Изобретение относится к обработк металлов давлением, в частности, к способам изготовления гнутых несимм ричных профилей с отбортовками.. Известен способ изготовления гну тых профилей, по которому с целью п дупреждения винтообразного 5кручива ,ния нагревом разупрочняют большую п ку профиля и прикладывают к оВеим полкам равные изгибающие моменты К недостаткам способа относятся необходимость дополнительного обору дования для локального нагрева и ни кая производительность из-за ограни ченной скорости нагрева движущихся заготовок. Целью изобретения является повыш ниё производительности и снижение энергозатрат. Поставленная цель достигается тем что согласно способу изготовления г тых профилей с разными по длине вер тикальными стенками путем постепен-. ной подгибки этих стенок по переходам в валках, при котором к обеим подгибаемым вертикальным стенкам пр кладывают равные.изгибающие моменты в процессе подгибки место изгиба, примыкающее к большей вертикальной с-тенке, растягивгиот в тангенциальном направлении.. , У-глы подгибки за проход большей и меньшей подгибаемых стенок могут приниматься как равными между собой так и разными. Тангенциальное растяжение может производиться как в ртдельных,. так и во всех переходах. Усилие тангенциального растяжения места изгиба у большей стенки определяют следующим образом. 1.Определяют и-згибающий момент, прикладываемый к меньшей по ширине стенке где MCM и Му,ц,- моменты, необходимые для подгибки меньшей стенки и примыкающего к ней места изгиба. Момент, необходимый для подгибки меньшей стенки определяется по форму ле , где К f.f - коэффициент, учитывающий усреднение момента на участ ке нагрузки L,, Кгм 0,5; Ц - длина зоны нагрузки участ ка плавного перехода вдол меньшей стенки, G - модуль сдвига момент инерции при кручении меньшей стенки; - угол подгибки меньшей сте ки в данном проходе. , необходимый для подгибки иба/ примыкающего к меньшей авен . коэффициент, учитьшающий усреднение момента на участке нагрузки; предел текучести металла места изгиба; jv, - момент сопротивления места изгиба, равный толщина заготовки в месте изгиба. еделяют изгибающий момент, аемый к большей стенке Мсб + Миб . (} М, - моменты, необходимые бки большей стенки и прик ней места изгиба. , необходимый для подгибй стенки, определяется по /сГ -К,. ( с5с5 21 коэффициент, учитывающий усреднение момента на участке нагрузки L, Кеб 0,5; длина зоны нагрузки участка плавного перехода вдоль большей стенки; модель сдвига; - момент инерции при кручении для поперечного сечеяия большей стенки; - угол подгибки большей стенки в Данном проходе. , необходимый для подгибки иба, примыкающего к большей авен МиБ КиБ«зт«/б / коэффициент, учитывающий усреднение момента на участке нагрузки; предел текучести металла места изгиба,момент сопротивления места изгиба; толщина заготовки. еделяют разность момента еделяют усилие, необходиангенциального растяжения иба, обеспечивающее уменьешнего изгибающего момента ну ДМ .. Р - (ft) 5я) 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |
| Способ изготовления гнутых профилей с отбортовками | 1984 |
|
SU1159684A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| Способ изготовления несимметричных гнутых профилей проката | 1985 |
|
SU1269877A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1076164A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
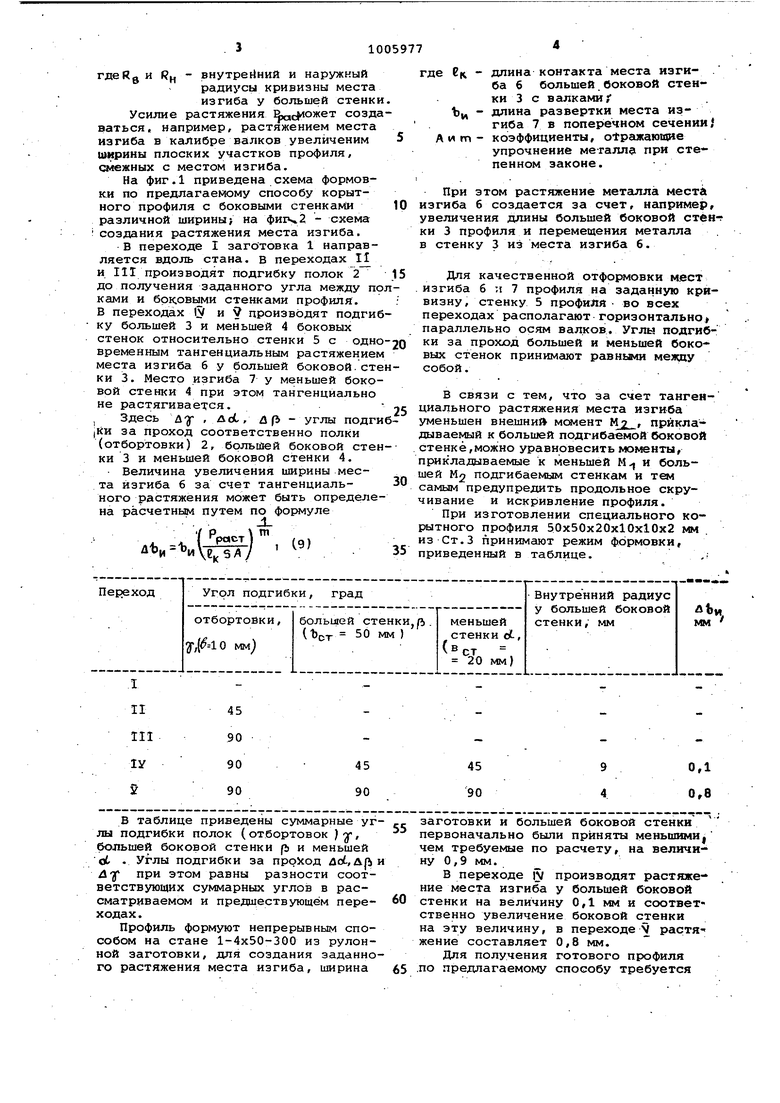
СПОСОБ ИЗГОТОВЛЕНИЯ ШУТЫХ ПРОФИЛЕЙ с разными по длине вертикальными стенками путем постепенной подгчбки этих стенок по переходам в валках , при котором к обеим подгибаемьм вертикальным стенкам прикладывают равные изгибающие моменты, отличающийся тем, что, с цепью повышения произвогштельности и сни- жения энергозатрат, в процессе подгибки место изгиба, примыкающее к большей вертикальной стенке, растягивают в тангенциальном направлении. § kn п 1 М Ч| .Ррост
В таблице приведены суммарные yi- лы подгибки полок (отбортовок Jy, большей боковой стенки fb и меньшей об . Углы подгибки за проход до, йу при этом равны разности соответствующих суммарных углов в рассматриваемом и предшествующем переходах.
Профиль формуют непрерывным способом на стане 1-4x50-300 из рулонной заготовки, для создания заданного растяжения места изгиба, ширина
заготовки и большей боковой стенки первоначально были приняты меньшимИ| чем требуемые по расчету, на величину 0,9 мм.
В переходе i5/ производят растяжение места изгиба у большей боковой стенки на величину 0,1 мм и соответственно увеличение боковой стенки на эту величину, в переходе V растя-жение составляет 0,8 мм.
Для получения готового профиля .по предлагаемому способу требуется
пять технологических переходов. Винтообразное скручивание составляет, до на 1 м длины, что нахЪдится в пределах требований (ГОСТ 828169 Сталь холодногнутая , Щвеллеры неравнополочные,Сортамент),продольный прогиб состешляет 0,5-008 мм на 1 м длины, что также находится в пределах треббваний того же ГОСТа.
Согласно расчетным данным и опытной проверки на стане 1-4x50-300 предлагаемый способ позволяет в сравнении с известным.
а) уменьшить искажение paslviepoB готового профиля путем уменьшения винтообразного скручивания и продольного прогиба D процессе профилирования винтообразное скручивание корытного профиля с боковыми стенками различной ширины 50x50x20x10x10x2 VIM при производстве по предлагаемому способУ составляет до на 1м длины, при производстве по известному способу
на 1 м длины,продольное искривление по предлагаемому способу до 0,-0,8 мм на 1 м длины, прн производстве по известному на 1,5 мм на 1 метр длины ,
б)расширить сортамент сложных несимметричных гнутых профилей за счет профилей, производство которых не было освоено ранее из-за технологических трудностей)/
в)сократить простои стана за счет уменьшения времени на регулировку и настройку на 15-20% (вследствие уравновешивания прикладываемых к подгибаемым стенкам моментов).
-
Экономический эффект пЪлучают за счет расширения сортамента улучшения качества профилей, снижения металлоемкости конструкций, сокращения количества технологических переходов и простоев стана, за счет уменьшения времени на настройку.
/л
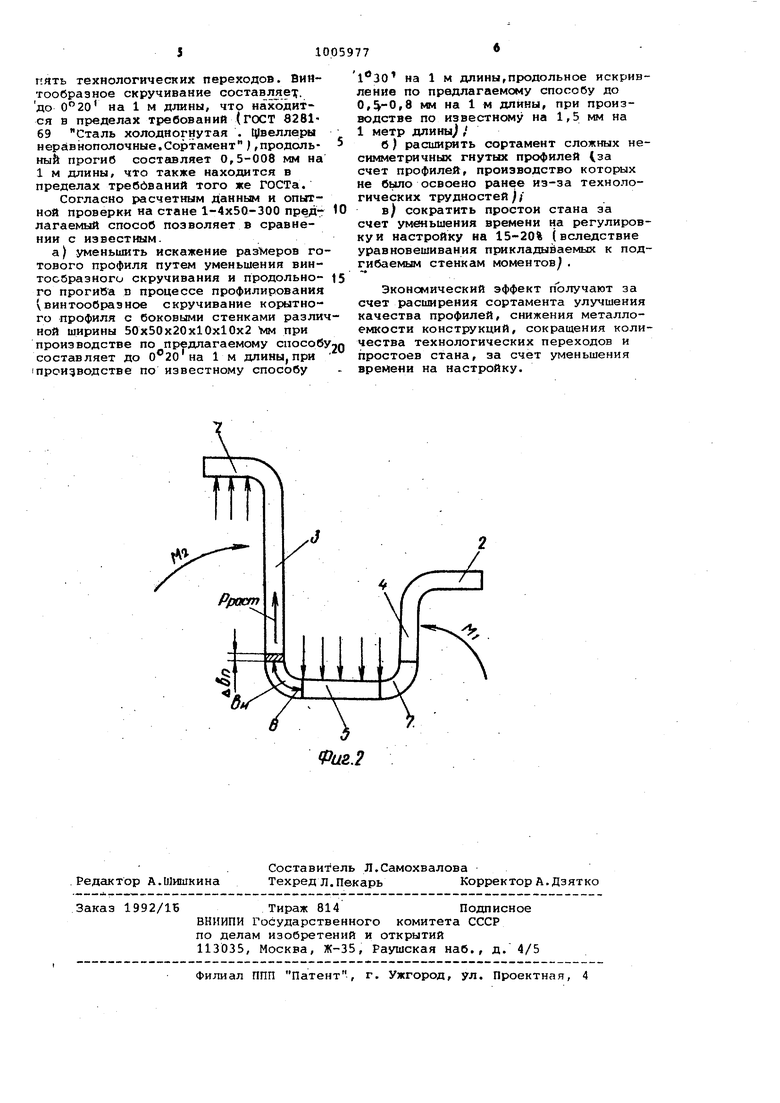
fPu&.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
