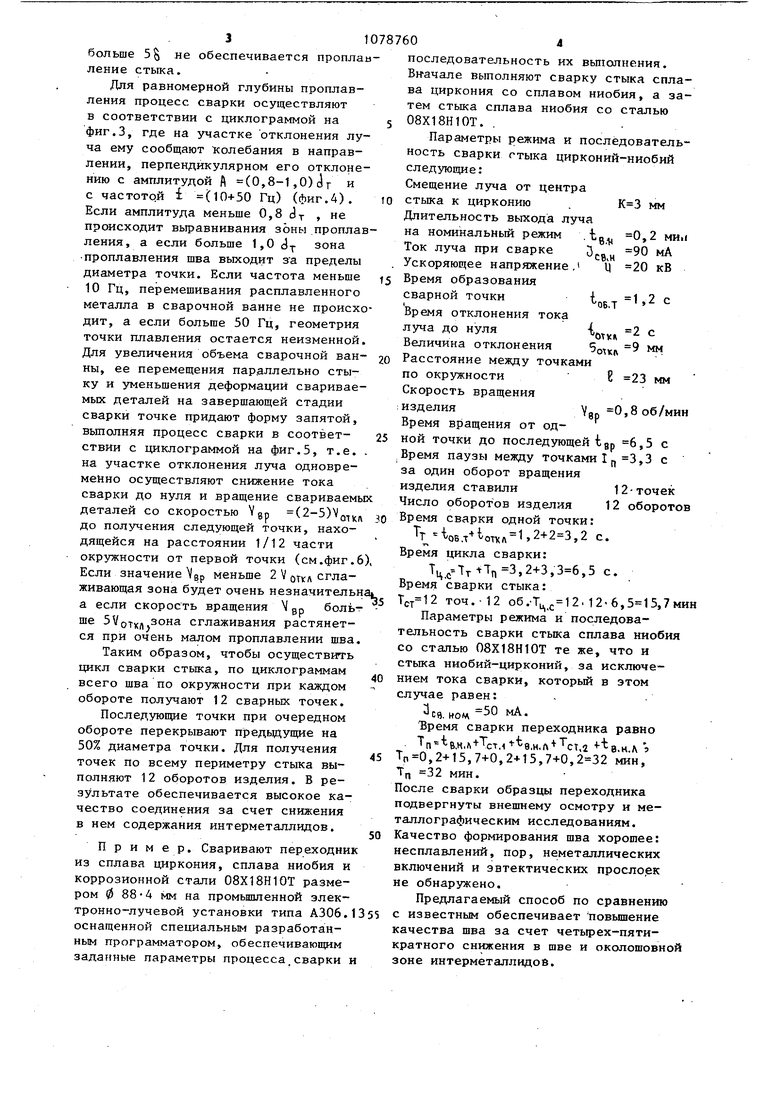
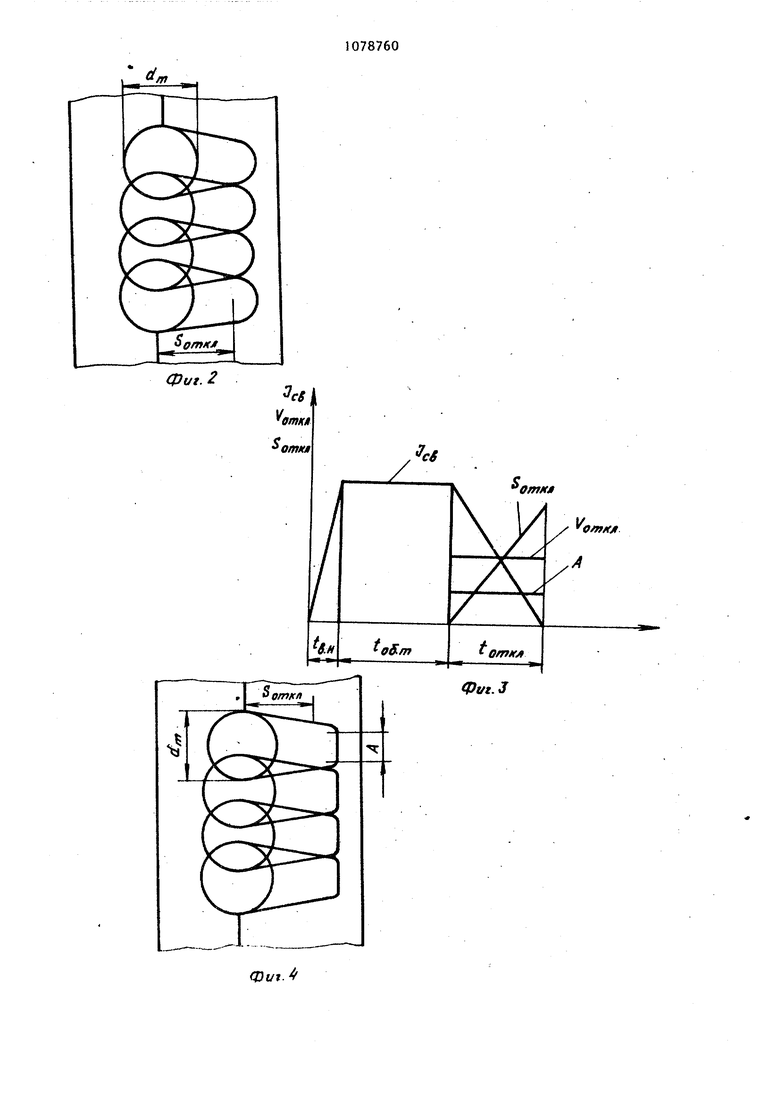
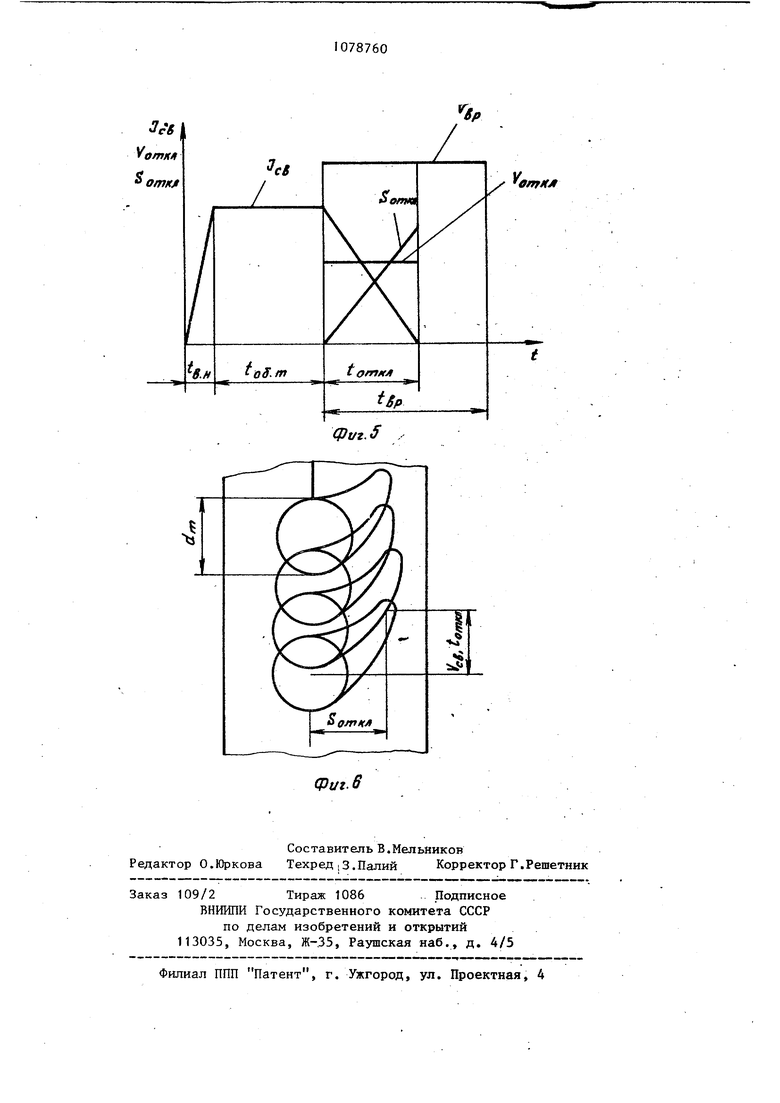
Изобретение относится к технологии электронно-лучевой сварки. Известен способ электронно-лучевой сварки разнородных материалов при котором луч в процессе сварки смещают относительно центра стыка н один из свариваемых материалов jj . Недостатком способа является невысокое качество соединения. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ импуль ной электронно-лучевой сварки кольцевых швов, при котором на стыке свариваемых деталей ,с определенным шагом формируют сварные точки, промежутки между которыми последова тельно с тем же шагом заполняют час тично перекрывающими одна другую сварными точками z . , Недостатком способа является невысокое качество соединения разнородных материалов из-за высокого содержания в нем интерметаплидов. Целыо изобретения является повышение качества соединения.разнородгных материалов путем снижения в нем содержания интерметаллидов. Цель достигается тем, что в способе импульсной электронно-лучевой сварки кольцевых швов, преимущественно разнородных материалов, при котором на стыке свариваемых деталей с определенным шагом формирзпот сварные точки, промежутки между кот рыми последовательно с тем же шагом заполняют частично перекрывающими одна другую сварными точками, в конце каждого импульса электронньй луч отклоняют перпендикулярно направлению сварки в сторону легкопла кого материала на расстояние, равно 1,5-2,5 диаметра сварной точки, при чем последний-равен 1-2 толщинам свариваемого материала, а скорость отклонения равна кл.С-8, , где С - коэффициент, равный, 1,5.толщина свариваемого матер ала. Электронньй луч в отклоненном по ложении можно колебать с амплитудой равной 0,8-1 диаметру сварной точки и частотой, равной 10-50 Гц. В процессе отклонения электронно го луча спяриваемые летали м мжио вращать со скоростью, равной 2-5 скоростям его отклонения. На фиг.1 изображена циклограмма процесса сваркиj на фиг. 2 - схема образования сварного соединения по режимам сварки, изменяемых в процессе сварки по циклограмме фиг.1, на фиг.3,4 - соответственно циклограмма процесса сварки с наложением на луч колебаний при его отклонении и схема образования сварного соединения; на фиг. .5,6 - соответственно циклограмма процесса сварки при вращении свариваемых деталей и схема образования сварного соединения. Способ осуществляют следующим образом. После установления луча относительно стыка в нужное положение воспроизводят циклограмму, представленную на фиг.1, т.е. подают импульс тока лучаЗ(,| необходимой мощности. При этом токе электронный лус расплавляют менее тугоплавкий материал, а соединение происходит за счет обильного смачивания расплавленного менее тугоплавким материалом поверхности более тугоплавкого материала с его частичным подплавлением. Для снижения в металле шва содержания интерметаллов на заключительной стадии сварочного импульса электронный луч отклоняют перпендикулярно направлению сварки в сторону легкоплавкого материала на рас стояние 5д(д равное (1,5+2,5) диаметра cJj- сварной точки, причем - (1 + 2) S , а скорость отклонения луча равна р |, (1,5+5,0) S . При этом ток сварки ic9,uoMуменьшают до нуля. Значения величин (j-j- (1+2)5 при ускоряющем напряжений 20 кВ выбирают следующим образом. Если диаметр точки меньше изделия, то не обеспечивается .проплавление стыка, а в случае выбора диаметра сварной точки больше двух толщин изделия образуется провисание сварной точки или прожог стыка (см. фиг.2). Если величина отклонения меньше 1,5 сЗт не происходит выравнивание химического состава шва, а если значе-.ние S больше 2,5 cJt получается большая термическая зона влияния. Также, если скорость откА выбирают меньше значения 1,5 S , проис ол,иг не.гишустимое провисание точки или прожог. В случае выбора значрпия больше 5§ не обеспечивается пропла ленив стыка. Для равномерной глубины проплавления процесс сварки осуществляют в соответствии с циклограммой на фиг.З, где на участке отклонения лу ча ему сообщают Колебания в направлении, перпендикулярном его отклоне нию с амплитудой А (0,8-1,0)df и с частотой i (10+50 Гц) (фиг.4). Если амплитуда меньще 0,8 сЗу , не происходит выравнивания зоны пропла ления, а если больше 1,0 d-j- зона проплавления шва выходит за пределы диаметра точки. Если частота меньше 10 Гц, перемешивания расплавленного металла в сварочной ванне не происх дит, а если больше 50 Гц, геометрия точки плавления остается неизменной Для увеличения объема сварочной ван ны, ее перемещения параллельно стыку и уменьшения деформации сваривае мых деталей на завершающей стадии сварки точке придают форму запятой, выполняя процесс сварки в соответствии с циклограммой на фиг.5, т.е. на участке отклонения луча одновременно ос5ацествляют снижение тока сварки до нуля и вращение свариваем деталей со скоростью Vgp (2-5)/д, до получения следующей точки, находящейся на расстоянии 1/12 части окружности от первой точки (см.фиг. Если значение вр меньше 2 V откл сглаживающая зона будет очень незначитель а если скорость вращения V gp боль ше 5VoTxfl зона сглаживания растянется при очень малом проплавлении шва Таким образом, чтобы осуществить цикл сварки стыка, по циклограммам всего шва по окружности при каждом обороте получают 12 сварных точек. Последующие точки при очередном обороте перекрывают предьйущие на 50% диаметра точки. Для получения точек по всему периметру стыка выполняют 12 оборотов изделия. В результате обеспечивается высокое качество соединения за счет снижения в нем содержания интерметаллидов. Пример. Сваривают переходник из сплава циркония, сплава ниобия и коррозионной стали 08Х18Н10Т размером 0 884 мм на промьшшенной электронно-лучевой установки типа А306. оснащенной специальньм разработанным программатором, обеспечивающим заданные параметры процесса,сварки и последовательность их вьшолнения. Вначале выполняют сварку стыка сплава циркония со сплавом ниобия, а затем стыка сплава ниобия со сталью 08Х18Н10Т. Параметры режима и последовательность сварки стыка цирконий-ниобий следующие: Смещение луча от центра стыка к цирконию . мм Длительность выхода луча на номинальный режим .t, В И Ток луча при сварке -Вн 9° А Ц 20 кВ Ускоряющее напряжение, Время образования сварной точки ,- 1,2 с Время отклонения тока отх« 2 с луча до нуля Величина отклонения 5откл 5откл Расстояние между точками по окружности Е 23 мм Скорость вращения изделияVgp 0,8 об/мин Время вращения от одной точки до последующей igp 6,5 с Время паузы между точками I 3,3 с за один оборот вращения изделия ставили12-точек Число оборотов изделия 12 оборотов Время сварки одной точки: Т ioB.T toTXft 1,,2 с. Время цикла сварки: Тц,,2+3,,5 с. Время сварки стыка: ТОЧ.-12 об.. 126,,7мин Параметры режима и последовательность сварки стыка сплава ниобия со сталью 08Х18Н10Т те же, что и стыка ниобий-цирконий, за исключением тока сварки, который в этом случае равен: Зс9. WOW 50 мА. Ъремя сварки переходника равно п 6,н.л ст..н., .к.л 5 ,2+15,7+0,2+15,7+0, мин, Тп 32 мин. После сварки образцы переходника подвергнуты внешнему осмотру и металлографическим исследованиям. Качество формирования шва хорошее: несплавлений, пор, неметаллических включений и эвтектических прослоек не обнаружено. Предлагаемый способ по сравнению с известным обеспечивает повышение качества шва за счет четьфех-пятикратного снижения в шве и околошовной зоне интерметаллидоб.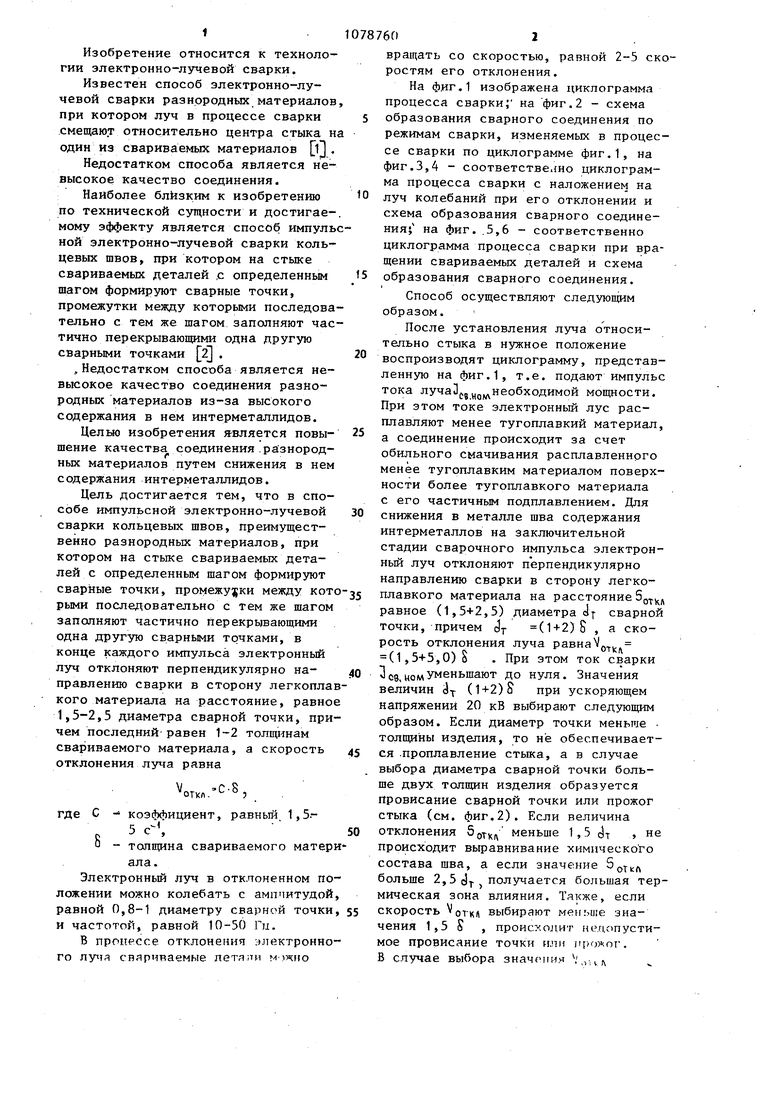
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2015 |
|
RU2615101C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450197C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2570270C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов | 2016 |
|
RU2635445C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
1. СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ кольцевых швов преимущественно разнородных материа- . лов, -при котором на стыке свариваемых деталей с определенным шагом формируют сварные точки, промежутки между которыми последовательно с тем же шагом заполняют частично перекрываю1щми одна другую сварными точками, отличающийся тем, что, с целью повышения качест- tt.iteM вЛяг ва соединения путем снижения в нем содержания интерметаллидов, в конце каждого импульса электронный луч отклоняют перпендикулярно направлению сварки в сторону легкоплавкого материа 1а на расстояние, равное 1, 5-2,5 диаметра сварной точки,причем последний равен 1-2 толщинам свариваемого материала, а скорость отклонения луча равна V,,,C.S, где С - коэффициент, равный 1,5-5 с В толщина свариваемого материала . 2.Способ ПОП.1, отличающийся тем, что электронный луч в отклоненном положении колеблют е амплитудой, равной 0,8-1 диаметру сварной точки, и частотой, равной S 10-50 Гц. 3.Способ ПОП.1, о тл и ч а ющ и и с я тем, что в процессе отклонения электронного луча свариваемые детали вращают со скоростью, равной 2-5 скоростям его отклонения. / J dim tfinol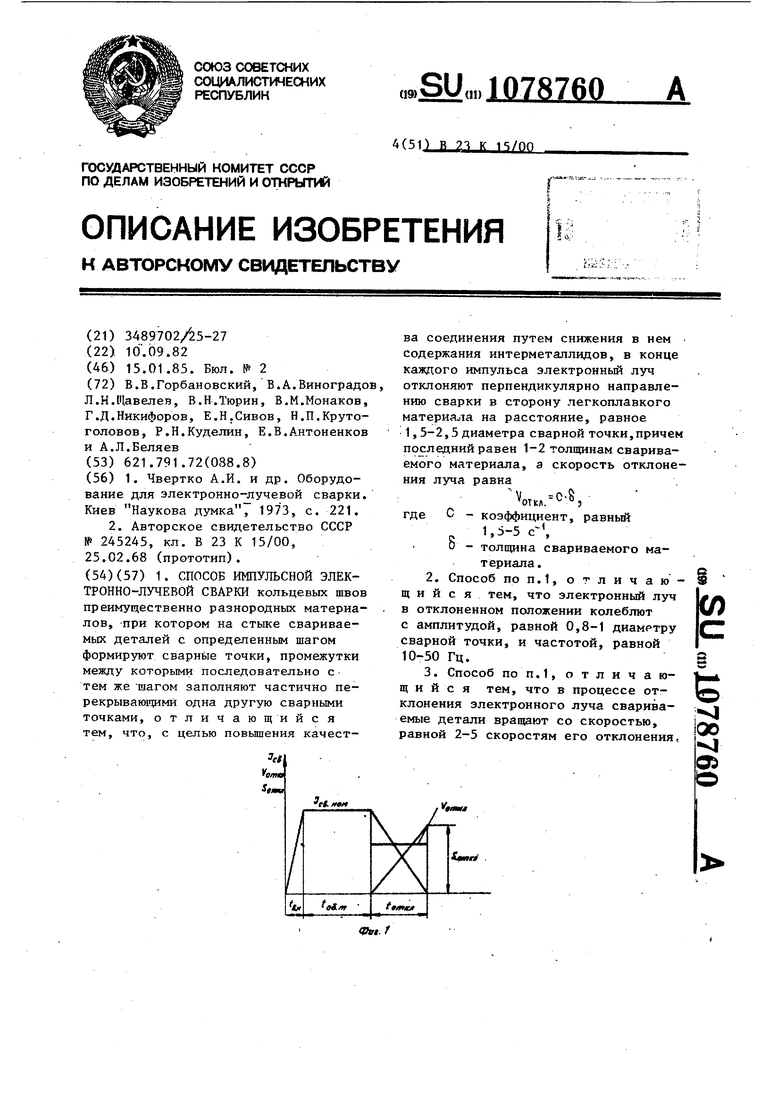
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чвертко А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки | |||
| Киев Наукова думка, 1973, с | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 245245, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
