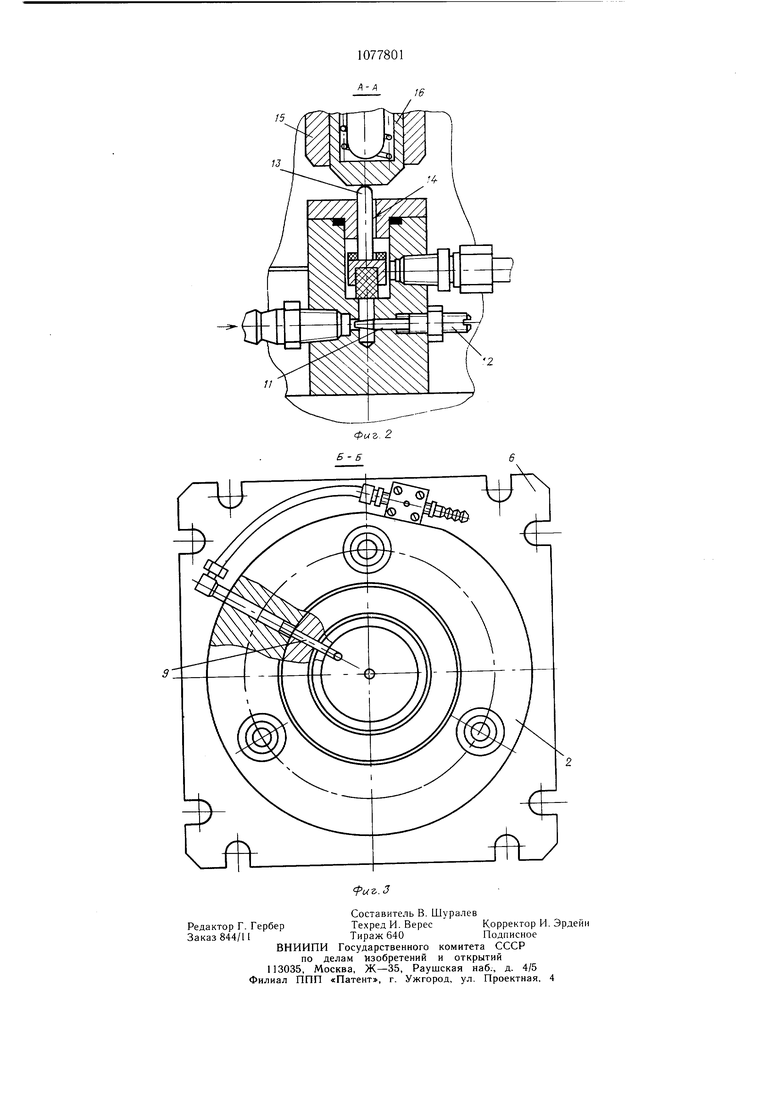
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них тонкостенных цилиндрических изделий. Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную и подвижную полуформы, с размещенной в последней выталкивающей системой, включающей выталкиватель и планку съема, перемещаемую пневмоцилиндром 1. Однако использование нескольких выталкивающих элементов не исключает возможности повреждения тонкостенных изделий при их удалении. Наиболее близкой к изобретению является литьевая форма для изготовления полимерных изделий, содержащая литниковую плиту, связанную с плитой матрицы, подвижную плиту с установленным в ней пуансоном, основание, подпружиненный выталкиватель, размещенный в пуансоне, и пневматическую систему выталкивания изделий, включающую клапан подачи сжатого воздуха 2. При изготовлении тонкостенных цилиндрических изделий в известной форме во время сталкивания их с пуансона между пуансоном и стенкой изделия образуется вакуум, под воздействием которого изделия деформируются. Имеющиеся между элементами формы зазоры, в частности между выталкивателем и пуансоном, при кратковременном сталкивании, что характерно для автоматических литьевых форм, изделий значительной длины не предотвращают в полной мере образование вакуума. Наряду с этим, подача сжатого воздуха производится до закрытия формы, за счет чего расход сжатого воздуха неоправданно увеличивается. Цель изобретения - повышение качества изделий и снижение расхода сжатого воздуха. Поставленная цель достигается тем, что литьевая форма для изготовления полимерных изделий, содержащая литниковую плиту связанную с плитой матрицы, подвижную плиту с установленным в ней пуансоном, основание, подпружиненный выталкиватель, размещенный в пуансоне, и пневматическую систему выталкивания изделий, включающую клапан подачи сжатого воздуха, снабжена телескопическим упором, установленным в литниковой плите с возможностью взаимодействия с клапаном подачи сжатого воздуха. Кроме того, телескопический упор выполнен с подпружиненной центральной частью. Полость телескопического упора соединена с источником сжатого воздуха. На фиг. 1 показана литьевая форма, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Литьевая форма содержит литниковую плиту 1, жестко связанную с плитой 2 матрицы 3, подвижную плиту 4 с установленным в ней пуансоном 5, основание 6, подпружиненный выталкиватель 7, размещенный в пуансоне 5, и пневматическую систему выталкивания изделий, включающий клапан 8 подачи сжатого воздуха и выполненный в пуансоне 5 канал 9, выходящий под головку выталкивателя 7, в которой предусмотрена кольцевая проточка 10. В клапане 8 подачи сжатого воздуха установлена дросселирующая игла 11, связанная с винтом 12 для регулирования расхода воздуха. На щтоке 13 порщня выполнена лыска 14. На литниковой плите 1 установлен с возможностью взаимодействия со штоком 13 клапана 8 подачи сжатого воздуха телескопический упор 15, который может быть выполнен с подпружиненной центральной частью 16. В варианте выполнения полость телескопического упора соединена с источником сжатого воздуха. Литьевая форма работает следующим образом. После впрыска расплава полимерного материала и технологической выдержки форма раскрывается, при этом центральная часть 16 телескопического упора 15 упирается в шток 13 клапана 8 подачи сжатого воздуха, удерживая его в закрытом положении. Далее выталкиватель 7 наталкивается на упор термопластавтомата и останавливается, в то время как основание 6 с подвижной плитой 4 продолжают перемещаться. Одновременно с отводом головки выталкивателя 7 от пуансона 5 центральная часть 16, пружиной или сжатым воздухом выдвинутая к этому моменту полностью из телескопического упора 15, отводится от штока 13 и клапан 8 подачи сжатого воздуха открывается. При совмещении кольцевой проточки 10, соединенной с каналом 9, с краем пуансона сжатый воздух подается под изделие, окончательно сбрасывая его с пуансона 5. Таким образом, образование вакуума под изделием предотвращается уже в начале его удаления, что особенно важно при изготовлении тонкостенных цилиндрических изделий. Во время смыкания формы центральная часть 16 телескопического упора 15 сразу же воздействует на шток 13 и клапан 8 подачи сжатого воздуха закрывается, при этом за счет лыски 14 канал 9 соединяется с атмосферой, чем исключается создание противодавления в формующей полости в последующем литьевом цикле. Использование данного изобретения позволяет повысить качество изделий и снизить энергозатраты.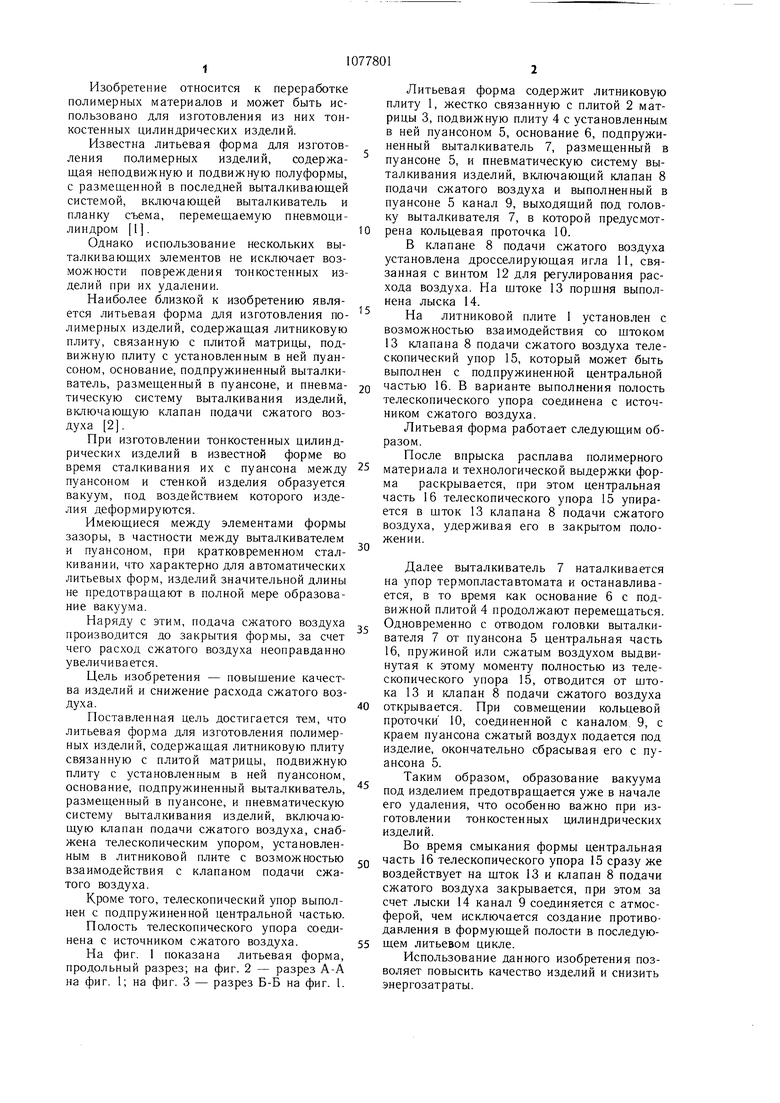
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| Литьевая форма для изготовления полимерных изделий | 1991 |
|
SU1801762A1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU713689A1 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942996A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
1. ЛИТЬЕВАЯ ФОР/VIA ДЛЯ ИЗГОТОВЛЕНИЯ ПOЛИ/V EPHЫX ИЗДЕЛИЙ, содержащая литниковую плиту, связанную с плитой матрицы, подвижную плиту с установленным в ней пуансоном, основание, подпружиненный выталкиватель, размещенный в пуансоне, и пневматическую систему выта.ткивания изделий, включающую клапан подачи сжатого воздуха, отличающаяся тем, что, с целью повыщения качества тонкостенных цилиндрических изделий и снижения расхода сжатого воздуха, форма снабжена телескопическим упором, установленным в литниковой плите с возможностью взаимодействия с клапаном подачи сжатого воздуха. 2.Форма по п. 1, отличающаяся тем, что телескопический упор выполнен с подпружиненной центральной частью. 3.Форма по п. 1, отличающаяся тем, что полость телескопического упора соединена с источником сжатого воздуха.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3534443, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Солесос | 1922 |
|
SU29A1 |
