента на металлорежущем станке, состоящем из инструментального магазина, выполненного в виде гнезд, установленных на столе станка, в котором шпиндель снабжен механизмом зажима инструмента, выполненным в виде подпружиненного в осевом направлении зажимного стакана и рычагов, закрепленных на шпинделе станка с возможностью их взаимодействия с оправкой, имеющей цилиндрическую часть, гнездо снабжено втулкой с захватами и подпружи1 енны венцом, лричем втулка установлена с возможностью осевого перемещения в гнезде и взаимодействия. с зубчатым венцом, на цилиндрической части оправки выполнен выступ, а шпиндель снабжен подпружиненным фиксато ром, при этом последний установлен с возможностью взаимодействия с выс тупом оправки, а зажимной стакан с гнездом. Устройство дополнительно снабжено подпружиненным фиксатором, распо ложенным диаметрально первому фикса тору, а выступ на цилиндрической ча ти оправки выпоянен на длийе, меньшей половины ее периметра. в устройстве верхняя часть рычагов выполнена по радиусу. На фиг. 1 изображено устройство смены инструмента; на фиг. 2 - разрез А-А на фиг. 1 (механизма зажи ма инструмента) ; на фиг. 3 - разрез Б-В на фиг. 2; на фиг, 4 - гнездо инструмента, вид сверху; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - корпус гнезда, вид снизу; на фиг. 7 - вид Г на фиг. 6 (на пазы корпуса гнезда); на фиг. 8 - втулка; на фиг. 9 - вид D на фиг.8; на фиг. 10 - зубчатый венец; на фиг. 11 - рдзрез Е-Е на фиг. 10. Б состав устройства для автоматической сМены инструмента входит механизм зажима инструмента, который содержит зажимной стакан 1 со скосом, поджатый пружинами 2 и подвижный вдоль оси шпинделя 3. Стакан 1 прижимает рычаги 4, закрепленные на шпинделе 3 винтами 5 с шаровой головкой. Рычаги 4 фиксируютв осевом направлении имеющую цилиндрическую часть оправку 6 с инструментом 7. Шпиндель 3 снабжен фиксаторами 8, поджатыми пружинами 9 и закрытыми крышкой 10. Штифты 11 являются направлягацими пружин 2 на участке между шпинделем 3 и стаканом 1. Винты 12 служат ограничением крайнего нижнего положения стакана 1 при отсутствии в шпинделе 3 оправки 6. Инструментальный магазин состоит из гнезд для оправок б с инструментом 7. Гнездо для оправки 6 с инструментом 7 состоит ИЗкорпуса.13, втулки 14, захватов 15 и зубчатого венца 16, поджатого снизу пружиной 17 и закрепленного на втулке 14 шайбой 18 и винтом 19. Захваты 15 закреплены на втулке 14 винтами 20 с паровой головкой. Гнездо для оправки 6 закрывается крышкой 21 с винтами 22 и крепится к столу 23 стакана винтами 24. На втулке 14 выполнены скосы 25 обратного наклона. Внутри корпуса 13 выполнены пазы 2i с дополнительными выступами и пазы 27 без дополнительных выступов. На вен це 16 выполнены скосы 28 выступов, Верхнее плечо 29 рычагов 4 выполнено по радиусу. Для исключения поворота оправки б на ее цилиндрической части выполнен выступ 30, который взаимодействует с Фиксаторами 8. Устройство работает следующим образом. На стол 23 станка, не закрепляя, устанавливают требуемое количество гнезд для оправок 6. При этом в первом гнезде находится оправка б, снабженная наладочным цилиндрическим стержнем (не показан). Диаметр наладочного стержня немного меньше диаметра отверстия втулки 14 под инструмент 7. Захваты 15 фиксируют оправку б с наладочным стержнем .в гнезде. По команде программы налад ки шпиндель 3 опускается на.ц первым гнездом для захвата оправки 6. Стакан 1 шпинделя 3 упирается в корпус 13, при дальнейшем опускании шпинделя 3 стакан 1 нажимает н.а верхнее плечо 29 рычагов 4, и рычаги 4 поворачиваются. Оправка б входит в конус шпинделя 3 до соприкосновения конических поверхностей, шпинделя 3 и оправки 6. При дальней 12ем опускании шпинделя 3 оправка 6 нажимает на торец втулки 14 и перемещает втулку 14 и зубчатый венец 1 по пазам 26 с дополнительным высту-пом корпуса 13. При достижении края пазов 26 корпуса 13 зубчатый венец 16 под действием пружины 17, вращаясь, скользит скосами 28 выступов по скосам 25 втулки 14 до упо ра, в этот момент шпиндель 3 по программе меняет свое направление движения и выполняет подъем. Зубчатый венец 16 (фиг. 10 и 11) попадае половиной своего скоса 28 на паз 26 с дополнительным выступом корпуса 1 (фиг. 6, фиг. 7), и, вращаясь, попа дает в паз 27 без дополнительного выступа и под действием пружины 17 поднимается вместе со шпинделем 3 вверх-. При этом перемещающиеся на втулке 14 захваты 15 освобождают оправку б, а стакан 1 скосом нажимает на нижнююгчасть рычага 4, поджимая вверх оправку б. После програ много определения местоположения первого гнезда для оправки крепежные винты 24 затягивают, а шпиндель 3 последовательно перемещается для определения положения остальных гнезд для оправок 6, причем для исключения фиксации оправки 6 в нижнем положении при определении местоположения гнезд для оправок б в программу закладывают заведомо меньшее вертикальное перемещение, чем требуемое для смены инструмента 7. В таком положении закрепляют остальные гнезда для оправок б. В последнем гнезде по программе вьополняется захват оправки б. Захват оправки б и фиксация ее в гнезде происходит при попадании зубьев венца 16 в паз 26 корпуса 13, прел пятствующий дальнейшему перемещению вверх зубчатого венца 16, втулки 14 и захватов 15. При движении шпинделя 3 вверх оправка 6 выходит с конусного отверстия шпинделя 3 и остается в захватах гнезда для оправки 6, а рычаги 4 выполняют движение к оси шпинделя 3.Шпиндель 3 по программе возвращается в исходную точку .Программную ленту наладки заменяют программной лентой обработки детали, а во втулке 14 каждого гнезда вручную устанавливают оправки 6 с инструментами 7 в нижнее зафиксированное положение, сняв предварительно с последнего гнезда оправку 6 с наладочным стержнем. После завершения наладки устройство готово к работе. Автоматическая смена инструмента производится описанным способом. При переналадке устройства крепежные винты 24 гнезда дляоправки б раскрепляют, в первое гнездо повторно устанавливают оправку 6 ,с наладочным., стержнем, а программную ленту обработки предыдущей детали заменяют программной лентой наладки следующей детали. Положение шпинделя 3 определяется исходной точкой новой программы. Устройство позволяет дополнительно автоматизировать станки с числовым программным управлением, не оснащенные гидравлическими приводами и магазинами для инструмента.
Фн1 г
f-f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для УДАЛЕНИЯ ИНСТРУМЕНТА ИЗ ШПИНДЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 0 |
|
SU282893A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
