(54) СПОСОБ ИЗГОТОВ ВЫСОКОВОЛЬ Изобретение относится к области электротехники, в частности к изготов лению обмотанных статоров высоковольт ных электрических машин с катушечной обмоткой. Известен способ изготовления обмотанного статора высоковольтной элект-: рической машины, включающий изготовле ние катушек и их уклащку в статор,при котором пазовые части и прилегаюише к ним участки лобовых частей катушек изолируют пропитанным термореактивным связующим листовым материалом,со держсицим слюляную бумагу, и изоляцию этих участков катушек подвергают термообработке для отверждения связующего до укладки кйтушек в статор, а головки и прилегающие к ним участки лобовых частей KaTSTueK изолируют и подвергают термообработке после укладки катушек в статор 1 ., Неизолированные участки катушек имеют более низкую жесткость, чем участки, на которые нанесена изоляция Поэтому при укладке катушек в статор большая часть неизбежных деформаций возникает на неизолированных участках катушек. В связи с этим при известном способе изготовления обмотанного статора не предъявляется никаких особых Я ОБМОТАННОГО СТАТОРА ЭЛЕКТРИЧЕСКОЙ НЫ требовайий к деформативным свойствам изоляции во время укладки обмотки. Изолирование головок и прилегающих участков лобовых частей после укладки катушек обмотки в статор является весьма трудоемкой и неудобной операцией, так как зазоры между соседними катушками очень малы, лента при изолировке легко повреждается. Это является существенным недостатком известного спо соба, который не применим при массовом производстве машин. Кроме того, при этом способе направление скоса конуса) совмещаемых материалов в месте стыка противоположно обычно выполняемому оптимальному направлению, в результате чего пробиви ное напряжение изоляции в месте стыка получается пони«;енным. Извеотен также способ изготовления обмотанного статора, включая изготовление изоляции статорных катушек, при котором головки и прилегающие к ним участки лобовых частей изолируют эластичным ленточным материалом, а пазовые части и прилегающие к ним участки лобовых частей изолируют более жестким пропитанным термореактивным связующим ленточным материалом, содержащим слнг дяную бумагу. Эти операции проводятся до укладки катушек в статор 2j. Практическая проверка этого способа показала, что его использование не дает стабильных положительных результатов. Так, в частности, изоляция при укладке в месте выхода катушек из паза и на прилегающих участках лобовых частей значительно повреждается, что снижает эксплуатационные свойства изоляции и приводит к повышенному браку в тех случаях, когда в качестве пазовой применяется изоляция, имеющая невысок-ую допускаемую относительную деформацию при температуре укладки. При этом не менее, а в большинстве случаев даже более опасньлми являются очень возможные для изоляции с такими свойствами .повреждения, не выявленные при испытаниях на заводе-изготовителе.Эти повреждения обычно имеют форму трещин в отдельных слоях изоляции, образуюВ1ИХ замкнутые или открытые полости в ее тотиде. При незначительных размерах эти полости не влияют на кратковременную электрическую прочность изоляции настолько заметно, чтобы быть выявленными при одноминутном испытании повышенным электрическим напряжением на заводе-изготовителе. Однако в процессе эксплуатации эти полости могут стать (и зачастую становятся), под действием длительно воздействующего напряжения, очагами возникновения иони зации воздуха, заполняющего их пазы, что вызывает электрическую эрозию материала, увеличение полости и, в конечном итоге, пробой изоляции обмотки и выход машины из строя. Если в качестве пазовой изоляции катушек применяется изоляция, обладаю щая очень высокими значениями допуска емой относительной деформации при тем пературе укладки, то отмечается высокая повреждаемость и большой процент брака в.пазовой части, обусловленные точной устойчивостью такой изоляции к ударным и сжимающим нагрузкам, что в свою очередь является следствием излиш ней размягчаемости изоляции при темпе ратуре укладки. Цель изобретения - повышение качества изоляции обмоток электрических машин путем уменьшения ее повреждаемости при изготовлении и увеличение таким образом длительной электрическо прочности изоляции обмоток. Для этого по предлагаемому способу изготовления обмотанного статора высо ковольтной электрической машины, вклю чающему изготовление катушек, при кот ром изолирование головок катушек и пр легающих к ним криволинейных участков лобовых частей осуществляют эластичны материалом, а пазовых частей и прилег ющих к ним криволинейных участков лоб вых частей - более жестким, пропитаным термореактивным связующим, материлом, содержащим слюдяную бумагу, и укадку нагретых катушек в пазы статора, ластичный материал наносят на 1/2 /3 часть длины лобовой части от голови катушки и укладки обмотки произвоят при температуре , обеспечивающей величину допускаемой относительной деформации более жесткого материала равную {15-35) .е. Благодаря расположению места стыка изоляции головок и изоляции пазовых частей на участке, состоящем на 1/3 1/2 длины лобовой части от головки, опасность пробоя и даже частичного электрического повреждения стыка практически, как показа; опыт, отсутствует, поскольку на указанном участке разность потенциалов между точками на поверхности изоляции и поверхностью меди меньше электрической прочности места .стыка. Исследование причин повреждаемости изоляции обмоток при укладке выявило, что степень изменения при укладке первоначальной формы катушки, а следовательно и величины деформаций на ее отдельных участках ( в том числе и чаще всего повреждаемом участке на выходе из паза ), определяется как величиной разницы в деформативных свойствах изоляции на отдельных участках в момент укладкн (о которых можно судить в данном случае по величине допускаемой относительной деформации при укладке), так и относительным расположением мес та стыка разнородных видов изоляции. В известном способе для принятого расположения места стыка разница в деформативных свойствах разнородных видов изоляции была слишком велика, что и послужило причиной высокой повреждаемости обмоток при укладке, выделяемой при электрических испытаниях изоляции обмотанного статора. При расположении места стыка разнородных видов изоляции в соответствии с изобретением влияние указанной разницы деформативных свойств на повреждаемость изоляции (как на выходе из паза, так и в месте стыка) должно стать еще более ощутимым; соответственно должны измениться и требования к деформативным свойствам изоляции прямолинейной части обмотки. В общем случае следовало нормировать именно величину разности в деформативных свойствах разнородных видов изоляции, но поскольку эти свойства материалов, практически могущих быть использованными для изоляции головок, очень близки, достаточно нормировать (путем задания определенной величины допускаемой относительной деформации) свойства изоляции прямолинейных участков катушки. В силу того, что используемые в катушке материалы являются негуковскими, аналитическое определение требований к деформативным свойствам изоляции представляется крайне затруднителъ ным. Определение указанных требований было осуществлено опытным путем при укладке в пазы статора катушек с различной (по деформативным свойствам)
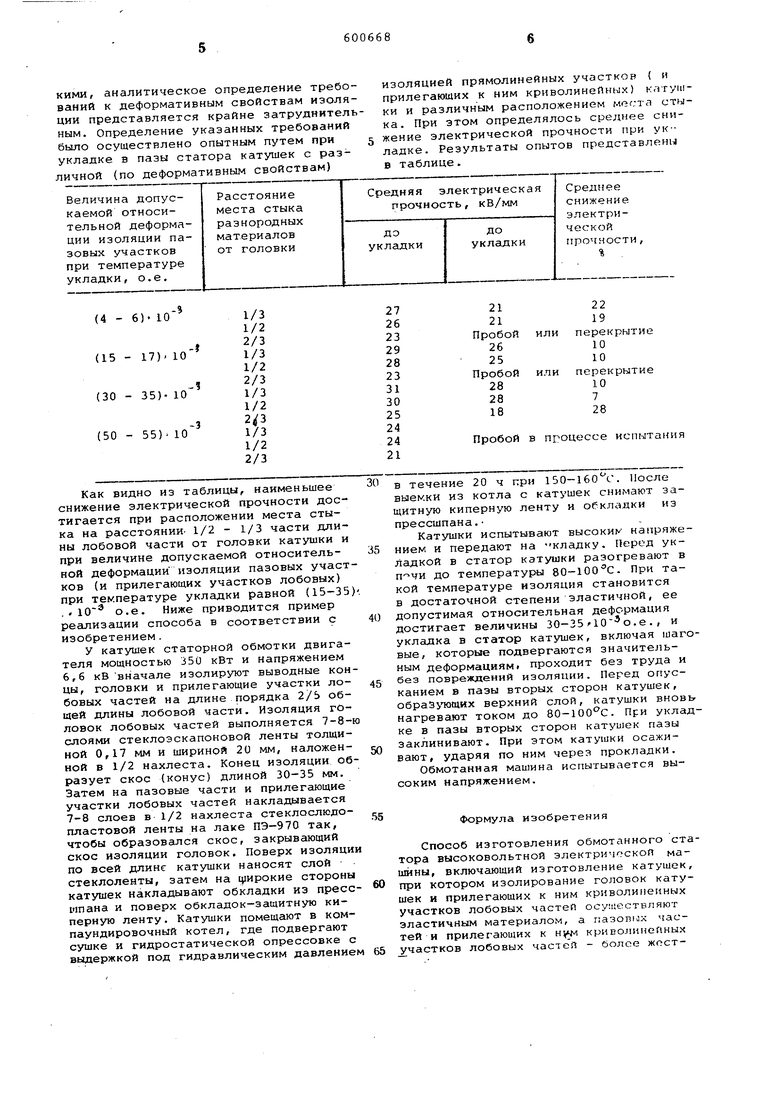
изоляцией прямолинейных участков ( н прилегающих к ним криволинейных) катушки и различным расположением места стыка. При этом определялось среднее снижение электрической прочности при ук-ладке. Результаты опытов представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обмотка статора электрической машины и способ ее изготовления | 1982 |
|
SU1080239A1 |
| Способ изготовления изоляции катушечных обмоток электрических машин | 1979 |
|
SU782056A1 |
| Способ изготовления катушек обмоток электрических машин | 1977 |
|
SU692010A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2020692C1 |
| Способ изготовления катушки обмотки электрической машины и устройство для его осуществления | 1985 |
|
SU1297173A1 |
| Двухслойная обмотка статора электрической машины | 1970 |
|
SU457143A1 |
| Способ изготовления обмотки электрической машины | 1988 |
|
SU1695454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Способ изготовления обмотанных статоров | 1978 |
|
SU731517A1 |
| НЕПОСРЕДСТВЕННЫЙ ПРИВОД ДЛЯ МОЩНЫХ ПРИВОДОВ | 2006 |
|
RU2395887C2 |
Как видно из таблицы, наименьшее снижение электрической прочности достигается при расположении места стыка на расстоянии- 1/2 - 1/3 части длины лобовой части от головки катушки и при величине допускаемой относительной деформации изоляции пазовых участков (и прилегающих участков лобовых) при температуре укладки равной (15-35) ..10 о.е. Ниже приводится пример реализации способа в соответствии с изобретением.
У катушек статорной обмотки двигателя мощностью 350 кВт и напряжением 6,6 кВ вначале изолируют выводные концы, головки и прилегающие участки лобовых частей на длине порядка 2/Ь общей длины лобовой части. Изоляция головок лобовых частей выполняется 7-8-ю слоями стеклоэскапоновой ленты толщиной 0,17 мм и шириной 20 мм, наложенной в 1/2 нахлеста. Конец изоляции образует скос (конус) длиной 30-35 мм. Затем на пазовые части и прилегающие участки лобовых частей накладывается 7-8 слоев в 1/2 нахлеста стеклослюдопластовой ленты на лаке ПЭ-970 так, чтобы образовался скос, закрывающий скос изоляции головок. Поверх изоляции по всей длине катушки наносят слой стеклоленты, затем на фирокие стороны катушек накладывают обкладки из прессшпана и поверх обкладок-защитную киперную ленту. Катушки помещают в компаундировочный котел, где подвергают сушке и гидростатической опрессовке с выдержкой под гидравлическим давлением
в течение 20 ч при 150-160 С. После вьаемки из котла с катушек снимают защитную киперную ленту и обкладки из прессшпана.Катушки испытывают высокие напряжением и передают на кладку. Пород укЛадкой в статор катушки разогревают в до температуры 80-ЮО С. При такой температуре изоляция становится в достаточной степени эластичной, ее допустимая относительная деформация достигает величины 30-35 .е . , и укладка в статор катушек, включая шаговые, которые подвергаются значительным деформациям, проходит без труда и без повреждений изоляции. Перед опусканием в пазы вторых сторон катушек, обраЭ тощих верхний слой, катушки вновь нагревают током до вО-ЮО С. При укладке в пазы вторых сторон катуи1ек пазы заклинивают. При этом катушки осаживают, ударяя по ним через прокладки.
Обмотанная машина испытывается высоким напряжением.
Формула изобретения
Способ изготовления обмотанного статора высоковольтной электрической машины, включающий изготовление катушек, при котором изолирование головок катушек и прилегающих к ним криволинеиных участков лобовых частей осуществляют эластичным материалом, а пазових частей и прилегающих к криволннспных участков лобовых частей - более жостКИМ, пропитанным термореактивным свяэуюишм, материалом, содержащим слгодя- ную бумагу, и укладку нагретых катушек в пазы статора, отличающий- с я тем, что, с целью повышения качества изоляции, указанный эластичны материал наносят на 1/2 - 1/3 часть длины лобовой части от головки катушки и укладку катушек производят при температуре, обеспечивающей величину допускаемой относительной деформации
.более жесткого материала равную (15 35) .е.
Источники.информации, принятые во внимание при экспертизе:
