Изобретение относится к строительству и предназначено для изготовления трехслойных конструкций двоякой кривизны. Известны трехслойные нлоские конструкции, где средний слой выполнен из сотопласта 1. Однако такие конструкции не обеспечивают изготовление трехслойных конструкций двоякой кривизны. Наиболее близким к предлагаемому по технической сущности является трехслойная панель, включающая общивки и заключенный между ними сотовый заполнитель, образованный зигзагообразно изогнутыми полосами, соединенными между собой в местах перегиба 2. Недостатком известной панели является сложность изготовления, т.е. требуется наличие узкоспециализированного производства. Кроме того, панель обладает повышенной материалоемкостью при недостаточной жесткости. Целью изобретения является упрощение технологии изготовления панелей с двоякой кривизной, снижение материалоемкости путем более полного использования прочностных характеристик материала полос. Указанная цель достигается тем, что в трехслойной панели, включающей обшивки и заключенный между ними сотовый заполнитель, образованный зигзагообразно изогнутыми полосами, соединенными между собой в местах перегиба, полосы сотового заполнителн соединены щарнирно у одной из их кромок. На фиг. 1 показана трехслойная конструкция, общий вид; на фиг. 2 - объемный заполнитель, разрез. Трехслойная конструкция состоит из внутренней обшивки 1, объемного заполнителя 2 в виде изгибаемого ромбического сотопласта, шарнирного соединителя 3 смежных полос и наружной обшивки 4. На внутреннюю обшивку 1 наклеивают объемный заполнитель 2, в виде изгибаемого ромбического сотопласта, который, изготавливают из полос материала (металла, бумаги, картона, ткани и т.п.) заданной расчетом ширины. Смежные полосы объемного заполнителя имеют шарнирное соединение 3 в нижней зоне с равным шагом. Затем производят приклеивание наружной обшивки 4 одинаковой формы и материала с внутренней обшивкой к объемному заполнителю. За счет шарнирного соединения смежных полос в нижней зоне объемный заполнитель легко изгибается в двух плоскостях, что обеспечивает равноудаленность внутренней и наружной обшивок между собой при плотном применении объемного заполнителя к обеим обшивкам. Это позволяет осуществлять качественное склеивание объемного заполнителя с обшивками при .минимальном расходе клея. В зависимости от растянутости ячеек объемного заполнителя меняется его жесткость. Например, объемный заполнитель, имеющий квадратную форму ячеек в плане, имеет одинаковую жесткость как в продольном, так и в поперечном направлениях, а при изменении этой формы объемного заполнителя сжатие ячеек в поперечном направлении повышает жесткость в продольном направлении и наоборот. В трехслойной конструкции объемный заполнитель воспринимает сдвигающие усилия, а растягивающие и сжимающие усиЛИЯ воспринимаются общивками. Предлагаемая трехслойная конструкция гауссовой кривизны изготовляется в следующей, последовательности. По известной методике расчета трехслойных конструкций определяют сдвигающие усилия, воспринимаемые объемным заполнителем в продольном и поперечном направлениях. В соответствии с этим определяют размер ячеек сотопласта, их форму и материал для изготовления полосПолосы одинаковой длины и ширины укладываются в пакет, количество полос в пакете определяется заданной шириной сотопласта или технологическими требованиями. По верхней полосе пакета наносится разметка с интервалом, равным длине стороны ячейки, и производится сверление отверстий заданного диаметра. Отверстие сверлят на расстоянии от края пакета, равным 3-5 диаметров отверстия, в зависимости от используемого материала. Диаметр отверстия задается из условия размещения его в крайней зоне пакета, не превышающей 1/10 ширины полосы. Если обозначить отверстия пакета в виде натурального ряда чисел (1,2, 3, ...), то соединение первой и второй полосы между собой осуществляется в последовательности четного ряда чисел (1, 3, 5, ..., 2 + 1), соединение второй и третьей полос между собой осуществляется в последовательности четного ряда чисел (2, 4, 6 2), соединение третьей и четвертой полос между собой осуществляется в последовательности нечетного ряда чисел (1, 3, 5, ..., 24-1) и т.д. Соединение смежных полос осуществляется за счет установки в отверстия заклепы диаметром меньшим чем диаметр отверстия с сохранением зазора между полосами, равным 1/3:1/2 диаметра отверстия. Такое соединение полос между собой обеспечивает работу шарнира в двух взаимно перпендикулярных плоскостях. Соединительным элементом помимо заклеп может служить жесткое проволочное кольцо, вставляемое в отверстия смежных полос, болт с гайкой или гибкая проволока, капроновая нить, прикрепленная к смежным полосам путем сваривания, пайки или приклеивания. Изготовленный таким способом ромбический сотопласт укладывают на внутреннюю обшивку, предварительно смазав ее наружную сторону клеем, после чего накладывают наружную обшивку, внутренняя сторона которой покрыта слоем клея. Собранную трехслойную конструкцию зажимают струбцинами и выдерживают до полного высыхания клея. Придание трехслойным конструкциям двоякой кривизны резко повышает их прочностные характеристики без изменения материалоемкости и позволяет использовать их в качестве несущих и ограждающих конструкций большепролетных сводов и куполов. Экономический эффект предлагаемого технического решения создается за счет снижения материалоемкости объемного заполнителя, использования более дешевых материалов и упрощения технологии изготовления.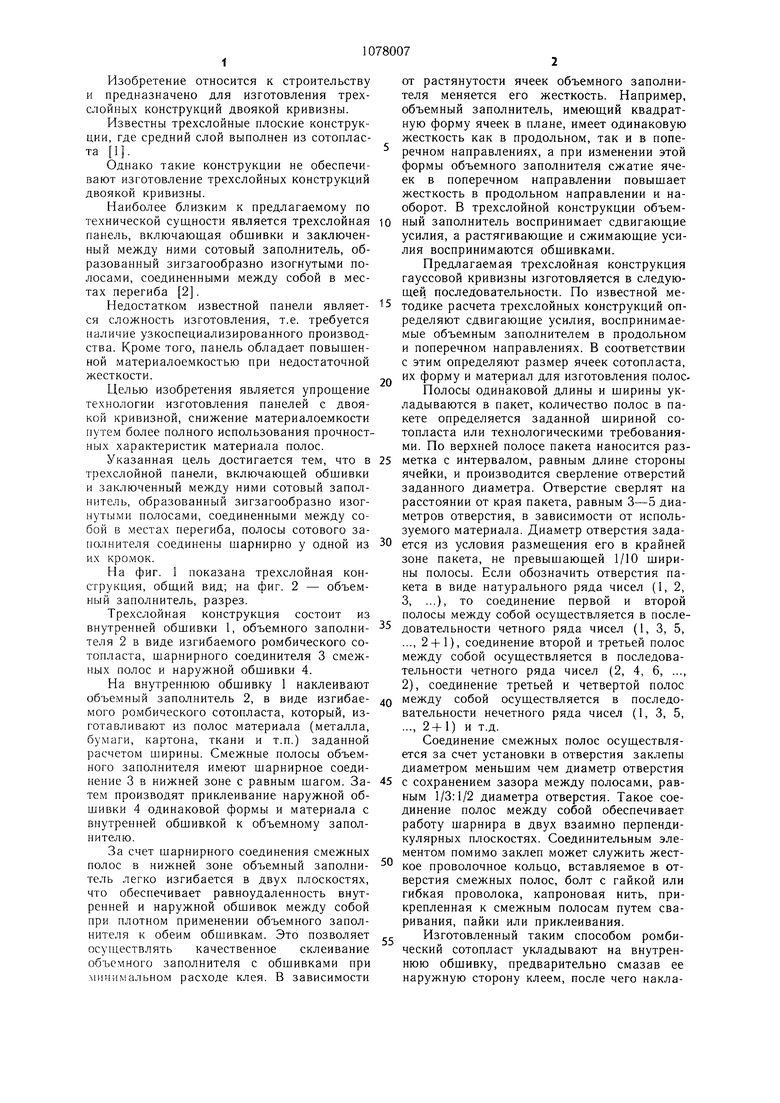
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ МЕБЕЛИ ИЗ БУМАЖНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ | 1994 |
|
RU2115549C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ | 2004 |
|
RU2276637C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ СЛОЖНОЙ КРИВИЗНЫ | 2018 |
|
RU2680571C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2014 |
|
RU2565711C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ СТУПЕНЧАТОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2471586C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Способ изготовления многослойных панелей | 1978 |
|
SU763135A1 |
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
ТРЕХСЛОЙНАЯ ПАНЕЛЬ, содержащая обшивки и заключенный между ними сотовый заполнитель, образованный зигзагообразно изогнутыми полосами, соединенными между собой в местах перегиба, отличающаяся тем, что, с целью упрощения технологии изготовления панелей с двоякой кривизной, снижения материалоемкости путем более полного использования прочностных характеристик материала полос, полосы сотового заполнителя соединены щарнирно у одной из их кромок. (Л 00 о о 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шунгский Б | |||
| Е | |||
| Строительные конструкции с сотовыми заполнителями | |||
| М., Стройиздат, 1977, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 2001632, кл | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
