Изобретение относится к технологической оснастке для изготовления изделр й из неметаллических материалов, а именно к пресс-формам для формообразования под давлением сложных изделий из керамики. Известны конструкции форм для литья керамических изделий, содержащие матрицу с крышкой, центральный стержень с резь бой и гайку, литниковый вкладыш 1. Наиболее близким к изобретению является конструкция съемной пресс-формы с комбинированным разъемом матрицы в вертикальной и горизонтальной плоскостях, содержащая матрицу, пуансон, опорную плиту, вкладыш, формовочные знаки и крышку 2. Однако в пресс-формах известных конструкций невозможно осуществлять точную и строго определенную установку пуансона относительно матрицы и осуществлять открытый контроль за точность установки вставок перед процессом формования. Цель изобретения - обеспечение точности процессе изготовления изделий. Поставленная цель достигается тем, что литьевая съемная пресс-форма с комбинированным разъемом для формования съемных изделий из неметаллических материалов, содержащая матрицу, пуансон, опорную плиту, оформляющие знаки, вкладыщ и крышку, снабжена фиксирующими стержнями пуансона, а вкладыш и матрица выполнены с центрируюшими отверстиями для размещения фиксирующих стержней, при этом опорная плита и пуансон выполнены с пазами под вкладыш, а пуансон снабжен ребром-фиксатором и центрирующими валиками, причем крышка и опорная плита выполнены с отверстиями под центрирующие валики, а матрица - проточкой под реброфиксатор, при этом оформляющие знаки закреплены на крышке и имеют на внещней части захватные пальцы, а крышка взаимодействует с матрицей посредством байонетного соединения, при этом в литьевой съемной пресс-форме в центрирующих отверстиях матрицы смонтированы втулки под фиксирующие стержни пуансона. На фиг. 1 изображена пресс-форма, общий вид; на фиг. 2 - вид А на фиг. 1, с местным вырывом. Съемная пресс-форма состоит из матрицы 1, пуансона 2, установленного в матрице 1, формующих вкладыщей 3. Матрица 1 установлена на опорной плите 4 и снабжена съемной крыщкой 5. Вкладыщ 3 и матрица 1 выполнены с центрирующими отверстиями 6 для размещения фиксирующих стержней 7. Опорная плита 4 и пуансон 2 выполнены с пазами 8 под вкладыш 3. Пуансон 2 снабжен ребром-фиксатором 9 и центрирующим валиком 10. Крыщка 5 и опорная плита 4 выполнены с отверстиями под центрирующие валики 10. Матрица 1 имеет проточку 11 под ребро-фиксатор 9, оформляющие знаки 12 закреплены на крыщке 5 и имеют во внешней части захватные пальцы 13. Крышка 5 взаимодействует с матрицей 1 посредством байонетного соединения 14. В центрирующих отверстиях 6 матрицы 1 смонтированы втулки 15 под фиксирующие стержни 7 пуансона 2. Пресс-форма работает следующим образом. Перед изготовлением изделия предложенной пресс-формой методом литья под давлением осуществляют сборку пресс-формы в следующем порядке. Собирают пуансон 2, стыкуя его с плитой 4 с помощью нижнего центрирующего валика 10, при этом располагают вкладыщи 3 в проточках пуансона и плиты. Затем собирают отдельно матрицу 1, стыкуя части между собой по вертикальному разъему предварительным набегом крнической втулки 16. Предлагаемая конструкция пресс-формы позволяет получать качественные изделия сложной формы.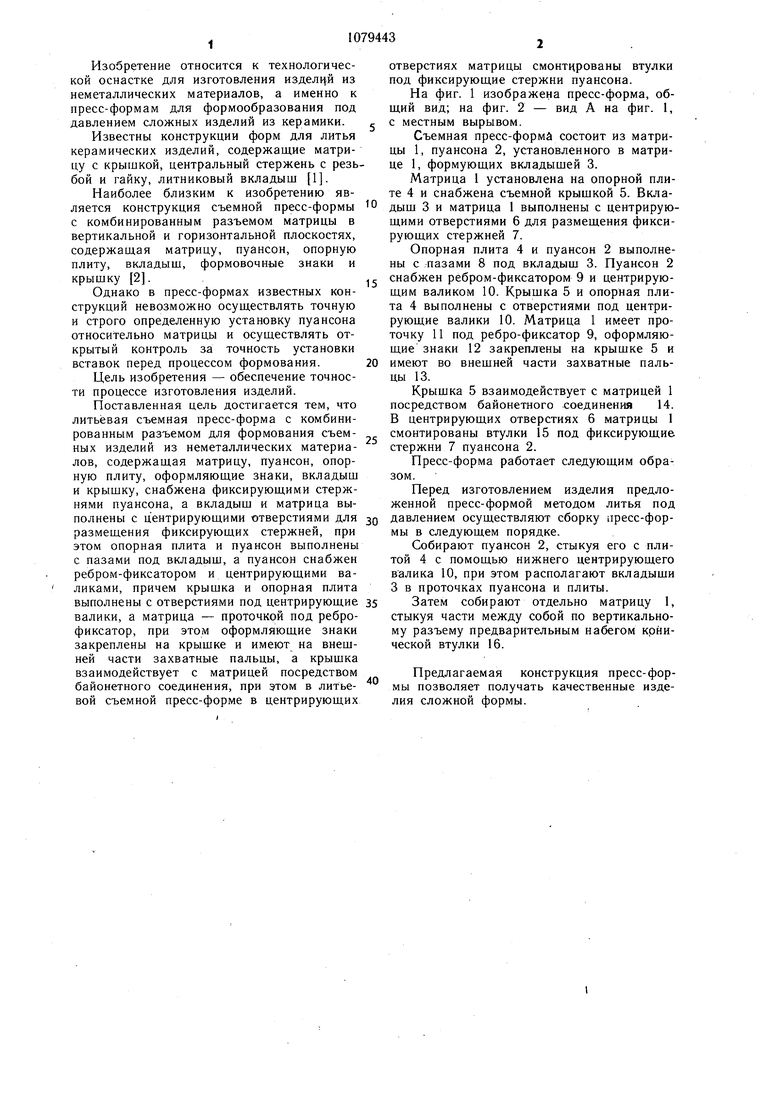
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Пресс-форма для формования заготовок лопаток турбин методом горячего шликерного литья под давлением | 2023 |
|
RU2818884C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| МНОГОМЕСТНАЯ ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ | 1972 |
|
SU327996A1 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1981 |
|
SU939232A1 |
| Литьевая форма для изготовления изделий с боковыми отверстиями, преимущественно сепаратов подшипников качения | 1979 |
|
SU1006248A1 |
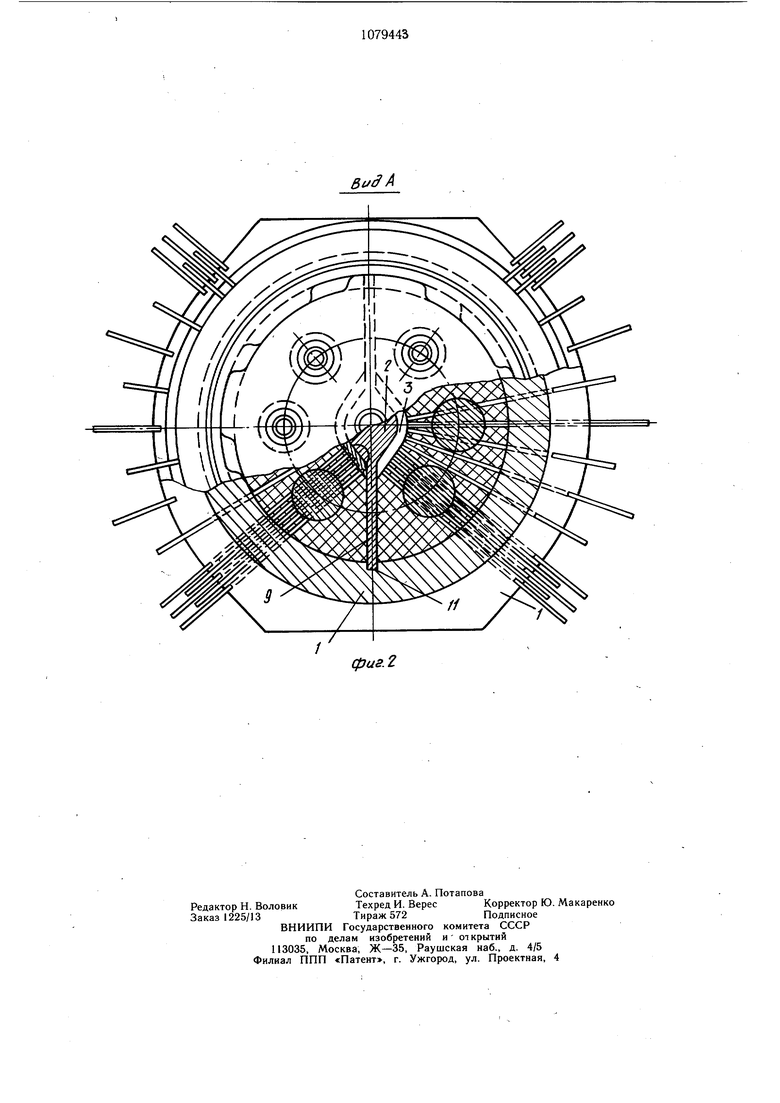
1. ЛИТЬЕВАЯ СЪЕМНАЯ ПРЕССФОРМА с комбинированным разъемом для формования съемных изделий из неметаллических материалов, содержащая матрицу, пуансон, опорную плиту, оформляющие знаки, вкладыш и крышку, отличающаяся тем, что, с целью обеспечения точности процесса изготовления изделий, она снабжена фиксирующими стержнями пуансона, а вкладыш и матрица выполнены с центрирующими отверстиями для размещения фиксирующих стержней, при этом опорная плита и пуансон выполнены с пазами под вкладыш, а пуансон снабжен ребром-фиксатором и центрирующими валиками, причем крыщка и опорная плита выполнены с отверстиями под центрирующие валики, а матрица - проточкой под ребро-фиксатор, при этом оформляющие знаки закреплены на крыщке и имеют на внешней части захватные пальцы, а крышка взаимодействует с матрицей посредством байонетного соединения. 2. Пресс-форма по п. 1, отличающаяся тем, что, с целью упрощения изготовления, в центрирующих отверстиях матрицы смонтированы втулки под фиксирующие стержни пуансона.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФОРМА ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ТРУБООБРАЗНЫХИЗДЕЛИЙ | 0 |
|
SU288982A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Демин Е | |||
| Н | |||
| Справочник по прессформам Лениздат с | |||
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
