Изобретение относится к производству химической и нефтяной аппаратуры, а именно к оборудованию для авто матической сварки под флюсом обечаек и корпусов, и может быть использован в котлостроении, энергетическом машиностроении, а также в отраслях тех ники, связанных с производством свар ных изделий типа труб и емкостей. Известен самоходный двухдуговой автомат А-1185 для сварки под флюсом содержащий толовку для сварки, флюсо аппарат для сборки и подачи флюса и гибкий ишанг с флюсозаборником Cl В автомате нерасплавившийся при сварке флюс засасывается флюсоотсосом, при этом он каждый раз устанав ливается в необходимое положение, в котором жестко закрепляется. Однако при таком конструктивном исполнении флгасозаборник плохо копирует поверхность изделия при сварке, требует перенастройки своего положения при переходе на сварку нового стыка, а также при изменении вылета электрода и при сварке изделий разной кривизны. Это приводит к дополни тельным затратам времени на его уста новку и закрепление в нужном положении. Трудности обеспечения постоянного оптимального положения флюсозаборника относительно свариваемого изделия в процет:;се сварки ведут кне полной уборке и повышенному расходу флюса. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является установка для сварки , -содержащая ходовую тележку с установленной на ней колонной, каредку перемещающуюся по колонне, консоль со сварочной головкой, размещенные на каретке флюсоаппарат, присоединен ный к сети сжатого воздуха и закрепленный на сварочной головке, подпружиF eнный флюсоотсос на пантографе, соединенный с флюсоаппаратом. При перемещении сварочной установки относительно свариваемого изделия, ф.пю соотсос перемещается по поверхности, копируя ее и компенсируя изменение расстояния между сварочной головкой и изделием. Таким образом, обеспечивается оптимальное расстояние флюсоотсосом и изделием, что обеспечивает качественную уборку флюса и снижение его расхода C2J. Недостатком установки является то, что 1ри подходе сварочной головки к свариваемому изделию и перед ее настройкой на сварку очередного стыка флюсозаборник постоянно занимает крайнее нижнее положение, определенное упором на пантографе и действием пружины. Такое положение флюсозаборника затрудняет настройку установки. Кроме того, возможна поломка флюсоотсоса вследствие его задевания за край изделия. Во избежание поломок требуется дополнительное вертикальное перемещение всей головки вверх, что также удлиняет и усложняет процесс наладки сварочной установки. I При сварке внутренних стыков изделий малого диаметра перед введением головки в обеда ку, флюсозаборник |необходимо приподнять в верхнее поло жение, затем, после введения головки в изделие, опустить до касания с изделием. После выполнения сварки и выхода сварочной головки, флюсозаборник опускается мешая выводу сварочной головки из изделиЯ.. Чтобы исключить возможность поломки флюсозаборника, требуется дополнительно поднять консоль сварочной установки. На все это требуется дополнительное время, что в конечном счете снижает производительность труда при сварке. ; Целью изобретения является повьшение производительности путем устранения переналадки положения флюсоотсоса. Поставленная цель достигается тем, что установка для сварки, содержащая ходовую тележку с установленной на ней колонной, каретку, перемещающуюся по колонне, консоль по сварочной гот ловкой, размещенные на каретке флюсоаппарат , присоединенный к сети сжатого воздуха и закрепленный на сварочной головке, подпружиненный флюсоотсос на пантографе, соединенный с флюсоаппаратом, снабжена закрепленными на сварочной головке пневматической камерой с диафрагмой и толкателем, размещенным в поддиафрагменном пространстве камеры и подпружиненным через диафрагму, а также двуплечим рач.агом, который одним концом шарнирно соединен с пантографом флюсоотсоса, а другим шарнирно соединен со свободным концом подпружиненйого толкателя, при этом поддиафрагменное пространство камеры соединено с-, сетью сжатого воздуха. Устранение необходимости производить дополнительные перемещения консоли со сварочной головкой, а также автоматический подъем- флюсозаборника при выключении флюсоаппарат . исключают переналадки при переходе на сварку очередного стыка. Устранение необходимости опускать и настраивать положение флюсозаборника при сварке изделий различной кривизны, а также автоматическое опускание флюсозаборника до момента касания им изделия, позволяют уменьшить вспомо- , гательное время наладочных работ в повысить производительность труда за счет увеличения коэффициента использования оборудования.
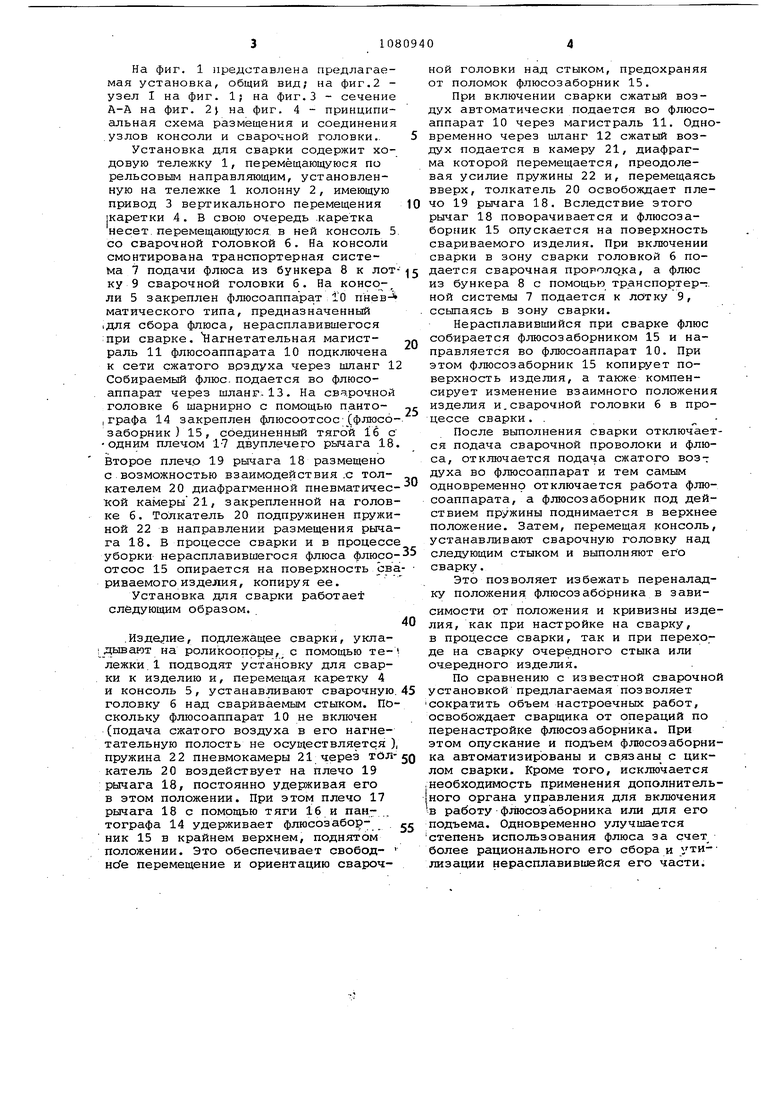
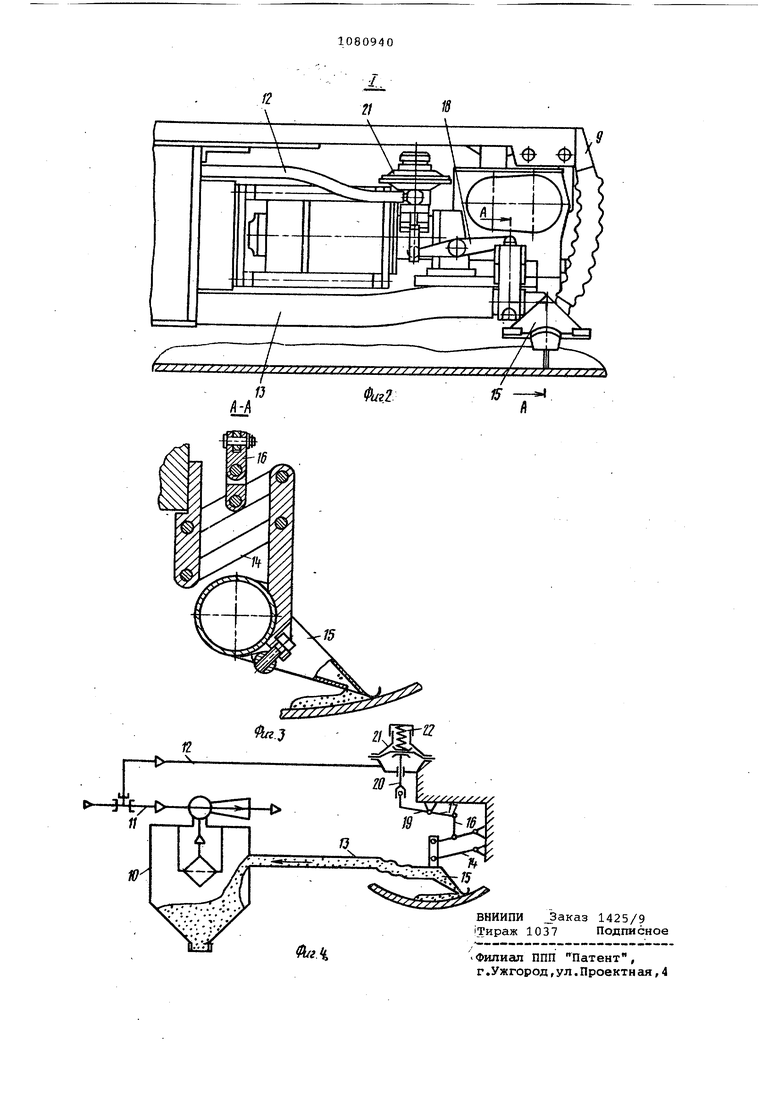
На фиг. 1 представлена предлагаемая установка, общий вид; на фиг.2 узел I на фиг. 1; на фиг.3 - сечение А-А на фиг. 2 на фиг. 4 - принципиальная схема размещения и соединения узлов консоли и сварочной головки.. 5
Установка для сварки содержит ходовую тележку 1, перемещающуюся по рельсовым направляющим, установленную на тележке 1 колонну 2, имеющую привод 3 вертикального перемещения Ю |каретки 4 . В свою очередь .каретка несет, перемещающуюся в ней консоль 5. со сварочной головкой 6. На консоли смонтирована транспортерная система 7 подачи флюса из бункера 8 к ку 9 сварочной головки 6. На консоли 5 закреплен флюсоаппарат ТО пнев- матического типа, предназначенный
для сбора флюса, нерасплавившегося
При сварке. Нагнетательная магист- « раль 11 флюсоаппарата 10 подключена к сети сжатого врздуха через шланг 12 Собираемый флюс, подается во флюсоаппарат через шланг-13. На сварочной головке б шарнирно с помощью панто- jr
графа 14 закреплен флюсоотсос(флюсо-. заборник ) 15, соединенный тягой 16 с
одним плечом 1-7 двуплечего рычага 18.
Второе плечо 19 рычага 18 размещено с возможностью взаимодействия .с толкателем 20 диафрагменной пневматичесой камеры21, закрепленной на головке 6. Толкатель 20 подпружинен пружиной 22 в направлении размещения рычага 18. В процессе сварки и в процессе уборки нерасплавившегося флюса флюсо-35 отсос 15 опирается на поверхность сва- риваемого изделия, копируя ее.
Установка для сварки работает следующим образом.
., подлежащее сварки, уклаьшают на роликоопрры, с помощью те- лежки.1 подводят установку для сварки к изделию и, перемещая каретку 4 и консоль 5, устанавливают сварочную. 45 головку б над свариваемым стыком. Поскольку флюсоаппарат 10 не включен (подача сжатого воздуха в его нагнетательную полость не осуществляется ), пружина 22 пневмокамеры 21 через тйл-JQ катель 20 воздействует на плечо 19 рычага 18, постоянно удерживая его в этом положении. При этом плечо 17 рычага 18 с помощью тяги 16 и пан- . тографа 14 удерживает флюсозабор- gg ник 15 в крайнем верхнем, поднятом положении. Это обеспечивает свободное перемещение и ориентацию сварочной головки над стыком, предохраняя от поломок флюсозаборник 15.
При включении сварки сжатый воздух автоматически подается во флюсоаппарат 10 через магистраль 11. Одновременно через шланг 12 сжатый воздух подается в камеру 21, диафрагма которой перемещается, преодолевая усилие пружины 22 и, перемещаясь вверх, толкатель 20 освобождает плечо 19 рычага 18. Вследствие этого рычаг 18 поворачивается и флюсозаборпик 15 опускается на поверхность свариваемого изделия. При включении сварки в зону сварки головкой 6 подается сварочная проролока, а флюс из бункера 8 с помощью транспортер-:, ной системы 7 подается к лотку 9, ссыпаясь в зону сварки.
Нерасплавившийся при сварке флюс собирается флюсозаборником 15 и направляется во флюсоаипарат 10. При этом флюсозаборник 15 копирует поверхность изделия, а также компенсирует изменение взаимного положения изделия и.сварочной головки б в процессе сварки. .
После выполнения сварки отключается подача сварочной проволоки и флюса, отключается подача сжатого возт духа во флюсоаппарат и тем самым одновременно отключается работа флюсоаппарата, а флюсозаборник под действием пружины поднимается в верхнее положение. Затем, перемещая консоль, устанавливают сварочную головку над следующим стыком и выполняют его сварку.
Это позволяет избежать переналадку положения флюсозаббрника в зависимости от положения и кривизны изде40лия, как при настройке на сварку, в процессе сварки, так и при переходе на сварку очередного стыка или очередного изделия.
По сравнению с известной сварочно установкой предлагаемая позволяет сократить объем настроечных работ, освобождает сварщика от операций по перенастройке флюсозаборника. При этом опускание и подъем флюсозаборника автоматизированы и связаны с циклом сварки. Кроме того, исключается ;необходимость применения дополнитель ного органа управления для включения в работу флюcoзiaбopникa или для его подъема. Одновременно улучшается степень использования флюса за счет более рационального его сбораи утилизации нерасплавившейся его части.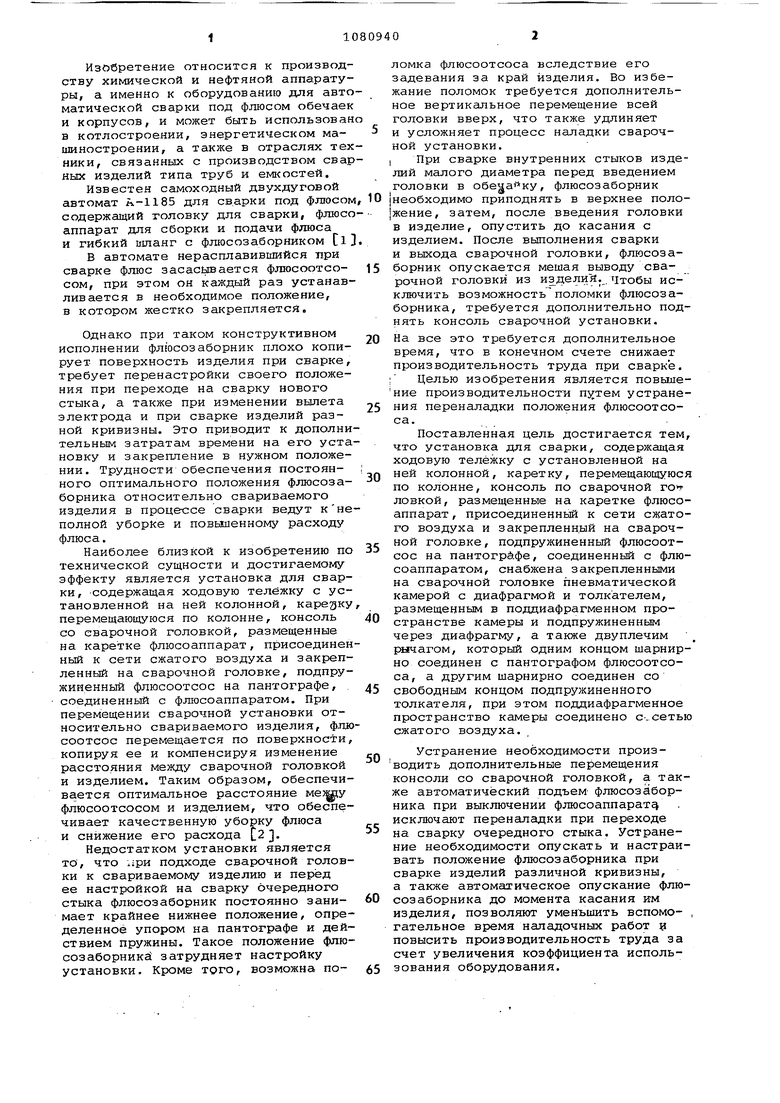
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| Сварочная установка | 1979 |
|
SU872136A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Установка для сварки под флюсом | 1977 |
|
SU745627A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU351654A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Установка для электродуговой сварки под слоем флюса | 1980 |
|
SU880674A1 |
| Автомат для электродуговой сварки под флюсом | 1975 |
|
SU531686A1 |
| Флюсовой аппарат | 1990 |
|
SU1743758A1 |
УСТАНСВКА ДЛЯ СВАРКИ, содержащая ходовую тележку с установленной на ней колонной, каретку, перемещшощуюся по колонне, консоль со сварочной головкой, размещенные на каретке флюсоаппарат, присоединенный к сети сжатого воздуха и закрепленнь;й на сварочной головке, подпружиненный флюсоотсос на пантографе, соединенный с флюсоаппаратом, отличающаяся тем, что, с целью повышения производительности путем устранения переналадки положения флюсоотсоса, установка снабжена закрепленными на сварочной головке пневматической камерой с диафрагмой и толкателем, размещенным в поддиафрагменном пространстве камеры и подпружиненным через диафрагму, а также двуплечим рычагом, который одним концом тиарНирно соединен с пантогра- § фом флюсоотсоса, а другим шарнирно (Л соединен со свободным концом подпружи еиного толкателя, при этом подди фрагменное пространство камеры соединено с ceTbiq сжатого воздуха. 00 о х 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварочное оборудование | |||
| Каталог-справочник | |||
| Ч.З | |||
| Киев, НаукОБа думка, 1972, с.24 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чвертко А.И | |||
| Устройства для подачи и уборки флюса при автоматической и Jзoлyaвтoмaтичecкoй сварке | |||
| ;М., ВНИИЭМ, 1964, с.18 (прототип). | |||
