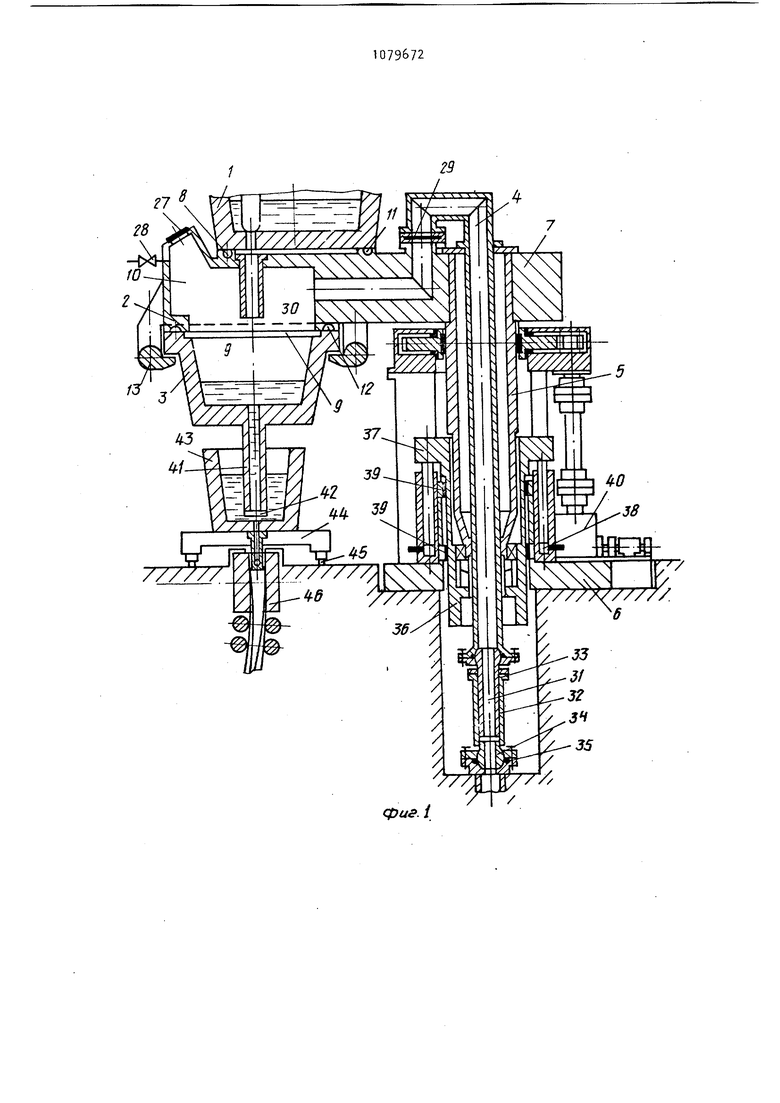
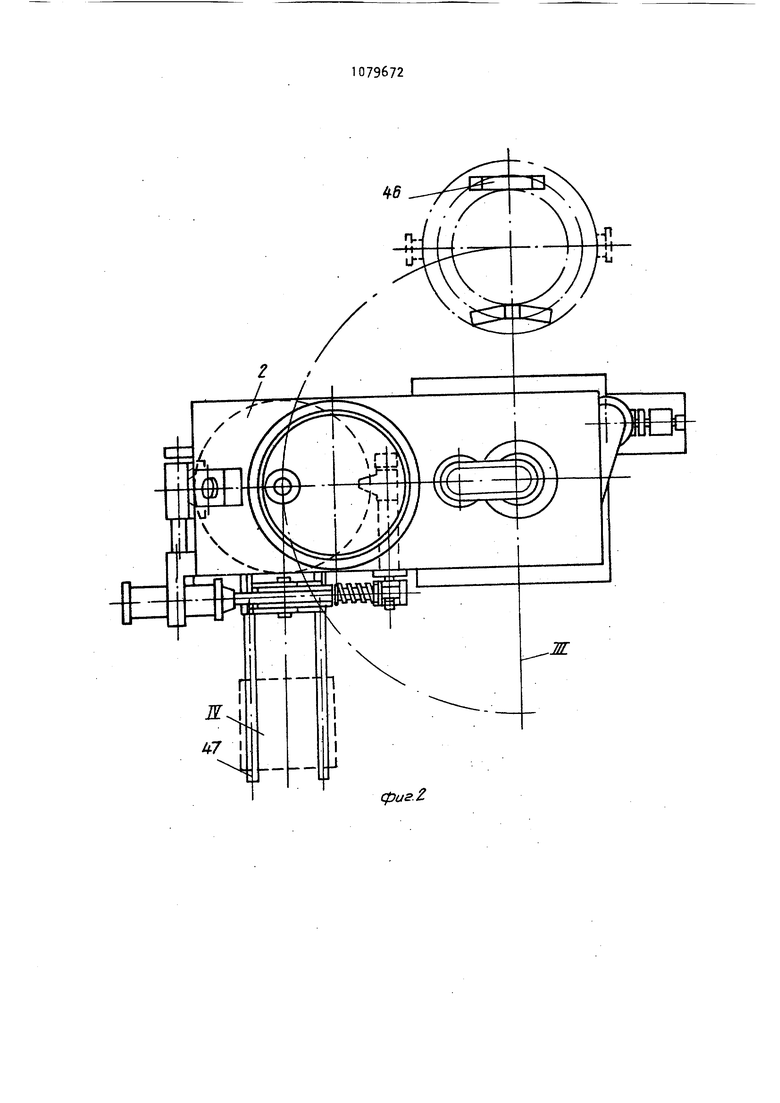
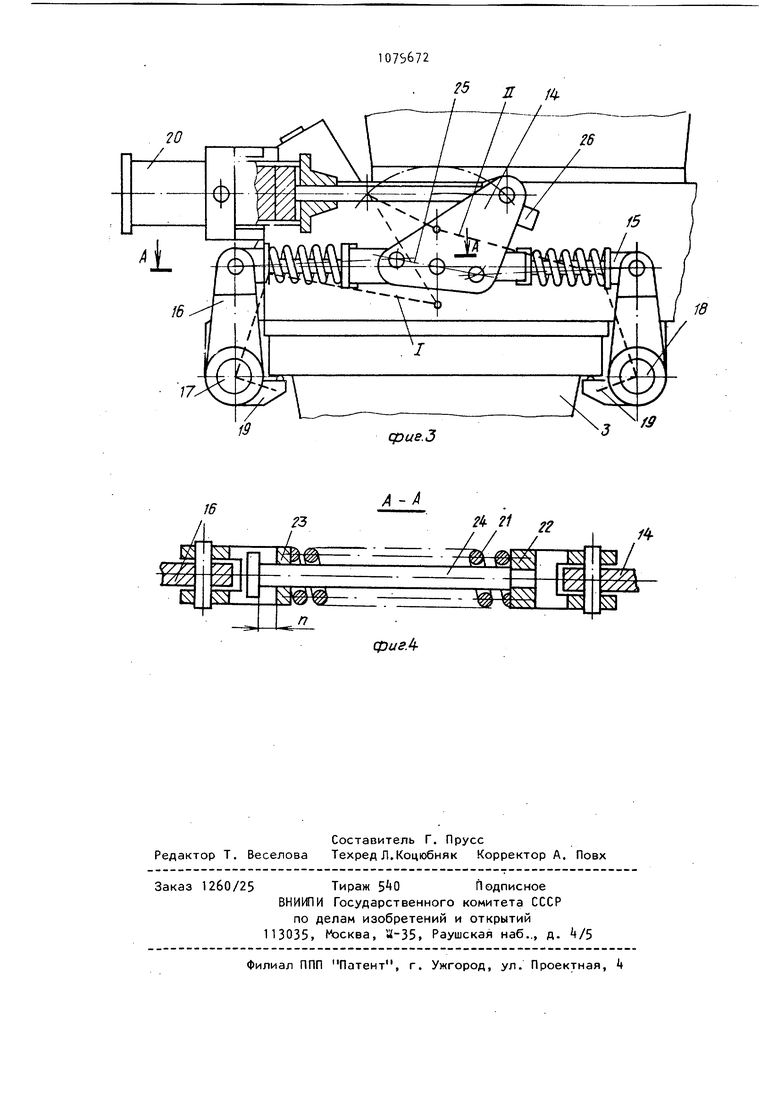
со сь ю 1 Изобретение относится к металлур гии и касается, в частности, конструкций установок для вакуумирования металла на машинах непрерывного литья. Известна установка для вакуумиро вания стали на установках непрерывной разливки стали, содержащая разливочный ковш, вакуумную камеру с узлом примыкания к разливочному ков шу, опорную конструкцию с механизмо вертикального перемещения вакуумной камеры, вакуум-провод с комплексом устройств для присоединения к камере П. Недостатком этой конструкции является сложность узла примыкания вакуумной камеры к разливочному ков шу, так как узел выполнен в виде са моустанавливающейся горловины и снабжен гидравлическим поджимом. Ва куум-провод присоединяется к вакуум ной камере с помощью быстроразъемно го узла специальной конструкции с электромеханическим приводом подъема и опускания, что также усложняе конструкцию установки и ее обслуживание. Наиболее близким к предлагаемой по технической сущности и достигаемому результату является установка для вакуумирования металла в потоке содержащая разливочный ковш, вакуум камеру с крышкой, металлоприемник, опорную колонну, подъемно-поворотны разливочный стенд и механизм подъема 2 . В данной установке металлоприемник размещен в вакуумной камере, об разованной вакуумной крышкой и опор ной конструкцией и вварен в опорную конструкцию установки. Это увеличивает габариты опорной конструкции и затрудняет обслуживание металлопр емника и оборудования, расположенного ниже металлоприемника. Так как вакуумная крышка накрывает металлоприемник, являясь опорой для разливочного ковша, крышка имеет значи.тельные габариты и вес, который вос принимается опорной конструкцией. При подготовке установки к вакуумированию задействуются грузоподъемные средства (штатные или специальные) с применением ручных операций, например: при установке технологической и вакуумных крышек, при замене металлоприемника, присоедине ние вакуум-провода. При этом увели2чивается подготовительное время, сокращается количество разлитых плавок и снижается производительность установки. Наличие специального узла, с помощью которого вакуум-провод присоединяется к опорной конструкции увеличивает долю ручного труда при обслуживании, так как его рассоединение выполняется при каждой замене металлоприемника, выполненного зацело с опорной конструкцией, при этом увеличивается время для подготовки установки к вакуумированию. Целью изобретения является уменьшение металлоемкости и улучшение условий обслуживания. Цель достигается тем, что установка для вакуумирования металла в потоке, содержащая разливочный ковш, вакуум-камеру с крышкой,.вакуум-провод, металлоприемник, опорную колонну, подъемно-поворотный разливочный стенд и механизм подъема, снабжена кольсольной рамой, жестко установленной в верхней части опорной колонны, при этом крышка вакуум-камеры выполнена в раме и соединена с металлоприемником посредством механизма прижима, шарнирно установленного на раме, а вакуум-провод установлен соосно с осью вращения колонны стенда и снабжен телескопическим вертлюгом, причем колонна снабжена стаканом, связанным с механизмом подъема разливочного стенда. На фиг. 1 изображена установка для вакуумирования металла в потоке, общий вид; на фиг. 2 - то же, в плане; КЗ фиг. 3 механизм герметичного примыкания металлоприемника к опорной поверхности вакуумной крышки; на фиг. k - разрез А-А на фиг. 3. Установка для вакуумирования металла в потоке содержит разливочный ковш 1, примыкающую к его днищу вакуумную крышку 2 металлоприемника 3, вакуум-провод 4, которые размещены на опорной колонне 5 подъемно-поворотного разливочного стенда 6. Вакуумная крышка 2 выполнена в консольной раме 7, на свободном конце которой выполнены верхняя опорная поверхность 8 и нижняя опорная поверхность 9 для герметизации мест соединений вакуум-камеры 10 с разливочным ковшом 1 и металлоприемником 3 за счет прокладок 11 и 12 из вакуумной резины. Консольная рама 7 посажена неподвижно на колонну 5 подъемно-поворотного разливочного стенда 6 и снабжена механизмом поджима 13, который прижимает металлоприемник 3 к нижней опорной поверхности 9 вакуумной крышки 2. Механизм поджима 13 выполнен кривошипно-коромысловым и содержит трех плечий рычаг 1 (сдвоенный кривошип два пружинных зажима 15 (шатуны) и два рычага 16 (коромысло), установленных неподвижно на валах 17 и 18, которые при помощи захватов 19 удерживают металлоприемник 3 в трех точках, что обеспечивает устойчивое равновесие. Движение механизма выпол няется пневмоцилиндром 20, шток которого соединен с вакуумной крышкой 2. Прижим металлоприемника 3 к нижней опорной поверхности 9 обеспечивается за счет усилия пружин 21 зажимов 15, каждый из которых включает также проушины 22 и 23 и штанги 2. При движении механизма длина пружин 21 уменьшается на некоторую величину п (фиг. 4) , а механизм проходит мертвую точку, в которой оси зажимов 15 совпадают с осью 25 трехплечего рычага 1. Движение механизма ограничивается упором 26, при этом пружины 21 , передавая усилие на рычаг 16, опираются на остановившийся рычаг И и обеспечивают надежное запирание механизма, которое не может быть нарушено при внезапном падении давления в пневмоцилиндре 20. На фиг. 3 показано рабочее положение зажимов 15, в исходном положении . они занимают позицию I и II. Вакуумная крышка 2 снабжена смотровым окном 27 для визуального KOHTP ля процесса заполнения металлом ме таллоприемника 3, вакуумным вентилем 28 и задвижкой 29 для плавного набора и снятия вакуума в вакуум-камере 10 и ограничителем разбрызгивания, струи металла 30. Вакуум-провод 4 для отсоса газов выделяющихся в процессе вакуумирова ния, соединен с вакуум-камерой 10, установлен соосно с осью вращения колонны 5 и снабжен телескопическим вертлюгом 31. Телескопический вертлюг 31 обеспечивает плотность вакуум-провода при движении колонны 5 (вращение, подъем, опускание ), содержит цилинд рическую направляющую 32 с уплотняю щим элементом 33 и сферические шар172 4 ниры З с уплотняющими элементами 35. Колонна 5 снабжена стаканом 36 с буртами 37, связанными с механизмом подъема 38 стенда 6. Стакан 36 установлен в направляющих 39. Вращение колонны 5 обеспечивается механизмом поворота 40. Металлоприемник 3 снабжен сливным патрубком +1 и пробкой 2, которая необходима для герметизации вакуум-камеры 10 перед разливкой . При вакуумировании на машинах непрерывного литья применяется промежуточный ковш +3, установленный на транспортной тележке tt, перемещаюейся по путям 5На период подготовки установки к работе вакуумная крышка 2 занимает положение III, металлоприемник 3 размещается на опорах 6, а транспортная тележка 4 с промежуточным ковшом k3 находится в положении IV. Работа установки для вакуумирования металла в потоке происходит следующим образом. Первоначально осуществляют подготовку установки. Для этого цеховым краном устанавливают промежуточный КОВШ 3 на транспортную тележку kk в положении IV и устанавливают его над кристаллизатором 7f поворачивают вакуумную крышку 2 из положения III в положение над металлоприемником 3, ранее установленным на опорах для разогрева огнеупорной футеровки, включением механизма поджима 13, прижимают металлоприемник 3 к нижней опорной поверхности 9 и устанавливают его в положение над промежуточным ковшом , установленным над кристаллизатором +7. Затем цеховым краном устанавливают разливочный ковш 1 на верхнюю опорную поверхность 87 включают вакуумные насосы (не показаны) и постепенным открыванием задвижки 29 создают разряжение в вакуум-камере 10. Далее открывают стопор ковша 1, заполняют металлоприемник 3 до заданного уровня, удаляют пробку +2 в патрубке 41, заполняют промежуточный ковш АЗ до рабочего уровня, после чего открывают стопор промежуточного ковша и начинают разливку. В процессе вакуумирования и разливки скорость прохождения металла через вакуум-камеру 10 определяется скоростью разливки. После опорожнения разливочного ковша, не допуская по51падания больших количеств шлака в металлоприемник 3, закрывают стопор разливочного ковша 1, задвижку 29 и постепенно открывают вакуумный вентиль 28 для повышения давления в вакуум-камере 10 за счет подачи в нее нейтрального газа. После опорожнения металлоприемника 3 вакуумный вентиль 28закрывают и заканчивают разливку . Установка позволяет осуществить вакуумирование металла при разливке серии плавок по методу плавка на плавку. В этом случае работа установки происходит аналогичным образом, но следят, чтобы при замене раз ливочного ковша 1 или металлоприемника 3 в момент открытия задвижки 29нижний торец сливного патрубка tl был ниже уровня металла в промежуточ ном ковше 3 Такое конструктивное исполнение данной установки позволит уменьшить массу установки и расход огнеупорных материалов за счет меньших габаритов вакуумной крышки металлоприемника (крышка не охватывает корпус металлоприемника, а стыкуется с ним), сокращается доля ручного труда при обслуживании установки за счет исключения ручных операций, связанных с переустановкой технологической и вакуумной крышек после разливки и при подготовке оборудования к 2 следующей разливке, при этом сокращается время подготовки к работе, увеличивается количество разливаемых плавок и, следовательно, повышается производительность установки. . Технические преимущества данной установки по сравнению с базовым объектом, в качестве которого взята конструкция полупромышленной установки вакуумирования металла в потоке, размещенная в действующем сталеплавильном цехе НПО Тулачермет, заключаются в следующем: уменьшена металлоемкость установки на S% и снижен расход огнеупоров в 2 раза за счет меньших габаритов установки; сокращена доля ручного труда при обслуживании установки в 1,5 раза, так как уменьшается число операций, выполняемых вручную; повышена про- изводительность установки на 10 за счет сокращения времени на подготовку установки к вакуумированию очередной плавкой или серии плавок. Экономическая эффективность от использования данного изобретения достигается за счет снижения затрат на изготовление оборудования, затрат на огнеупоры при эксплуатации и увеличения годового объема производства вакуумируемой стали.
физЛ
qpu8.3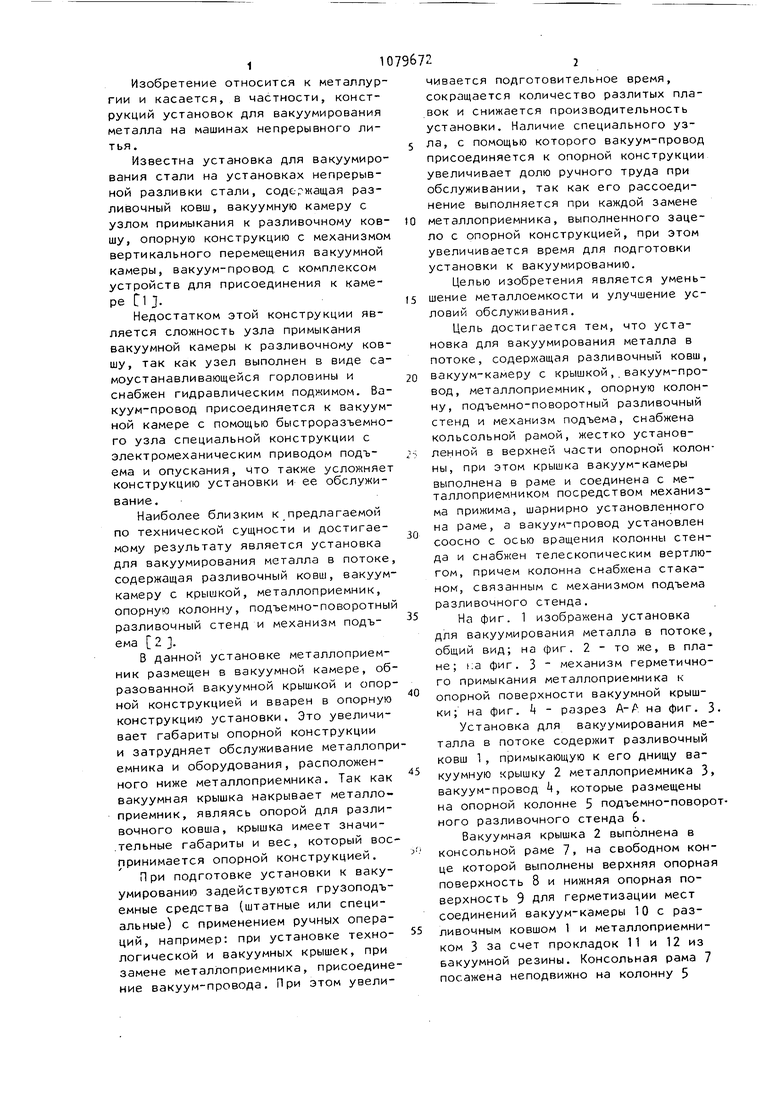
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТРУЙНОГО ВАКУУМИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ РАЗЛИВКИ | 1992 |
|
RU2038386C1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082543C1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ ДЕГАЗАЦИИ СТАЛИ | 2009 |
|
RU2406768C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2048250C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Установка для внепечной обработки жидкого металла | 1983 |
|
SU1104167A1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| Устройство для вакуумирования жидких металлов | 1974 |
|
SU556184A1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2086348C1 |
A-A
f/
22
/
ч
S
JS
фигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Отчет № Б UltSi, НИИТЯЖМАШ, 1976, 2 | |||
| Отчет № Б 816077, НИИТЯЖМАШ | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
