1
Изобретение относится к устройствам для переработки пластмасс в изделия методом литья под давлением. Оно может быть использовано, в частности, для изготовления вкладышей крупногабаритных подшипников скольжения.
Известна форма для изготовления длинномерных изделий из полимеров, содержащая подвижные и неподвижные плиты, матрицу, пуансон и выталкивающую систему 1
В известной форме для извлечения длинномерного изделия требуется перемещение матрицы на значительную величину.
Наиболее близкая по технической сущности к изобретению литьевая форма для изготовления полимерных изделий, содержащая неподвижные литниковую и опорную плиты, подвижную плиту, составную матрицу, включающую основание и среднюю часть и выталкиватели 2.
В известной форме при изготовлении длинномерного изделия требуется перемещать матрицу на большую величину.
Цель изобретения - уменьшение величины перемещения матрицы при выталкивании длинномерного изделия в направлеНИИ, перпендикулярном плоскости разъема формы.
Поставленная цель достигается тем, что форма снабжена связанным со средней частью матрицы шлицевым валом с установленным на опорной плите приводом его поворота, а на основании матрицы закреплен толкатель, взаимодействующий с выключателем привода поворота вала, причем выталкиватели размещены на неподвижной литниковой плите, а расположенная напротив выталкивателей часть основания выполнена укороченной для обеспечения выхода изделия. На основании размещены подпружиненные фиксаторы, а на средней части матрицы выполнены углубления под фиксаторы.
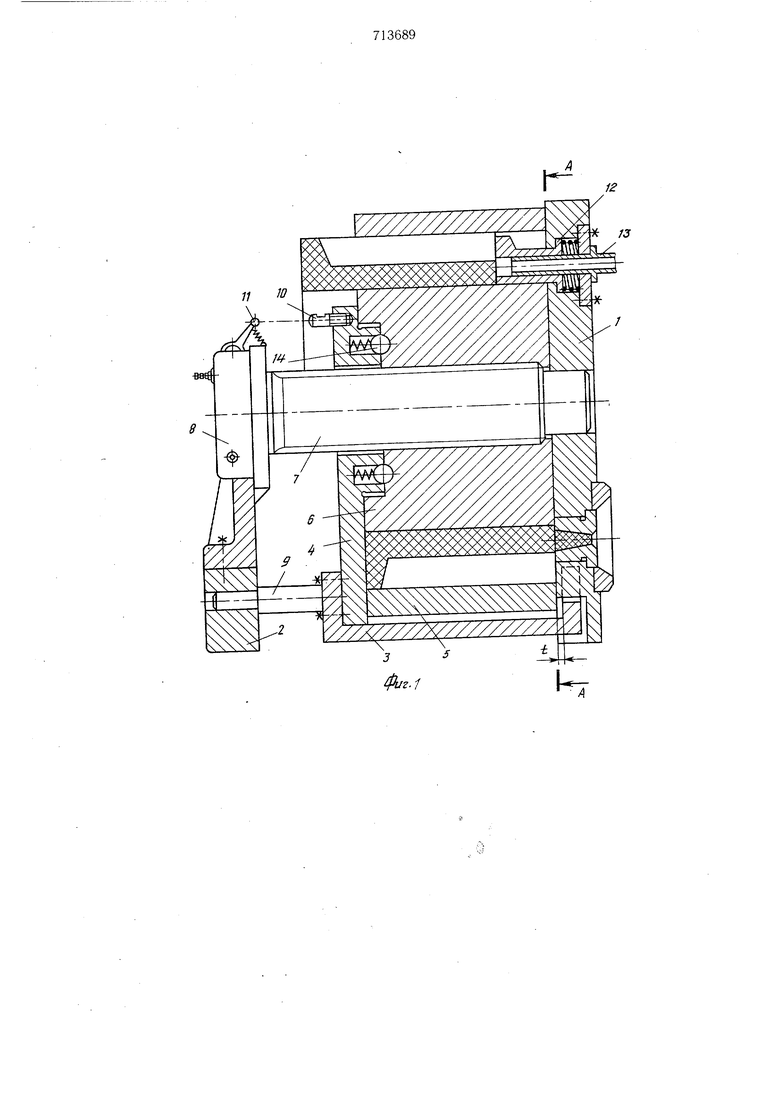
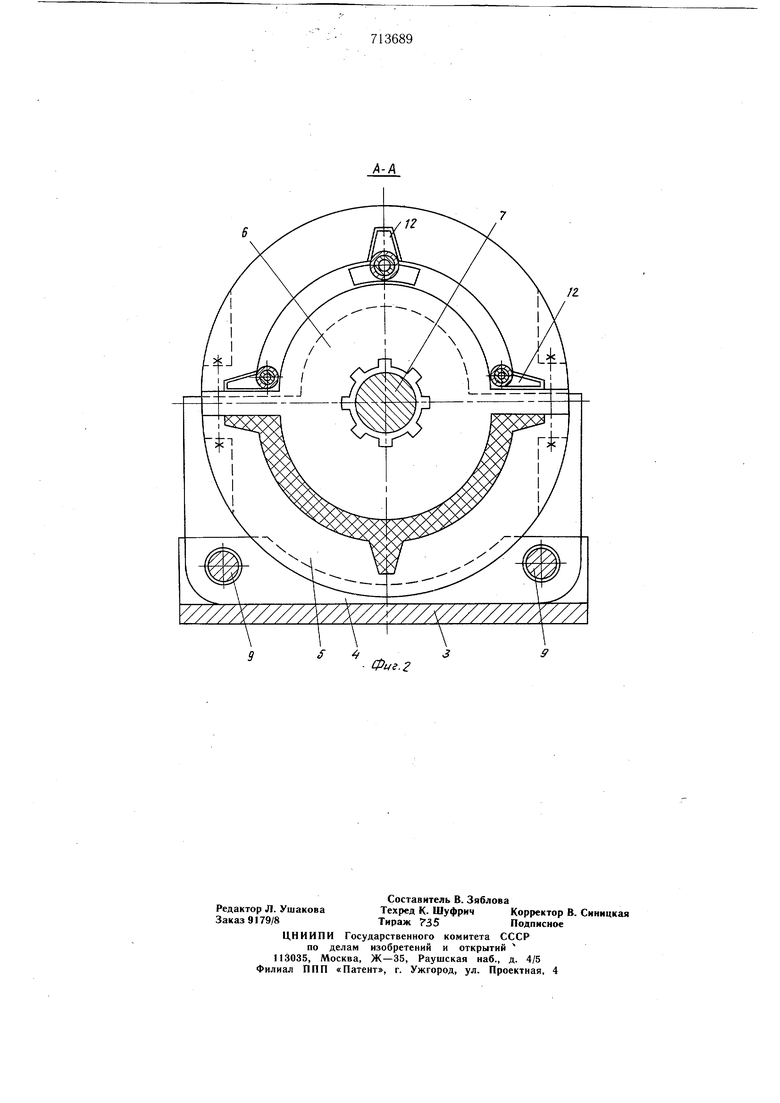
На фиг. 1 изображена литьевая форма, продольный разрез; на фиг. 2 - разрез А-А фиг. 1.
Форма содержит неподвижные литниковую плиту 1 и опорную плиту 2, подвижную плиту 3, составную матрицу, включающую закрепленное на плите 3 основание 4 и обойму 5, и среднюю часть 6, установленную на щлицевом валу 7. На опорной плите 2 размещен, привод 8 поворота вала и закрепленные одним концом направляющие 9, которые вторым концом см«онтированы на литниковой плите 1.
Для включения пневматического привода поворота вала на основании 4 матрицы установлен толкатель 10, взаимодействующий с выключателем 11 привода 8. На литниковой плите 1 размещены три подпружиненных выталкивателя - золотники 12 со щтуцерами 13 для подачи сжатого воздуха. На основании 4 расположены подпружиненные шариковые фиксаторы 14 входящие в углубления на средней части матрицы.
Форма работает следующим образом.
После заливки материала и выдержки до затвердения подвижная плита 3 по направляющим 9 вместей с обоймой 5 и скользящей вдоль шлицевого вала 7 средней частью 6 отходит от литниковой плиты 1 влево вместе с готовым изделием. В конце хода толкатель 10 включает привод, осуществляющий поворот шлицевого вала 7 на 180°.
Вместе с валом 7 поворачиваются обойма 5 и средняя часть 6 матрицы с готовым изделием.
При повороте вала основание 4 остается неподвижным. В результате поворота вала формообразующая полость с изделием становится открытой и располагается напротив выталкивателей-золотников 12. Пустая же формообразующая полость, поворачиваясь, закрывается основанием 4 и располагается напротив литниковой втулки. Пос ле поворота подвижная плита 3 осуществляет подвод системы вправо к литниковой плите 1. При этом пустая формообразующая полость подходит к литниковой втулке, а изделие упирается в выталкивателизолотники, -которые осуществляют «срыв его и последующую, подачу сжатого воздуха для удаления изделия из формообразующей полости.
Для плавного нарастания усилия вытад-, кивания и «мягкого срыва изделия выталкиватели-золотники 12 выполнены подпружиненными с возможностью перемещения
вдоль щтуцера 13, подающего сжатый возДух.
Для уменьщения трения при повороте между средней частью матрицы и основанием при раскрытии формы с помощью щарико вых фиксаторов 14 образуется зазор, величина которого (t) равна зазору между средней частью матрицы и выступом подвижной плиты.
В предлагаемой форме величина хода подвижной плиты не зависит от габаритов изготавливаемого изделия. Ее применение позволит получать крупногабаритные детали методом литья под давлением на литьевой мащине с малым ходом подвижной плиты.
15
Формула изобретения
1. Литьевая форма для изготовления полимерных изделий, содержащая неподвижные литниковую и опорную плиты, подвижную плиту, составную матрицу, включающую основание на среднюю часть, и выталкиватели, отличающаяся тем, что, с целью уменьшения величины перемещения матрицы при выталкивании длинномерного изделия в направлении, перпендикулярном
плоскости разъема формы, она снабжена связанным со средней частью матрицы щлицевым валом с установленным на опорной плите приводом его поворота, а на основании матрицы закреплен толкатель, взаимодействующий с выключателем привода вала, причем выталкиватели размещены на неподвижной литниковой плите, а расположенная напротив выталкивателей часть основания выполнена укороченной для обеспечения выхода изделия.
2. Форма по п. 1, отличающаяся тем, что на основании размещены подпружиненные фиксаторы, а на средней части матрицы выполнены углубления под фиксаторы. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 279028, кл. В 29 С 5/00, 1970.
2.Авторское свидетельство СССР
№ 436749, кл. В 29 С 5/00, 1972 (прототип).
; /J
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2295443C2 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| Литьевая форма для полимерных из-дЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU837895A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Универсальный блок для пресс-форм для изготовления полимерных изделий | 1981 |
|
SU994271A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |