При массовом изготовлении замочных ключей, в видах экономии материалов и труда, а также с целью получения точной пригонки ключа к ключевине замка и тщательности отделки, автор предлагает два варианта способа изготовления ключей штамповкою в горячем или холодном состоянии из одной цилиндрической заготовки.
На фиг. 1 - 7 представлены в последовательном порядке переходы разработок ключей по первому способу и на фиг. 8-по второму способу.
По первому варианту, требуемого размера круглое железо режется на за1-отовку, фиг. 1, с расчетом одновременного изготовления двух ключей из каждой болванки. Заготовка подвергается нагреву it при помощи штамповки под молотом 1ревращается в поковку, фиг. 2. Облой аа поковки обрезается и кроме того делаются в средине поковки прорезы бб для последующего разделения ключей. Затем делается
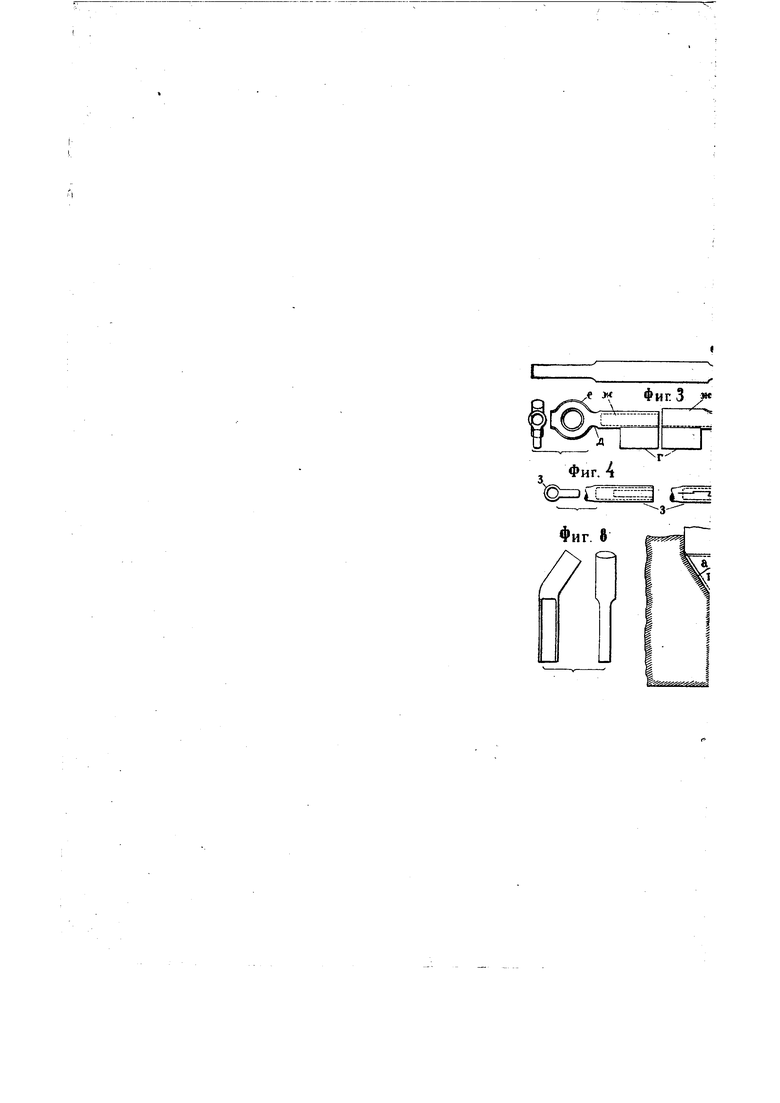
щтамповкою одновременная надметка прорезов с двух сторон в кольцах ключей в и по бородке г; после расправки колец ключей е, фиг. 3, симметрично обжимают шейки ключей д и немного свертывают трубки ключей ж, фиг. 3. Затек трубки ключей свертывают окончательно и обжимают в штампе по шву прямому, фиг. 4, или зигзагообразному, фиг. 5; шов запаивается или сваривается, после чего ключи отделяются друг от друга по намеченному прорезу г. Фигура трубки ж может быть выгнута по любой форме, как показано на черт. 6 и 7.
По второму варианту круглое железо режется на болванки по размеру, необходимому для изготовления одного ключа, и одновременно болванка изгибается в заготовку, как показано на фиг. 6. Заготовка в раскаленном состоянии штампуется в штампе такой формы, что поковка получается вида, показанного на фиг. 9 -10, где б
изображает бородку ключа, г - головку ключа, а расплюснутая часть а в, соединяющая бородку с головкой, служит для образования трубки ключа. После удаления облоя, шейка ключа е обжимается и намечается штамповкой прорез ж фиг. 10, и затем трубка ключа сначала свертывается в конус и затем, помощью протяжки, превращается в цилиндрическую или иной формы (фиг. 6, 7 и 11).
Обрезав заусенцы и выправив головку ключа в кольце, получим ключ в готовом состоянии.
ПРЕД МЕТ ИЗОБРЕТЕНИЯ.
Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки помощью штамповки и протяжки, характеризующийся тем, что для получения трубки в (фиг. 10) без шва из материала болванки, в этой части ключа, путем загиба таковой и штамповки, образук)т коническую часть с бородкой, каковому конусу дальнейj шей протяжкой придают желаемую форi му соответствующего вида шпенька I замка (фиг. 6, 7 и И).
| название | год | авторы | номер документа |
|---|---|---|---|
| Дверной врезной замок | 1940 |
|
SU62563A1 |
| Замок с ключом фигурного сечения | 1914 |
|
SU677A1 |
| ФИГУРНЫЕ КЛЮЧЕВИНЫ ДЛЯ ЗАМКОВ | 1924 |
|
SU1037A1 |
| Барабанчик для замков | 1940 |
|
SU63697A1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| Способ изготовления пустотелых лопастей пропеллера из металлических листов | 1935 |
|
SU50373A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВАНИЯ ЗАГОТОВОК ЗАМОЧНЫХ КЛЮЧЕЙ | 1926 |
|
SU5725A1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |