00 4
Изобретение относится к производству алмазно-абразивных инструментов, в частности к составу массы для изготовления рабочей части алмазных инструментов на металлической связке, предназначенных для обрботки стекла.
Цель изобретения - повышение режущей способности и кромкостойкости алмазного инструмента при обработке стекла путем введения в соста массы каталитически активного мелкодисперсного никеля, позволяющего увличить скорость реакции взаимодействия фторида натрия и компонентов стекла. Кроме того, повышается стойкость инструмента за счет введения в состав массы хрома
Ингредиенты массы для изготовления алмазного инструмента взяты в
мае,Л следующем соотношении. 5-25
Алмаз
Фториды щелочных
0,5-3
металлов 1,0-5,0
Хром
Мелкодисперсный порошок
2,5-5,3 никеля
Медно-оловянная связка с соотношением меди и олова 4:1
Остальное
Исследования механизма обработки стекла инструментом, изготовленHbw из предлагаемой массы, показали, что введение мелкодисперсного никеля (2-10 мкм) оказывает каталитическое действие на физико-химические процессы, происходящие в зоне обработки Активность мелкодисперсного никеля объясняется искажением его кристалли ческой решетки по сравнению с устойчивой для этого металла структурой, и соответственно, более высокой свободной энергией и большим числом активных центров.
Наличие в композиции каталитически активного мелкодисперсного никеля увеличивает скорость реакции,взаимодействия фторида натрия и компонентов стекла без увеличения концентрации фторида в связке молекулы, знергия которых была недостаточна для активных столкновений, теперь оказываются активными.
Таким образом, режущая способность круга, изготовленного из предлагаемой массы, используется максимально.
Наряду с каталитическю действием на реакции взаимодействия иона фтора и оксида кремния введение мелкодисперсного никеля улучшает Структуру медно-оловянной композиции, приводит к образованию-мелкой структуры сплава, что способствует повьшгению стойкости его к истиранию. Последнее повышает кромкостойкость инструмента, обеспечивает более продолжительное удержание алмазных ззрен, что позволяет уменьшить расход алмазов и число правок круга. Повышению стойкости алмазного инструмента к истиранию способствует также введение в связку хрома.
Из предлагаемой массы изготавли- рают специальные круги формы 2А2/Ф 18 мм с внутренним диаметром 13 мм из алмазов АС6 63/50 с относительной концентрацией 50 при следующем режиме: массу помещают в прессформу и подвергают прессованию при удельном давлении 1,5 тс/см с последующей горячей допрессовкой при 670 С и вьщержке 45 мин.
Круги испытьшают при шлифовании листового технического стекла толщиной 6-6,5 мм по торцу. Скорость вращения круга - 1500 об./мин. Обрабатываемую заготовку закрепляют в резцедержателе, перемещают с подачей ,05 мм/об, и глубиной резания ,6 мм. Общий събм стекла за опыт составляет 200-300 г.
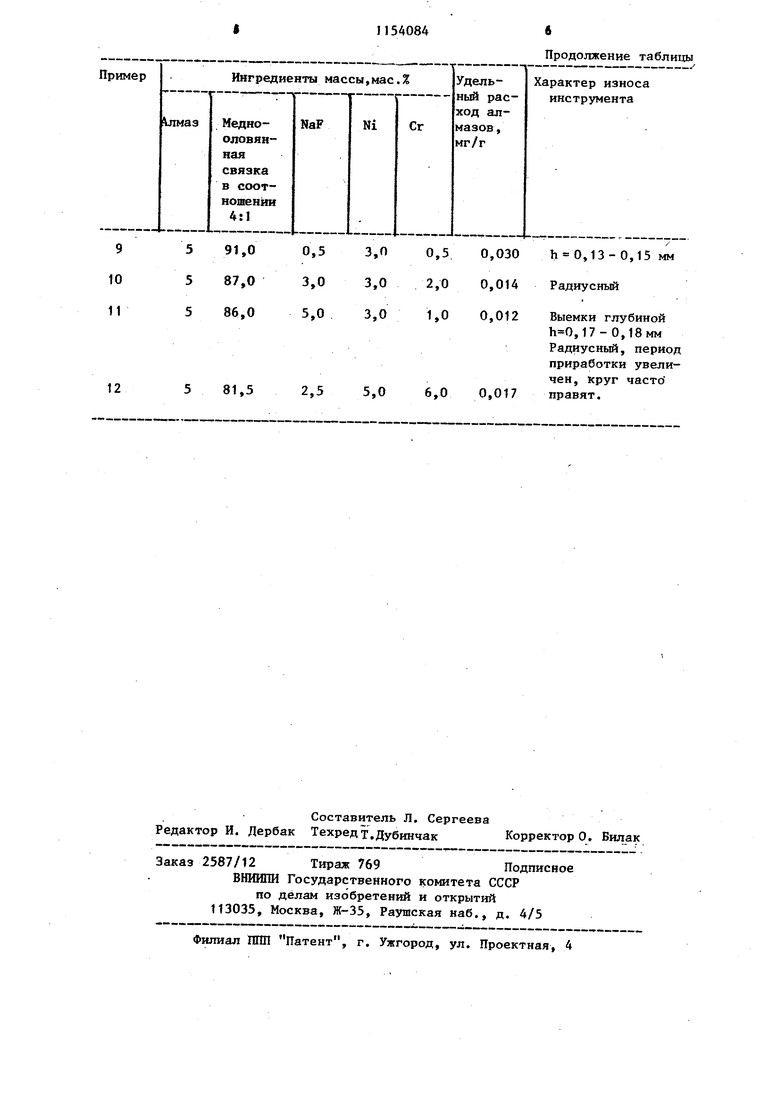
Составы кругов и результаты их испытаний приведены в таблице.
Критериями оценки инструментов являются более низкий расход алмазов при меньшей глубине выемки и соответствующем качестве обработки.
Предлагаемый инструмент в соотвеТ , ствии с известным показал удельный расход ,023 мг/г, при этом глубина выемки на круге составила 0 h 0,09-0,10 мм.
Примеры 4, 5, 6 и 10 выполнения инструмента характеризуются как меньшим удельным расходом, так и радиусной формой износа или малой глубиной выемки, что свидетельствует о высокой кромкостойкости инструмента. В этих примерах содержание компонентов находится в пределах ,5%; ,55,0%. Введение в массу никеля 11
10% и ,3-0,5% (пример 2 и 6) хотя и позволяет понизить удельный раход алмазов, но снижает кромкостойкость и такое сочетание не дает преимуществ по сравнению с известным инструментом. Введение же в массу хрома больше 6-7% (примеры 3 и 12) хотя и обеспечивает снижение удельного расхода алмазов и радиусную форму износа, однако за период опы- , та наблводается появление сколов и прижогов, приходится круги чистить абразивным инструментом, что также не дает преимуществ по сравнению с извертным инстру- ментом.
4084
Введение малого и большого количества NaF при содержании и ,5-1,0% (примеры 9 и 11) также не дает преимуществ по сравнению с 5 известным.
В примере 8 с содержанием никеля и хрома на нижних пределах имеется небольшое уменьшение удельного расхода алмазов.
Введение никеля и хрома до 5 мас.% в состав связки алмазных инструментов на основе медно-оловянной композиции и фтористого натрия позволяет снизить удельный расход алмазов в 1,3-1,5 раза и повысить Iкромкостойкость инструмента.

| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивных инструментов | 1979 |
|
SU918073A1 |
| Абразивная масса | 1982 |
|
SU1094860A1 |
| Масса для изготовления абразивного инструмента на металлической связке | 1983 |
|
SU1077769A2 |
| Металлическая связка для изготовления абразивного инструмента | 1982 |
|
SU1047670A1 |
| Способ изготовления алмазоносногоэлЕМЕНТА | 1979 |
|
SU823105A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1400868A1 |
| Масса для изготовления абразивных инструментов | 1981 |
|
SU986763A2 |
| Масса для изготовления алмазного инструмента | 1980 |
|
SU931444A1 |
| Масса для изготовления алмазно-абразивного инструмента | 1987 |
|
SU1463460A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1028493A2 |
МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, содержащая алмаз, медно-оловянную связку и фториды щелочных металлов, о т л и чающаяся тем, что, с целью повышения режущей способности и кромкостойкости алмазного инструмента при обработке стекла, масса дополнительно содержит хром и мелкодисперсный порошок никеля при следующем соотношении ингредиентов, мас.%: Алмаз5,0-25,0 Фториды щелочных 0,5-3,0 металлов 1,0-5,0 Хром Мелкодисперсный 2,5-5,5 порошок никеля Медно-оловяниая (Л связка с соотношением меди и олова 4:1 .Остальное
92,5
2,5
2 3
86,5
2,5
3,0
5 6 7
90,0
2,52,0
0,023
В зоне расположения кромки стекла выемка глубиной ,09-0,10 h-0,13-0,14
Радиусный круг плохо прирабатывается, появляются прижоги и сколы, для их устранения круг чистят.
,0 0,01Д
Радиусный, прирабатывается хорошо
h 0,02 - 0,04 мм h 0,15-0,16 мм
Радиусный, период приработки несколько увеличен,
,5 0,022
В зоне расположения кромки стекла выемки глубиной h 0,08-,0,1 мм
Продолжение таблицы
| Масса для изготовления абразивных инструментов | 1979 |
|
SU918073A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
