(54) УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ ПРОДОЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ
1 ОБЕЧАЕК
шается устойчивость изображения, что приводит к необходимости повышения зрительного напряжения оператора. Наличие элементов с амортизационными свойствами таких как токоподводящий кабель для питания сварочной дуги, шланг флюсостооса увеличивает возможность появления колебаний сварочной головки и наступления их механкческого резонанса. Вероятность последнего фактора особенно повышается в случае сварки продольных стыков, когда неуравновешенная консольная штанга с головкой на одном своем конце подается внутрь изделия, а на другом ее конце работает флюсЪаппарат и привод флюсотранспортеркого механизма.
Цель изобретения - облегчение переналадки установки от сварки продольных швов на сварку кольцевых швов и повышение качества сварки.
Для этого предлагаемая установка снабжена шарнирно установленной на консоли скобой, ось поворота которой совпадает с осью сварочного мундштука, при этом передающая телекамера и флюсоотсос закреплены на скобе диаметрально противоположно относительно сварочного мундштука.
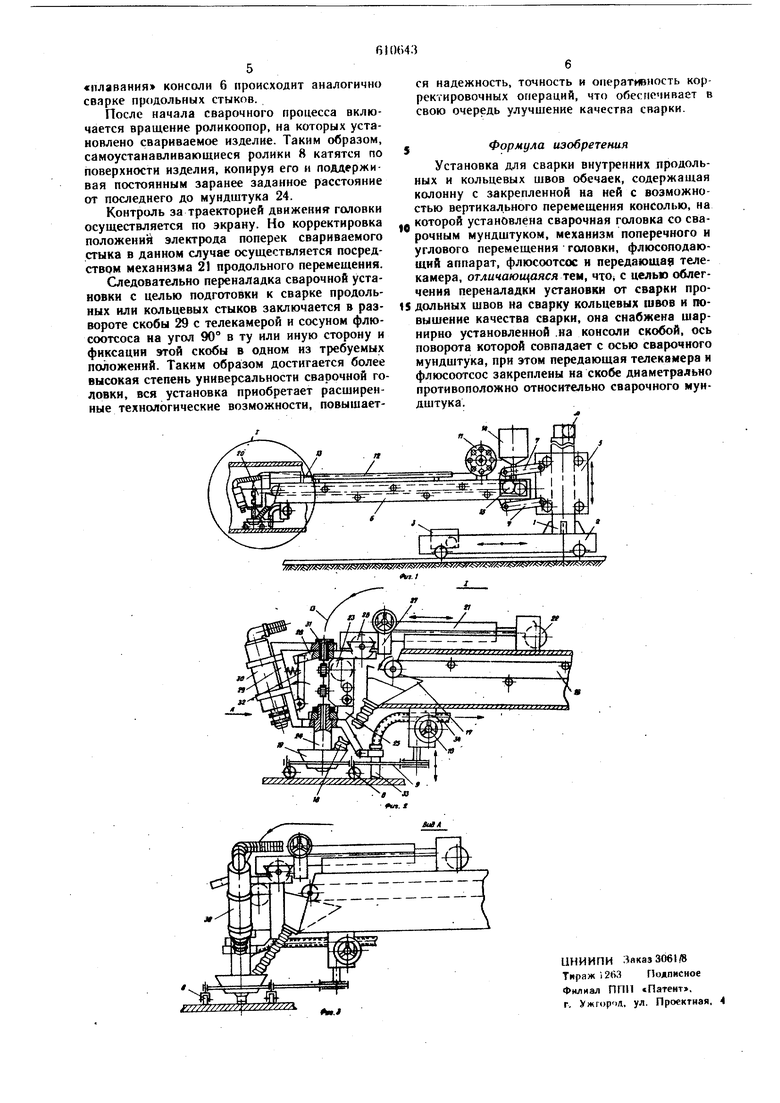
На фиг. 1 представлена предлагаемая установка, обший вид; йа фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид по стрелке А на фиг. 2.
Установка состоит из ко.понны , установленной на тележке 2 с приводом 3, обеспечивающим возможность регулируемого перемещения с рабочей и маршевой скоростью. По колонне с помощью привода 4 вертикально перемещается каретка 5, несущая консоль 6. Крепление консоли 6 к каретке 5 осуществляется с по-мощью параллелограммной подвески посредством тяг 7 равной длнпы. Консоль 6 снабжена двумя парами самоустанавливающихся опорных роликов 8 (типа рояльных), npifMeM кронштейн 9, несущий их шарнирно соединен с механизмом 10 вертикального перемещения, установленны;.; на свободном конце консоли 6.
На консоли установлена кассета 11 и горизонтальная направляющая 12 для сварочной проволоки 13, флюсоаппарат 14 для сбора иерасплавившегося флюса и привод 15 флюсотраиспортера 16, расположенного внутри консоли. В головной части последней смонтирован бункер 17 с гофрированной трубкой 18. для приема флюса с транспортера 16 и передачи его в воронку 19 сварочной головки 20, которая посредством механизма 21 продольного перемещения, снабженного приводом 22, соединена с консолью 6.
Сварочная головка 20, состоящая из подающего механизма 23 и мундштука 24, соединенных между собой посредством нижнего кронштейна 25, оборудована механизмом 26 поперечного перемещения и механизмом 27 углового разворота. Кроме того, на подающем механизме укреплен верхний кронштейн 28, который служит опорой поворотной скобы 29, несущей передающую камеру 30 и имеющей возможность поворота вокруг полого шарнирного цилиндрического пальца 31, являющегося одновременно вертикальной направляющей для сварочной проволоки 13, и - вокруг мундштука
24, ось которого совпадает с продольной осью пальца 31. Таким образом, обеспечивается разворот камеры 30 на угол 90° вокруг электрода из продольного положения в поперечное или обратно с возможностью фиксации, в этих поло: жениях. Для этого скоба 29 снабжена, например, подпружиненным качающимся фиксатором 32, взаимодействующим с кронштейном 28 и обеспечивающим жесткую связь скобы с последним в указанных положеииях
Одновременно с камерой 30 разворот получает флюсоотсос 33, шарнирно закрепленный на нижней части скобы 29, диаметралью противоположно камере 30. Гибкий шланг 34 соединяет флюсоотсос 33 с флюсоаппаратом 14. Установка работает следующим образом. При сварке продольных стуков тележка 2, перемещаясь с Маршевой скоростью, подводит сварочную головку 20 к месту начала сварки. При этом камера 30 и флюсоотсос 33 зафиксированы в положении, при котором их продольные оси лежат в плоскости, параллельной плоскости свариваемого стыка. Вертикальным перемещением каретки 5 производится опускание консоли б с головкой 20 до опирания роликов 8 на поверхность свариваемого изделия. Дальнейшим кратковремениым перемещением каретки 5 Bbiaie обеспечивается «плавание консоли
в вертикальном направлении, что позволяет копировать поверхность свариваемого изделия и сохранять постоянным расстояние от последнего до мундщтука 24 в течение процесса сварки..
Точный вывод головки на исходнук) для начала сварки позицию (тонкая настройка) производится с помощью механизмов 21 и 26 соответственно продольного и поперечного перемещения, а механизм 10 вертикального перемещения обеспечивает возможность настройки
требуемого расстояния от свариваемой поверхности до мундштука 24.
После начала сварочного процесса тележка 2, перемещаясь с рабочей скоростью, производит движение головки 20 вдоль свариваемого стыка, причем контроль за траекторией этого движения осуществляется по изображению на экране видео-контрольного устройства. При необходимости производится корректировка положения электрода относительно стыка с помощью механизма 26 поперечного перемещения При сварке кольцевых стыков телекамера 30 и флюсоотсос 33 разворачиваются на угол 90°, занимая положение в плоскости, параллельной плоскости стыка, и фиксируются в этом положении с помощью фиксатора 32. Совмещевие указанных плоскостей, т. е. подача головки к месту начала сварки, производится перемещением тележки 2 с маршевой скоростью, а тонкая настройка - механизмом 2 продольного перемещения. Предварительно,
при необходимости, обеспечивается смещение с зенита сварочного электрода н наклон его к поверхности свариваемого изделия; эти настроечные операции выполняются с помощью механизмов 26-и 27 соответственно поперечного перемещения н углового разворота.
Опускание каретки 5 с целью получения
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1983 |
|
SU1080940A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для сварки внутренних кольцевых швов под флюсом и способ настройки его на стык | 1989 |
|
SU1609592A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1985 |
|
SU1368139A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
| Установка для электродуговой сварки под слоем флюса | 1980 |
|
SU880674A1 |
