(Л
с Изобретение относится к контроль но-измерительной технике и может быть использовано при сортировке деталей по предельным размерам. Наиболее близким к изобретению я ляется устройство для контроля раэм ра движущихся деталей, содержащее устанавливаемые по ходу движения де тали три датчика и схему обработки сигнсшов. При этом расстояние между крайним и двумя последующими датч нами равно соответственно максималь му и минимальному размеру детали, а схема обработки сигнала выполнена в виде трех блоков обработки сигналов, соедийённых с выходами трех дат чинов, одновибратора и блока логики Г . Недостаток известного устройстгва - .низкие функциональные возможности, так как оно не обеспечивает и;змервние деталей при узком поле допусков. Целью изобретения является расишрение функциональных возможностей повышение точности и надежности измерений. Поставленная цель достигается тем что в устройстве для контроля размер движущихся деталей, содержащем устанавливаемые по ходу движения детали три датчика и схему обработки сигналов, расстояние между первым и вто рым датчиками выбрано равным наимень шему, а между вторым и третьим - наибольшему контролируемому размеру, а схема обработки сигналов выполнена в виде двух элементов И, выход первого датчика соединен с первым входом первого элемента И, второй вход первого элемента И и первый вход второго элемента И соединены между собой и с выходом второго датчика, а выход третьего датчика подключен к второму входу второго элемента И. На фиг. 1 дана схема расположения датчиков устройства; на фиг. 2 структурная схема обработки сигналрв устройства. Устройство для контроля размера движущихся деталей состоит из трех датчиков 1, 2 и 3, установленных последовательно по ходу движения детали, и схемы, обработки сигналов, выполненной в виде двух элементов 4 и 5 И, вход первого датчика 1 соединен с первым входом элемента 4 И, второй вход первого элемента 4 И и первый вход второго элемента 5 И соединены между собой и с выходом второго датчика 2, а выход третьего датчика 3 подключен к второму входу второго элемента 5 И, расстояние между датчиками 1 и 2 равно между датчиками 2 и 3 ajt Устройство работает следующим образом.I Если во время прохождения детали мимо датчиков срабатывают поочередно элементы 4 и 5 И, то размер детали выходит за верхний предел поля допуска, т.е. он больше 8-,. Если не срабатывает ни один из элементов 4 и 5 И, то это значит, что размер детали выходит за нижний предел поля допуска, т.е. он меньше . Если срабатывает элемент 4 И, но не срабатывает элемент 5 И, то это значит, что размер детали лежит в поле допуска. 1 I Таким образом, за счет последовательной установки датчиков на минимальный и максимальный размер контролируемой детали и применения предложенной схемы обработки сигнала обеспечивается возможность контроля деталей малых размеров с малым полем допуска.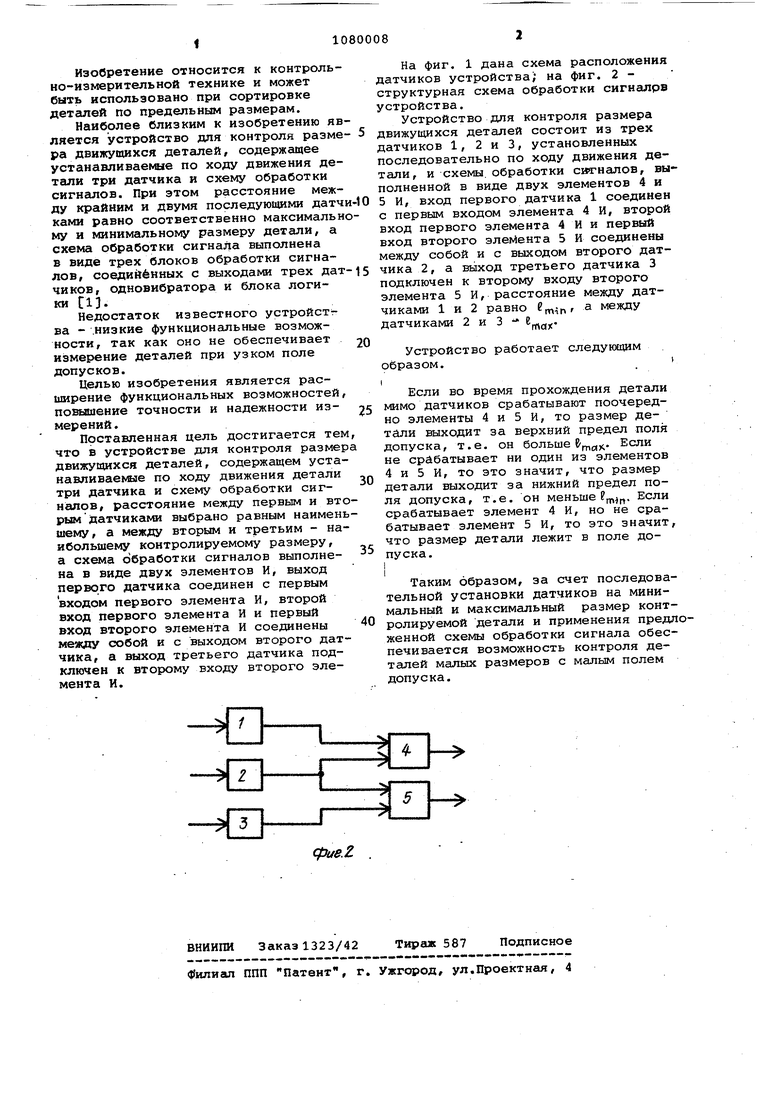
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля длины движущихся изделий | 1982 |
|
SU1106987A1 |
| Устройство для автоматической разбраковки изделий | 1987 |
|
SU1446473A1 |
| Устройство для контроля размеров деталей | 1977 |
|
SU736047A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Устройство для контроля отклонения геометрических параметров деталей | 1983 |
|
SU1138645A1 |
| Устройство для контроля и отбраковки движущихся изделий по длине | 1979 |
|
SU937994A1 |
| Устройство для контроля диаметров | 1983 |
|
SU1185082A1 |
| СПОСОБ КОНТРОЛЯ НЕДОРЕЗА РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2349873C1 |
| Устройство для контроля геометрических размеров движущихся деталей | 1981 |
|
SU1004747A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРА ДВИЖУЩИХСЯ ДЕТАЛЕЙ, содержащее устанавливаемые по ходу движения детали три датчика и схему обработки сигналов, отличающееся тем, что, с целью расширения функциональных возможностей, расстояние между первым и вторым датчиками выбрано равным наименьшему, а между вторым и третьим - наибольшему контролируемому размеру, а-схема обработки сигналов выполнена в виде двух элементов И, выход первого датчика соединен с первым входом первого элемента И, второй вход первого элемента И и первый вход второго элемента И соединены между собой и с выходом второго датчика, а вйход третьего датчика подключен к второму входу второго элемента И.
-К
фие.2 .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической разбраковки изделий по длине | 1977 |
|
SU673836A1 |
| q | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
