,
со 00
1C
ОС
фи.1 11 Изобретение относится к трубному пр изводству и может быть использовано пр попучении гильз на станах поперечно-вин товой прокатки, наприм, на установках с автоматическими станами. Известна оправка прошивного стана поперечно-винтовой прокатки, имеющая цилиндрический носик со сферической вы пуклой поверхностью ториа, выполненный из твердого сплава, и рабочий конус, выполненный из стали 13, Однако хотя таким образом повышают срок службы оправки, влияющий на качес во внутренней поверхности трубы, но не обеспечивает равностенность гильз. Известна оправка для винтовой прокатки, содержащая цилиндрический носик, увеличивающуюся в поперечном сучении вдоль оси некрутлую рабочую часть и хвостовик t 2 . Известная оправка за счет пер&менного радиуса поперечного сечения при различных угловых положениях позволяет получать изделия с различной толошной стенки без перенастройки стана. Но такая оправка имеет небольшой срок службы. Наиболее близкой к предлагаемой по технической сущности является оправка для винтовой прошивки, содержащая носик с прямолинейной образующей (Ц№линдрической) и профильную рабочую часть Г 3 i Известная оправка, используемая при винтовой прошивке, работает в тяжелых условиях, соприкасаясь с горячим металлом, требуется ее частая смена, что обеспечивать качество внутренней поверхности гильз. При небольшой овапизации гильзы в очаге деформации, oco2i бенно перед носиком оправки на заднем тррце гильз, наблюдается кольцевой отрыв металла ус, который порти т поверхность гильз, вызывая порезы или закаты. Цель изобретения - повышение ка чества гильз. Поставленная цепь достигается тем, что у оправки для винтовой прошивки, содержащей носик с прямолинейной образующей и профильную рабочую часть 3 у которой поперечное сечение носика выполнено в форме овала с соотношением его осей 1,3-1,5, и плавным уменьшением до 1 в начале рабочей части, создает равномерный кольцевой зазор с варками и линейками и уменьшает утяжку заднего торца гильзы. На фиг. 1 изображена оправка прощивного стана поперечно-винтовой прокатки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез &-Б на фиг. 1; на фиг. 4 - разрез &-В на фиг. 1. Оправка имеет овальный носик 1 с соотношением осей - овала в диапазоне 1,3-1,5, рабочий конус с переходным начальным участком 2 от овала к кругу, конус поперечной раскатки 3, цилиндрический поясок 4 и обратный конус 5. Процесс прошивки осуществляется следующим образом. Нагретую сплошную заготовку задают в косо установленные валки, которые перемещают заготовку к оправке. Заготовка встречает носик оправки овальной формы, который образует с валками и линейками равномерный зазор. Овальное сечение позволяет периодически изменять величину обжатия и уменьшить утяжку заднего кониа гильзы. Оправка испытана на прошивном стане автоматической установки 14О ЧТПЗ. Оправка диаметром 115 мм имеет овальный носик с отношением осей 1,4 (35 мм по большей оси и 25 мм по малой оси) и переходный участок от овала к кругу на рабочем конусе протяженностью ЗО мм. Гильзы, прошитые на предложенной оправке, не имеют кольцевого отрыва, или каких других видимых дефектов на поверхностях. Испытания оправки приводят к полному устранению кольцевого отрыва {уса) и соответственно улучшению качества поверхности гильз. Улучшение качества труб дает возможность снизить выход П сорта на 15% и увеличить выпуск труб со Знаком качества на 7%.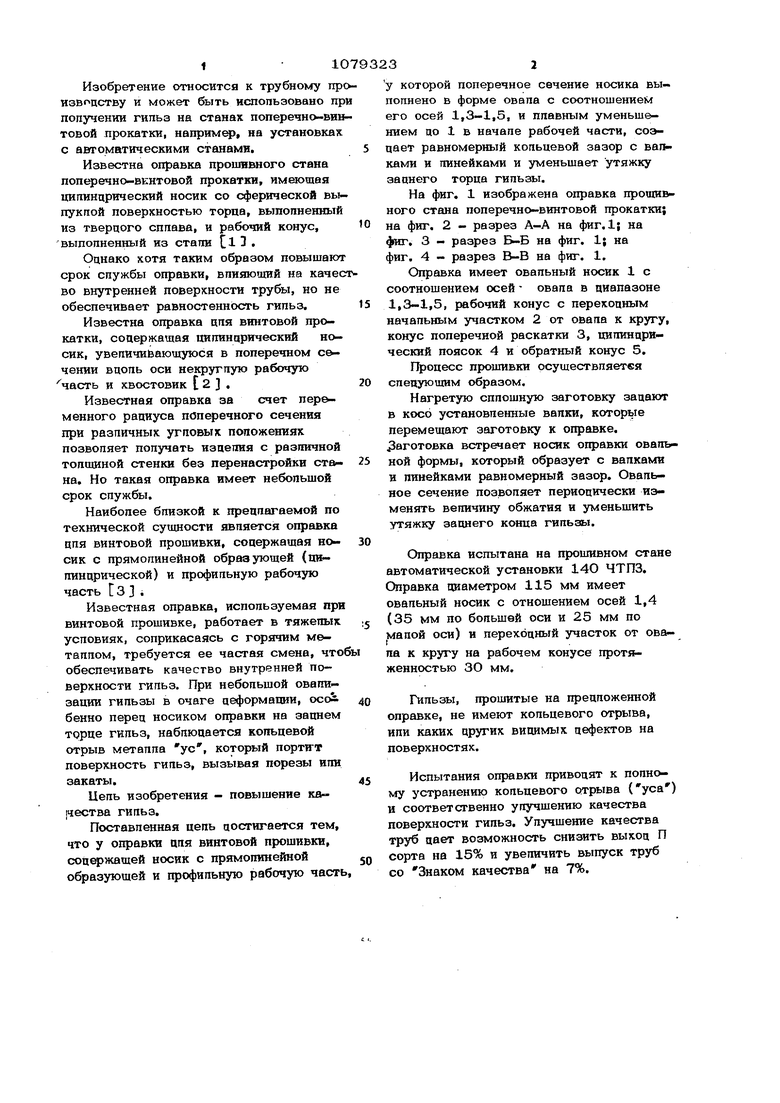
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ПРОШИВНОГО СТАНА ДЛЯ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2297894C2 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| Заготовка для винтовой прошивки | 1983 |
|
SU1131568A1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2014 |
|
RU2587702C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |

ОПРАВКА ДЛЯ ВИНТОВОЙ ПРОШИВКИ, содержащая носик с прямолинейной офазующей и профильную рабочую часть, отличающаяся тем, что, с целью повышения качества гипьз, поперечное сечение носика выполнено в форме овала с соотношением егт осей 1,3-1,5 и плавным уменьшением соотношения до 1 в начале рабочей части. О)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ МАШИНА | 1945 |
|
SU69363A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ф | |||
| Трубопрокатное производство | |||
| М., Металлургизцат, 1953, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
