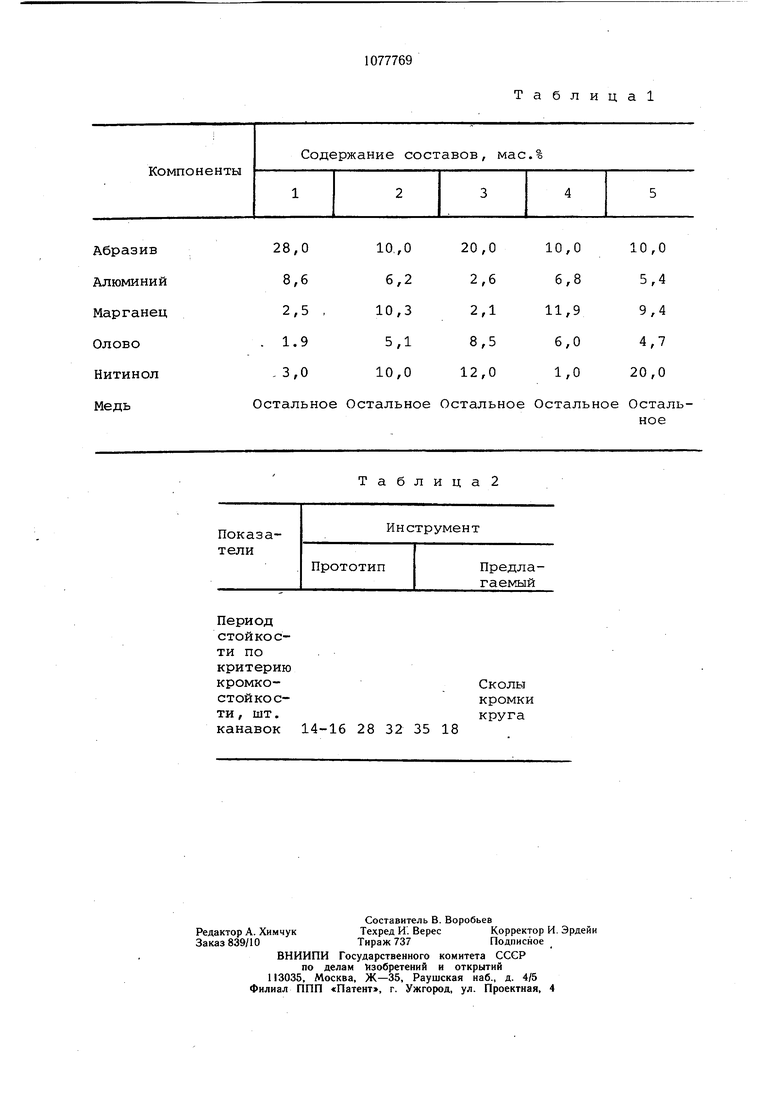
О) UD Изобретение относится к изготовлению алмазного инструмента на металлической связке методом порошковой металлургии и может быть использовано на предприятиях, изготавливающих алмазный инструмент. По основному авт.. св. № 632561 известна абразивная масса на медной основе, включающая алюминий, марганец, олово. Инструмент предназначен для работы, в частности периферией При изготовлении кругов, работающих периферией с угловой формой, например, для нарезания зубьев твердосплавных борфрез в глубинном и электролитическом режимах, основным критерием качества кругов является кромкостойкость инструмента. Известная абразивная масса не позволяет получать круги углового профиля с достаточно высокой кромкостойкостью. Цель изобретения - повышение режущей способности круга путем увеличения его кромкостойкости. Цель достигается тем, что в абразивную массу, содержащую алюминий, марганец, медь и олово, введено 3-12 мае. % нитинола. При этом содержание всех указанных компонентов должно быть следующим (при неизменном соотношении компонентов алюминия, марганца, меди и олова), мас./о Абразив10,0-28,0 Алюминий2,6-8,6 Марганец2,1 - 10,3 Олово1,9-8,5 Нитинол (TiNi)3,0-12,0 МедьОстальное Введение нитинола (TiNi), обладающего высокой электропроводностью (37,4 мкОмсм), прочностными характеристиками ( 95 кгс/мм, микротвердостью 350 кгс/мм), существенно влияет на улучшение прочностных характеристик и увеличение кромкостой кости алмазносного слоя. Кроме того, введение нитинола в указанных пределах позволяет получить коэффициент линейного расширения алмазоносного слоя одинаковый с коэффициентом линейного расширения корпуса (11,5-12,5-10 .1/град°С), что исключает отслаивание алмазоносного слоя от корпуса при изготовлении и эксплуатации кругов. При введении нитинола свыше 12 мас.% из-за чрезмерной хрупкости связки наблюдаются сколы на кромке инструмента. Введение нитинола менее 3 мае. Д| несущественно влияеет на режущую способность кругов. 1 9 Применение связок предлагаемого состава позволяет изготовить высокоэффективный абразивный инструмент, обладающий высокой производительностью (режущей способностью) и имеющий высокую кромкоемкость. Предлагаемые составы изготовленного алмазного инструмента представлены в табл. 1. Режимы изготовления: давления 196 МПа температура спекания 700°С. Круги формы 11V9 с углом 75° из алмазов марки АС6 зернистостью 80/63 с относительной концентрацией 150 испытывают в электролитическом режиме при выщлифовке канавок глубиной 1,0 мм и длиной 160 Мм на пластинах размером 160x60 мм из твердого сплава ВК8 на модернизированном заточном станке мод. ЗВ642. В процессе проведения испытания кругов определяют их стойкость (период стойкости находится по критерию кромкостойкости, определяемый количеством вышлифованных канавок до достижения радиуса при вершине кромки круга, равного 0,2 мм). Режимы испытания кругов: Окружная скорость Продольная подача, м/мин Глубина шлифования, мм Напряжение технологического тока, В Сила тока, А Состав электролита, г/л: Углекислый натрий . 10 Азотнокислый натрий 30 ВодаОстальное Сравнение эксплуатационных показателей кругов предлагаемого состава связки производят с показателями инструмента, изготовленного в соответствии с прототипом (связка М25) и применяемого до настоящего времени в производстве при нарезании канавок в борфорезах из твердого сплава в электролитическом режиме. Эксплуатационные показатели алмазных кругов и результаты испытания их на связке предлагаемого состава и известного при обработке образцов из твердого сплава ВК8 приведены в табл. 2. Испытания показывают, что круги предлагаемого состава имеют более высокую стойкость (до 2-х раз) по сравнению с прототипом.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Металлическая связка для изготовления абразивного инструмента | 1982 |
|
SU1047670A1 |
| Масса для изготовления алмазного инструмента | 1983 |
|
SU1154084A1 |
| Масса для изготовления алмазно-абразивного инструмента | 1987 |
|
SU1463460A1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Способ изготовления алмазоносногоэлЕМЕНТА | 1979 |
|
SU823105A1 |
| Металлическая связка | 1979 |
|
SU833433A1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА | 1992 |
|
RU2028916C1 |
| Связка на основе высокоэнтропийного сплава для изготовления алмазного инструмента | 2024 |
|
RU2835270C1 |
| Металлическая связка | 1978 |
|
SU1021093A1 |
МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ по авт. св. № 632561, отличающаяся тем, что, с целью повышения режущей способности инструмента путем увеличения кромкостойкости его, в массу введено 3-12 мае. °/д нитинола. 
Сколы
кромки
круга
16 28 32 35 18
Таблица2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Масса для изготовления абразивного инструмента на металлической связке | 1977 |
|
SU632561A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
