Изобретение относится к области сварки, в частности к устройствам для сварки стыковых соединений полотнищ, собранных из листовых заготовок.
Известно устройство для сборки и сварки листовых заготовок, описанное в авт. св. СССР №1454627, МПК B23K 37/04, опубл. 30.01. 1989. Устройство для сборки и сварки листовых заготовок содержит смонтированные на основании опорную балку и шовоформирующую подкладку, шарнирно закрепленные на основании прижимные клавиши, оснащенные приводом их перемещения, и двуплечие рычаги с упорным плечом для установки стыка листов на линию сварки. Каждая крайняя прижимная клавиша снабжена жестко закрепленным на ней Г-образным кронштейном, установленным с возможностью взаимодействия с нерабочим плечом рычага, обеспечивая возможность углового перемещения его в вертикальной плоскости до взаимодействия с ограничителем, жестко закрепленным на прижимной балке. Установка рычага с упорным плечом на линию стыка осуществляется автоматически при одновременном прижиме листов к опорной плите, что позволяет обеспечить повышение производительности.
В авт. св. СССР №157697, МКИ B23K 37/04, 28/02, опубл. 23.07.1990 описан стенд для автоматической односторонней сварки с обратным формированием шва, содержащий опорную балку для укладки свариваемого полотнища с формирующей шов подкладкой, портал с направляющей, приводную тележку, установленную с возможностью перемещения по направляющей и выполненную в виде рамы прижимного органа с опорными и прижимными роликами, подвеску с закрепленным на ней сварочным оборудованием. Тележка оснащена траверсой с двумя парами шарнирно смонтированных толкателей, двумя парами силовых двухпоршневых цилиндров, штоки одних из которых соединены с траверсой, а штоки других снабжены опорными роликами, при этом корпуса закреплены на раме тележки, прижимные ролики установлены на толкателях траверсы, а подвеска с закрепленным на ней сварочным оборудованием шарнирно установлена на траверсе между парами толкателей. На стенде обеспечена возможность сварки листов разной толщины.
В авт. св. СССР №829386 МКИ B23K 37/04, опубл. 15.05.1981 г. описан стенд для сварки полотнищ, содержащий установленные на основании две секции неприводных рольгангов, балку с прижимами для свариваемых листов и направляющими для сварочной головки. Под балкой между рольгангами установлен ложемент для медной водоохлаждаемой подушки. Для надежного поджима подушки к стыку водоохлаждаемая подушка снабжена напорным рукавом. Стенд снабжен цепным вертикально замкнутым конвейером, смонтированным на основании стенда, и направляющими верхних ветвей конвейера, смонтированными на основании с возможностью перемещения в направлении, перпендикулярном основанию.
Наиболее близким к заявляемому техническому решению аналогом является установка для односторонней автоматической сварки полотнищ, которая описана в авт. св. СССР №774882, МКИ B23K 37/04, опубл. 30.10.1980 г. и принята за прототип. Установка для односторонней автоматической сварки полотнищ содержит рольганг с приводом для перемещения полотнищ, основание, опорные катки и кольцевые направляющие для вращения основания, направляющие со сварочной головкой и формирующей медной подкладкой, а также силовые механизмы для прижатия кромок стыкового соединения к медной подкладке для формирования шва. При этом установка оснащена датчиками автоматической настройки сварочной головки на свариваемый стык, первый из которых, служащий для переключения скорости подачи полотнища с маршевой на доводочную, установлен на опорной балке. Второй датчик, предназначенный для точной остановки линейного движения полотнища и последующего включения кругового перемещения основания, закреплен на направляющей для сварочной головки и третий, служащий для выключения кругового перемещения, смонтирован на сварочной головке.
Однако эта установка имеет существенный недостаток. Вращение основания установки с направляющими для сварочного автомата и фиксированным центром вращения обеспечивает только угол расположения стыкового соединения относительно продольной оси полотнища. Для совмещения стыкового соединения с траекторией перемещения сварочной головки автомата необходимо осуществить продольное перемещение всего полотнища. Так как длина свариваемых листовых заготовок может быть 2000-3000 мм, а ширина от 500 до 2000 мм и при толщине листа от 5 до 16 мм готовое изделие (полотнище) имеет существенную массу, из-за чего обладает значительной по величине инерцией перемещения, то обеспечить позиционирование полотнища относительно сварочной головки затруднительно. Без сложной системы электронного слежения невозможно обеспечить точность наведения сварочной головки на стыки полотнищ, которые могут располагаться под некоторым углом относительно сварочной головки.
Задачей изобретения является создание устройства для автоматической односторонней сварки полотнищ из листовых заготовок большой протяженности, обеспечивающего достижение высокой производительности процесса и качества сварного шва.
Поставленная задача решается за счет того, что в установке для односторонней автоматической сварки полотнищ, содержащей рольганг с приводами перемещения полотнищ, подвижное основание, опорные балки с направляющими, сварочную головку, формирующую подкладку и силовые балки с прижимами, согласно изобретению основание выполнено в виде тележки, которая снабжена опорной кареткой и установлена с возможностью линейного перемещения вдоль полотнищ. При этом на опорной каретке закреплены силовые балки с прижимами и опорные балки с направляющими для сварочной головки, причем на опорной каретке параллельно направляющим сварочной головки расположена формирующая подкладка, которая выполнена водоохлаждаемой, установленная с возможностью вертикального перемещения относительно сварочной головки, а для визуализации положения продольной оси формирующей подкладки на опорной каретке установлен лазерный указатель.
Заявляемое техническое решение имеет отличия от прототипа, которые заключаются в том, что основание выполнено в виде тележки, установленной с возможностью перемещения вдоль полотнища, при этом с тележкой связана опорная каретка, выполненная поворотной. Среди отличий значение имеет то, что формирующая подкладка, расположенная параллельно направляющим сварочной головки, выполнена водоохлаждаемой и установлена на опорной каретке с возможностью вертикального перемещения относительно сварочной головки. Важным отличием является и то, что для визуализации положения продольной оси формирующей подкладки на опорной каретке установлен лазерный указатель, с которым настроена сварочная головка.
Благодаря тому, что основание выполнено в виде тележки, имеющую возможность перемещения вдоль полотнища, а на тележке установлена опорная каретка, выполненная поворотной, полотнище неподвижно и для настройки положения сварочного автомата относительно стыкового соединения перемещения имеет составные элементы установки. За счет исключения перемещения полотнища достигнуто сокращение количества операций при ориентации сварочной горелки относительно стыкового соединения. Сокращение вспомогательного времени, связанного с подготовкой изделия к сварке, способствует повышению производительности процесса. Посредством визуализации положения продольной оси формирующей подкладки, расположенной параллельно направляющим сварочной головки, по световой отметке луча лазерного указателя, на которую ориентирована сварочная головка, достигается точное наведение сварочной головки на свариваемый стык, что способствует достижению качества сварного шва. Формирующая подкладка выполнена водоохлаждаемой, что оказывает влияние на качество и стабильность формирования обратной стороны сварного шва. Свободному перемещению полотнища по рольгангу способствует то, что формирующая подкладка установлена с возможностью вертикального перемещения относительно сварочной головки, так как при перемещении полотнища на рольганге подкладка находится в нижнем положении, тем самым предотвращен износ формирующей подкладки.
Заявляемое техническое решение позволяет осуществить сварку полотнищ в широком диапазоне геометрических параметров свариваемых изделий в зависимости от длины стыковых соединений, что свидетельствует об универсальности установки.
Изобретение поясняется чертежами. На фиг. 1 представлен общий вид установки, на фиг.2 - вид установки сверху.
Установка для односторонней автоматической сварки полотнищ 1, предварительно собранных из листовых заготовок, содержит основание, которое выполнено в виде тележки 2, рольганг 3 с приводами перемещения полотнищ, сварочную головку 4 и формирующую подкладку 5. Тележка 2 снабжена опорной кареткой 6 и закреплена на катках 7, установленных на направляющие 8 для перемещения вдоль полотнища 1. Опорная каретка 6 установлена на ходовые колеса 9 и имеет возможность поворота вокруг своей оси, при этом колеса 9 перекатываются по круговым беговым дорожкам 10, выполненным на тележке 2. На опорной каретке 6 закреплены силовые балки 11 с прижимами 12 для свариваемых полотнищ 1, а также закреплены опорные балки 13 с направляющими 14, на которых установлен автомат 15 со сварочной головкой 4. Формирующая подкладка 5 выполнена так, как описано в патенте РФ №2425744, МПК B23K 37/06, опубл. 10.08.2011, и содержит корпус, внутри которого в верхней части закреплены состыкованные друг с другом медные пластины, а в нижней части расположены продольные перегородки, образующие полости для циркуляции жидкости, охлаждающей подкладку. При этом формирующая подкладка 5 расположена параллельно направляющим 14 и установлена на опорной каретке 6 с возможностью вертикального перемещения относительно сварочной головки 4. Для визуализации положения продольной оси формирующей подкладки 6 относительно стыка свариваемых листов полотнища 1 на опорной каретке 6 установлен лазерный указатель 16, на световую отметку от его луча настроена сварочная головка 4. Установка оснащена пультом автоматического управления и блоком оборотного жидкостного охлаждения формирующей подкладки (не показано).
Работа установки осуществляется следующим образом. Полотнище 1, предварительно собранное из листовых заготовок по заданной геометрии, под наблюдением оператора рольгангом 3 подается в зону сварки стыкового соединения. Когда один из стыков 17 полотнища 1 в пересечении достигнет световой отметки луча лазерного указателя 16, оператор останавливает рольганг 3. По командам оператора с пульта управления начинается настройка элементов установки относительно данного стыка 17, который может находиться как в перпендикулярном положении по отношению к продольной оси полотнища 1, так и располагаться под углом. При этом для наведения сварочной головки 4 на данный стык 17 тележка 2 по команде с пульта управления за счет собственного привода совершает перемещения вдоль полотнища 1. Затем также по команде с пульта управления для совмещения этого же стыка полотнища 1 со световой отметкой луча лазерного указателя 16, которым визуализируется положение продольной оси формирующей подкладки 5, осуществляется поворот опорной каретки 6, имеющей собственный привод. Совмещение стыка со световой отметкой луча лазерного указателя 16 свидетельствует о том, что данный стык 17 находится над формирующей подкладкой 5 и выведен строго под сварочную головку 4. После этого кромки состыкованных листовых заготовок с помощью закрепленных на силовых балках 13 пневмоцилиндров 18 прижимами 12 фиксируются на опорных балках 13. Затем включается перемещение формирующей подкладки 5, которая посредством собственного пневмопривода перемещается вверх в вертикальном направлении, и, достигая стыка 17, относительно которого осуществлялись настроечные операции, описанные выше, прижимается к нему. Далее в корпус формирующей подкладки 5 подается охлаждающая жидкость и с пульта управления поступает команда на сварочный автомат, при перемещении которого по направляющим 14 осуществляется сварка стыка полотнища 1. После окончания сварки полотнище 1 раскрепляется, фиксация его к опорным балкам 13 прижимами 12 прекращается, подкладка 5 опускается. Автомат 15 со сварочной головкой 4 отводится в исходное положение, полотнище 1 рольгангом 3 перемещается до пересечения очередного стыка со световой отметкой лазерного указателя 16 и, цикл повторяется.
Для осуществления изобретения могут быть использованы известные в технике сварочные автоматы и конструктивные узлы, применяемые для сварки под флюсом, комплектующие детали, элементы и материалы, в том числе элементы гидравлики, резинотехнические изделия и крепежные элементы. Для охлаждения формирующей подкладки в качестве охлаждающей жидкости может быть использован антифриз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829384A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
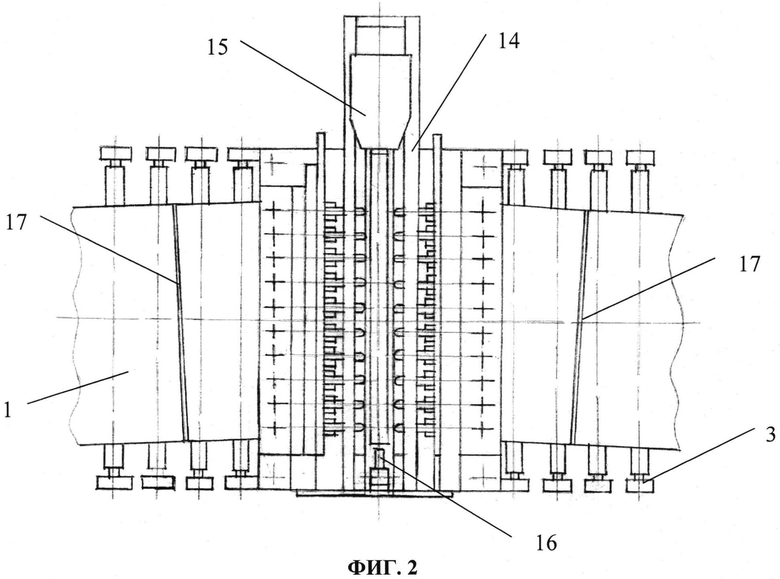
Установка предназначена для односторонней сварки стыковых соединений полотнищ, предварительно собранных из листовых заготовок. Полотнище (1), подаваемое рольгангом (3), неподвижно в зоне сварки. Для настройки положения сварочной головки (4) относительно стыкового соединения составные элементы установки имеют перемещения вдоль полотнища (1) посредством тележки (2). Тележка (2) снабжена поворотной опорной кареткой (6). На опорной каретке (6) закреплены силовые балки (11) с прижимами (12) для свариваемых полотнищ (1) и опорные балки (13) с направляющими (14) сварочного автомата с головкой (4). Формирующая подкладка (5) расположена параллельно направляющим (14) и установлена на опорной каретке (6) с возможностью вертикального перемещения относительно сварочной головки (4). Для визуализации положения продольной оси формирующей подкладки (5) относительно стыка свариваемых листов полотнища (1) на опорной каретке (6) установлен лазерный указатель, а сварочная головка (4) настроена на световую отметку его луча. Установка оснащена пультом автоматического управления и блоком оборотного жидкостного охлаждения формирующей подкладки. 2 ил.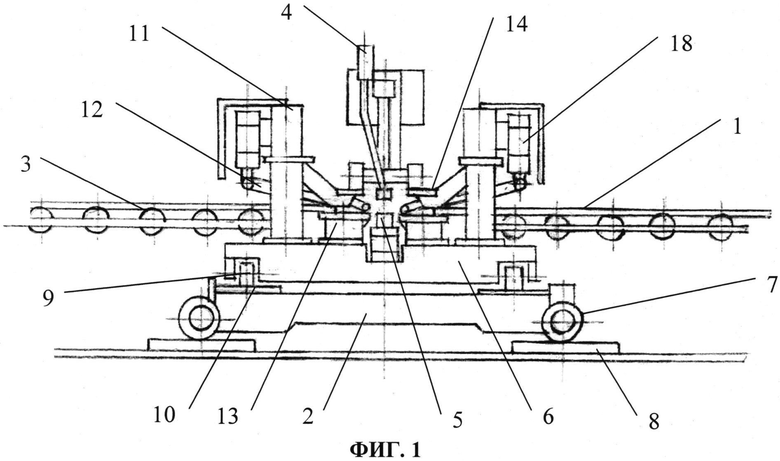
Установка для односторонней автоматической сварки полотнищ, содержащая подвижное основание, рольганг с приводами перемещения полотнищ, опорные балки с направляющими, силовые балки с прижимами, сварочную головку и формирующую подкладку, отличающаяся тем, что основание выполнено в виде тележки, которая снабжена опорной кареткой и установлена с возможностью линейного перемещения вдоль полотнищ, опорная каретка оснащена ходовыми колесами и выполнена поворотной, на опорной каретке закреплены силовые балки с прижимами и опорные балки с направляющими для сварочной головки, формирующая подкладка, расположенная параллельно направляющим сварочной головки, выполнена водоохлаждаемой и установлена на опорной каретке с возможностью вертикального перемещения относительно сварочной головки, при этом на опорной каретке установлен лазерный указатель с возможностью визуализации положения продольной оси формирующей подкладки.
| Установка для односторонней автоматической сварки полотнищ | 1978 |
|
SU774882A1 |
| Устройство для сборки и автомати-чЕСКОй СВАРКи СТыКОВ пОлОТНищ | 1979 |
|
SU846197A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| US 7896216 B2, 01.03.2011 | |||
| US 6504128 B2, 07.01.2003 | |||

