. (54) СВАРОЧНАЯ УСТАНОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1983 |
|
SU1080940A1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Установка для сварки пространственных каркасов | 1990 |
|
SU1784423A1 |
| Установка для сварки | 1978 |
|
SU721298A1 |
| СТАНОК ДЛЯ СБОРКИ И СВАРКИ ПРЯМОЛИНЕЙНЫХ ТАВРОВЫХ БАЛОК | 1969 |
|
SU243755A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Устройство для изготовления газонепроницаемых трубных панелей | 1967 |
|
SU284821A1 |
| Установка для автоматической сварки | 1988 |
|
SU1590299A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
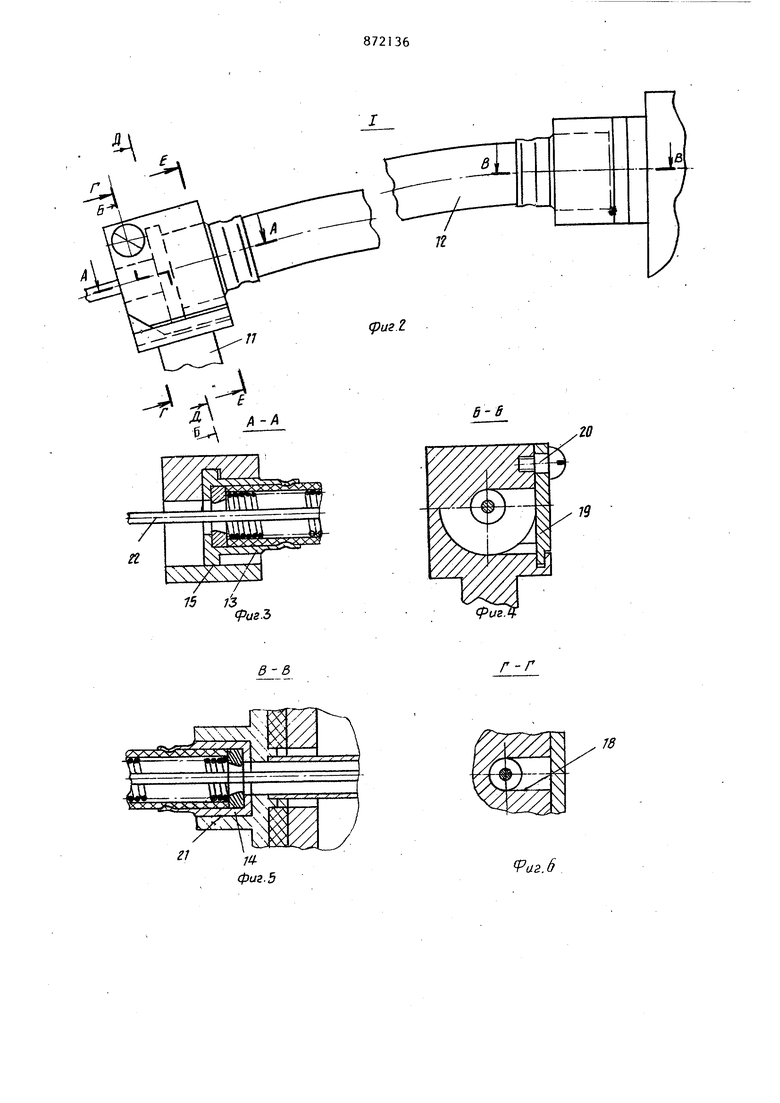
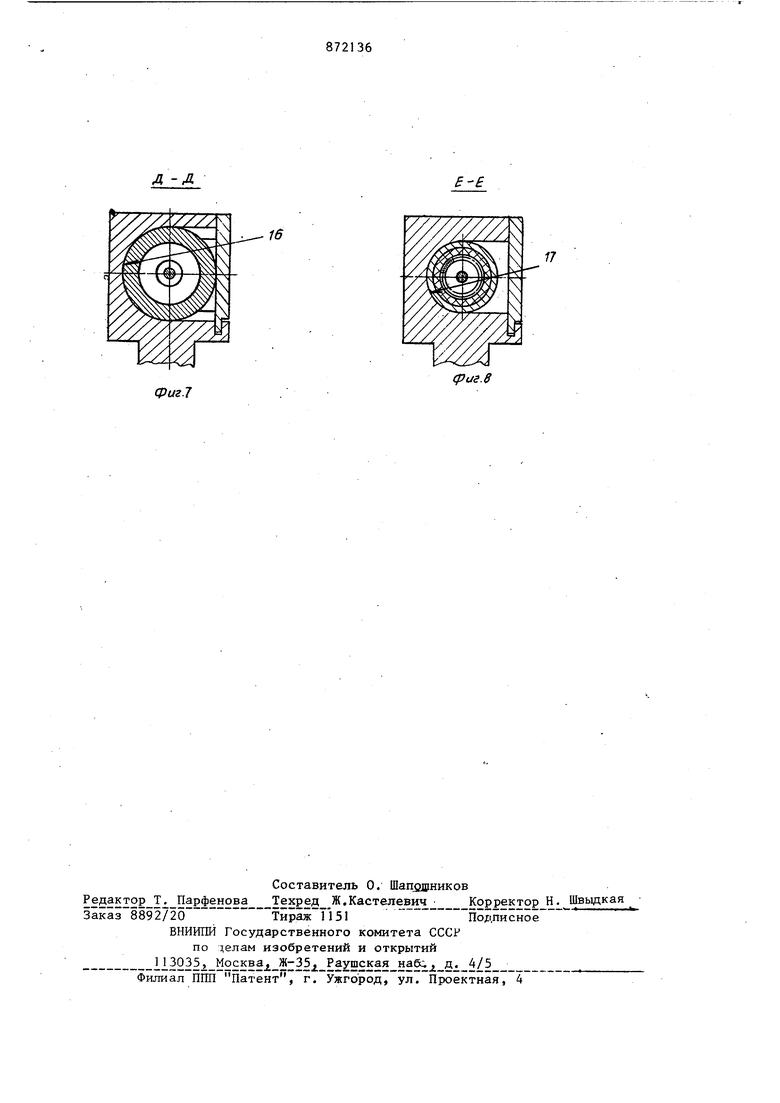
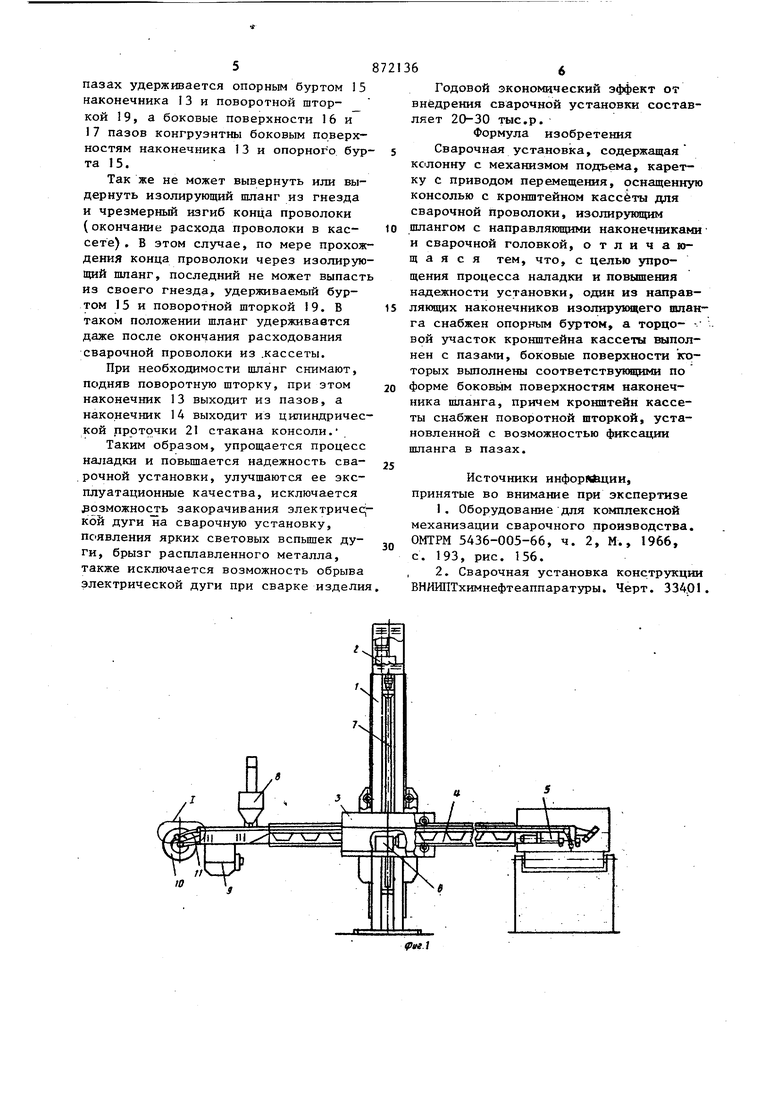
Изобретение относится к сварочному производству, преимущественно к устройствам для производства обечаек .и корпусов нефтехимической аппаратуры и труб. Известна сварочная установка, содержащая колонну, каретку и консоль со сварочной головкой П 3. Однако в указанной установке подача сварочной проволоки из кассеты к сварочной головке осуществляется без изолирующих элементов. В связи с тем что головка, проволока и кассета нахо дятся под сварочным.напряжением, при окончании расхода проволоки из кассеты конец проволоки, ничем не удерживаемый, касается заземленной консоли вызывая прекращение сварочной дуги между электродом и изделием. В то же время возникает электродуга между электродом и заземленными частями сва рочной установки, выводя их из строя вызывая появление брызг расплавленноI го металла и световых вспышек большой яркости. Известна сварочная установка, содержащая колонну с механизмом подъема,, каретку с механизмом перемещения, консоль с кронштейном кассеты, изолирующим шлангом с направляющими наконечниками и сварочной Г.ОЛОВКОЙ Г22. .Недостаток установки в том, что затруднена заправка проволоки в шланг и установка его в цилиндрические проточки . Это обусловлено большой жесткостью сварочной проволоки диаметром 4-5 мм, проходящей относительно коротком шланге, и значительными усилиями необходимыми для изгиба шланга с проволокой в продольной и поперечной плоскостях. Кроме того, такое конструктивное выполнение недостаточно надежно, так как значительные изгибы сварочной проволоки в кассете вызывают изгиб шланга, вследствие чего одним концом он выходит из цилиндрической проточки кронштейна кассеты и при окончании расхода проволоки мо жет не выполнить свою изолирующую фу кцию, причем в этом случае шланг не может быть удержан только одним наконечником; сидящим в своей проточке, и может выпасть. Цель изобретения - упрощение процесса наладки и повышение надежност-и сварочной установки. Указа 1ная цель достигается тем, что в сварочной установке, содержащей колонну с механизмом подъема, каретку с механизмом перемещения, консоль с кронштейном кассеты для сварочной проволоки, изолирующим шлангом с направляющими наконечниками и сварочной головкой, один из направляющих наконечников изолирующего шланга снабжен опорным буртом, а торцовой участок кронштейна кассеты выполнен с пазами, боковые поверхности которых соответствуют по форме боковым поверхностям наконечника шланга, причем кронштейн кассеты сна жен поворотной шторкой, установленной с возможностью фиксации шланга в пазах. На фиг. 1 приведена сварочная установка, общий вид; на фиг. 2 - узел Т (изолирующий шланг, кронштейн кассеты, хвостовик консоли) на фиг.1; на фиг. 3 - разрез А-А (по изолирующему шлангу и кронштейну кассеты на фиг.2;1 на фиг. 4 - разрез Б-Б (по креплению поворотной шторки на кронш тейне кассеты) на фиг.2; на фиг.5 разрез В-В (по размещению изолирующе го шланга в хвостовике консоли) . на фиг. на фиг.6 - разрез Г-Г (по кронштейну кассеты, конфигурация паза) на фиг.2; на фиг. 7 - разрез Д-Д (по кронштейну кассеты, конфигурация паза) на фиг. 2; на фиг. 8 - разрез Е-Е (по кронштейну кассеты, конфигурация паза) на фиг. 2. Сварочная установка содержит колонну 1, в верхней части которой раз мещен привод механизма подъема 2. Ко лонна 1 несет каретку 3, имеющую кон соль А со сварочной головкой 5. Горизонтальное передвижение консоли 4 осуществляется от привода 6, установленного в каретке 3, с помощью реечной передачи. Винт.7 механиз ма подъема 2 обеспечивает вертикальное перемещение каретки 3. На заднем конце консоли расположен бункер 8 дл флюса, флюсоаппарат 9 и кассета 10 4 со сварочной проволокой, установленная на кронштейне 11. Сварочная провслока пропущена из кассеты 10 через т изолирующий шланг 12 в консоль 4 и далее - к сварочной головке 5. Изолирующий шланг 12 имеет на своих концах цилиндрические направляющие наконечники 13 и 14, причем наконечник 13 снабжен опорным буртом 15. Сам изолирующий шланг 12 представляет собой резиновую оболочку, внутри которой размещена стальная спираль, упирающаяся в закаленные износостойкие кольца. Резиновая оболочка и спираль удерживаются в наконечниках 13 и 14. Кронш-. теин 11 кассеты 10 имеет пазы, боковые поверхности 16 и 17 которых соотве тствуют боковым поверхностям наконечника 13 с опорным буртом 15. В кронштейне 11 также выполнен паз 18 для установки сварочной проволоки. Изолирующий пшанг I2 фиксируется в пазах с помощью поворотной шторки 19, установленной на оси 20, закрепленной в кронштейне 11. В консоли 4 имеется изолированный от последней стакан с цилиндрической проточкой 21, куда входит наконечник 14 шланга 12 с проходящей внутри него сварочной проволокой 22. Сварочная установка работает следующим образом. Подлежащая сварке обечайка устанавливается на роликоопоры. Засыпается флюс в бункер 8 и кассета 10 со. сварочной проволокой устанавливается на кронштейне 11. Отводится поворотная шторка 19, шланг 12 снимается и в него вводится сварочная проволока 22, которйя затем пропускается через консоль 4 к сварочной головке 5. После этого изолирующий шланг 12 наконечника 14 вставляется в проточку 21, наконечник 13 вводится в пазы кронштейна 11j а свар.очная проволока вводится в паз 18, после чего шторка 19 опускается, фиксируя изолирующий шланг 12 в кронштейне 11. Устанавливаются необходимые скорость сварки и скорость подачи сварочной проволоки, включается транспортерная подача флюса и флюсоаппарат для сбора нерасплавившегося флюса, а также включается сварка. в процессе сварки изгибы сварочной проволоки, сходящей с кассеты, не могут ывернуть изолирующий шланг из пазов кронштейна, поскольку шланг в 5 пазах удерживается опорным буртом 15 наконечника I3 и поворотной шторкой 19, а боковые поверхности 16 и 17 пазов конгруэнтны боковым поверхностям наконечника 13 и опорного бур та 1 5. Так же не может вывернуть или выдернуть изолирующий шланг из гнезда и чрезмерный изгиб конца проволоки (окончание расхода проволоки в кассете) . В этом случае, по мере прохож дения конца проволоки через изолирую щий шланг, последний не может выпаст из своего гнезда, удерживаемый буртом 15 и поворотной шторкой 19. В таком положении шланг удерживается даже после окончания расходования сварочной проволоки из .кассеты. При необходимости шланг снимают, подняв поворотную шторку, при этом наконечник 13 выходит из пазов, а наконечник 14 выходит из цилиндричес кой проточки 21 стакана консоли. Таким образом, упрощается процесс наладки и повьш1ается надежность сва.рочной установки, улучшаются ее эксплуатационные качества, исключается возможность закорачивания электричес кой дуги на сварочную установку, появления ярких световых вспышек дуги, брызг расплавленного металла, также исключается возможность обрыва электрической дуги при сварке издели 66 Годовой экономический эффект от внедрения сварочной установки составляет 20-30 тыс.р. Формула изобретения Сварочная установка, содержащая колонну с механизмом подъема, каретку с приводом перемещения, оснащенную консолью с кронштейном кассеты для сварочной проволоки, изолирукнцим шлангом с направляющими наконечниками и сварочной головкой, отличающаяся тем, что, с целью упрощения процесса наладки и повьшения надежности установки, один из направлякнцих наконечников изолирунищего шланга снабжен опорным буртом, а торцо- - . вой участок кронштейна кассеты выполнен с пазами, боковые поверхности которых выполнены соответствукнцими по форме боковьш поверхностям наконечника шланга, причем кронштейн кассеты снабжен поворотной шторкой, установленной с возможностью фиксации шланга в пазах. Источники инфорвйЬции, принятые во внимание при экспертизе 1.Оборудование для комплексной механизации сварочного производства. ОМТРМ 5436-005-66, ч. 2, М., 1966, с. 193, рис. 156. 2.Сварочная установка конструкции ВНИИПТхимнефтеаппаратуры, Черт. 334,01 .
В- В
r-r
Раг.6
фиг.7
П
(рчг.8
