(5) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СТЫКОВОЙ
I
Изобретение относится к сварке и может быть использовано при контактной стыковой сварке методом не прерывного оплавления.
При контактной стыковой сварке почти всегда стремятся к интенсификации нагрева свариваемых заготовок/ так как при этом производительность увеличивается.
Известен способ контактной етыковой сварки, при котором требуемый нагреб заготовок можно получить за минимальное время При этом интенсификация нагрева достигается эа счет периодического кратковременного повышения скорости перемещения свариваемых заготовок.
Недостатками указанного способа являются сложность сварочного оборудования для осуществления вибрации стыкуемых заготовок в диап гзоне S2k Гц, а также отрицательное воздействие вибрации на прочность и надежСВАРКИ НЕПРЕРЫВНЫМ ОПЛАВЛЕНИЕМ
ность механической конструкции сварочной машины.
Известен способ управления процессом контактной стыковой сварки непрерывным оплавлением, при котором а один из периодов оплавления процесс ведут на напряжении, пониженном по сравнению с номинальным, кратковременно повышая его в отдельные моменты 21. При этом, чем ниже напряWжение на сварочном трансформаторе, тем выше тепловая эффективность процесса оплавления.
Для устранения коротких замыканий сварочной цепи лри снижении напряжеt$ния прикюняют положительную обратную связь по току оплавления,воздай-: ствующую при превышении заданного тока на фазу включения управляемых вентилей силового контактора в сторо20 ну увеличения напряжения. на сварочном трансформаторе. Однако, эффективность коррекции напряжения по току оплавления уменьшается с расширением диапазона снижения напряжения. Как следствие, интенсификация нагрева уменьшается.
Целью изобретения является интенсификация нагрева свариваемых деталей
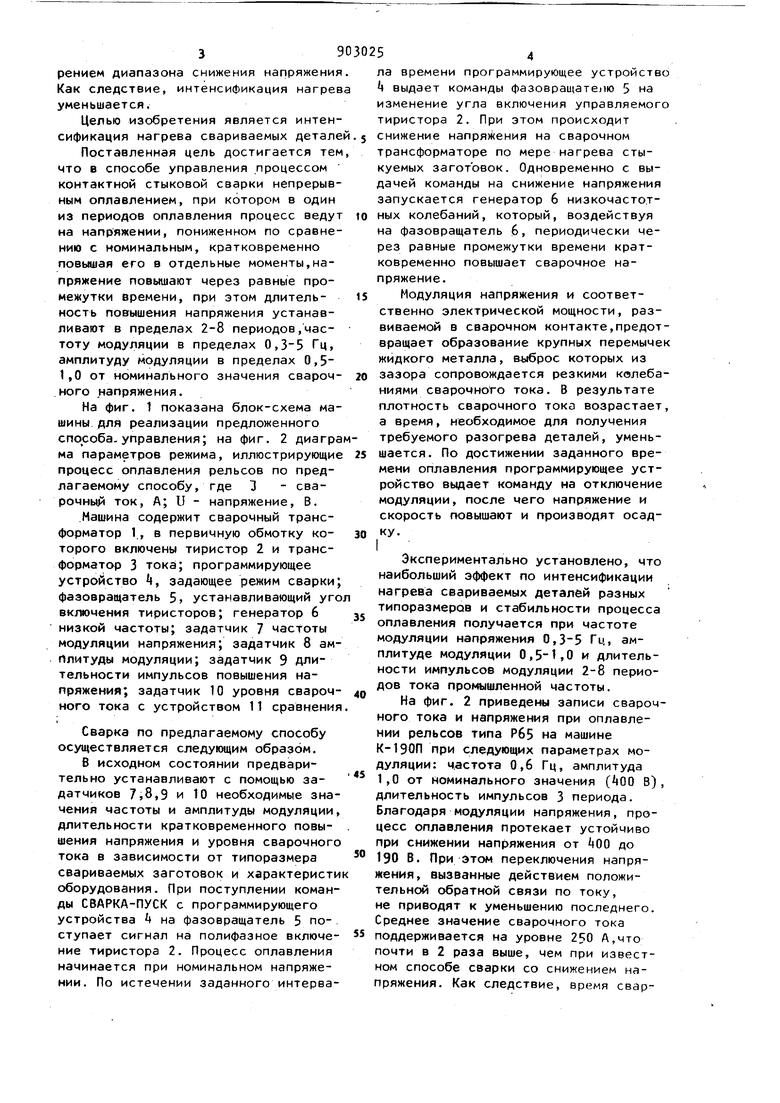
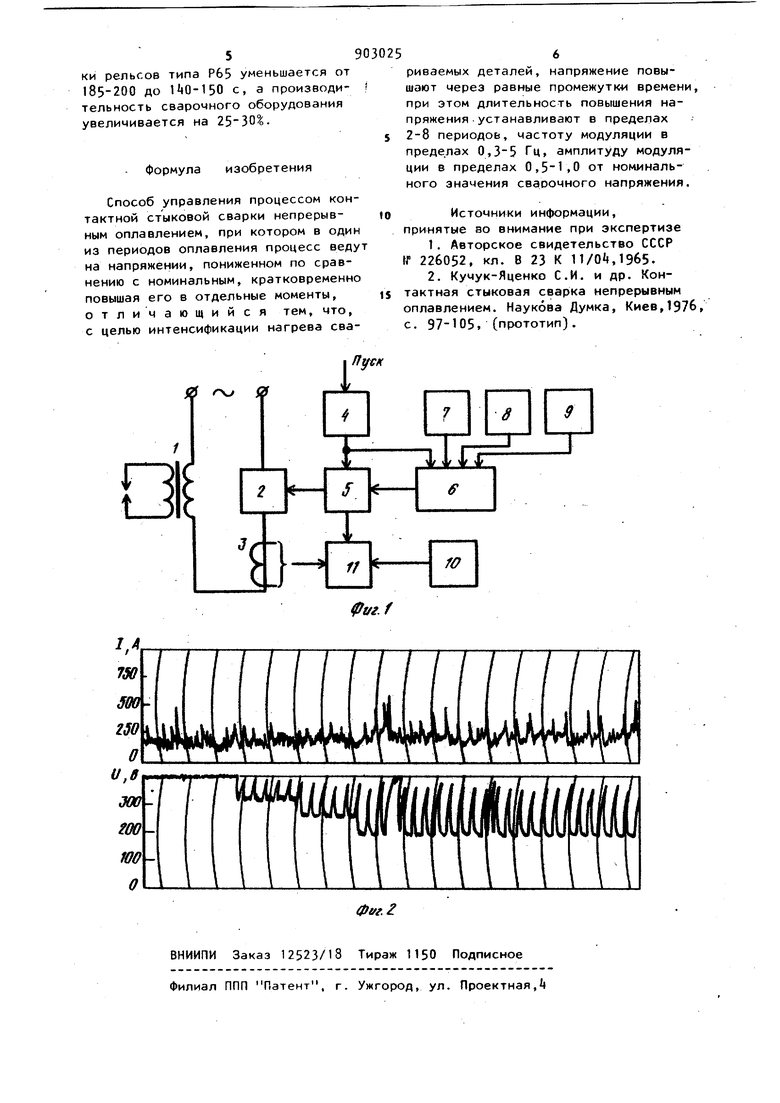
Поставленная цель достигается тем, что в способе управления процессом контактной стыковой сварки непрерывным оплавлением, при котором в один из периодов оплавления процесс ведут на напряжении, пониженном по сравнению с номинальным, кратковременно повышая его в отдельные моменты,напряжение повышают через равные промежутки времени, при этом длительность повгышения напряжения устанавливают в пределах 2-8 периодов,частоту модуляции в пределах 0, Гц, амплитуду модуляции в пределах 0,5 1,0 от номинального значения сварочного напряжения. На фиг. 1 показана блок-схема машины для реализации предложенного способа, управления; на фиг. 2 диагра ма параметров режима, иллюстрирующие процесс оплавления рельсов по предлагаемому способу, где 1 - сварочный ток, А; и - напряжение, В. Машина содержит сварочный трансформатор 1 , в первичную обмотку которого включены тиристор 2 и трансформатор 3 тока; программирующее устройство k, задающее режим сварки фазовращатель 5, устанавливающий уго вкттчения тиристоров; генератор 6 низкой частоты; задатчик 7 частоты модуляции напряжения; задатчик 8 амплитуды модуляции; задатчик 9 длительности импульсов повышения напряжения; задатчик 10 уровня сварочноге тока с устройством 11 сравнения Сварка по предлагаемому способу осуществляется следующим образом. 8 исходном состоянии предварительно устанавливают с помощью задатчиков 7,8,9 и 10 необходимые значения частоты и амплитуды модуляции длительности кратковременного повышения напряжения и уровня сварочного тока в зависимости от типоразмера свариваемых заготовок и характеристи оборудования. При поступлении команды СВАРКА-ПУСК с программирующего устройства Ц на фазовращатель 5 поступает сигнал на полифазное включение тиристора 2. Процесс оплавления начинается при номинальном напряжении. По истечении заданного интервала времени программирующее устройство выдает команды фазовращателю 5 на изменение угла включения управляемого тиристора 2. При этом происходит снижение напря)ения на сварочном трансформаторе по мере нагрева стыкуемых заготовок. Одновременно с выдачей команды на снижение напряжения запускается генератор 6 низкочастотных колебаний, который, воздействуя на фазовращатель 6, периодически через равные промежутки времени кратковременно повышает сварочное напряжение. Модуляция напряжения и соответственно электрической мощности, развиваемой в сварочном контакте,предотвращает образование крупных перемычек жидкого металла, выброс которых из зазора сопровождается резкими колебаниями сварочного тока. В результате плотность сварочного тока возрастает, а время, необходимое для получения требуемого разогрева деталей, уменьшается. По достижении заданного времени оплавления программирующее устройство вьодает команду на отключение модуляции, после чего напряжение и скорость гювышают и производят осадку. Экспериментально установлено, что наибольший эффект по интенсификации нагрева свариваемых деталей разных типоразмеров и стабильности процесса оплавления получается при частоте модуляции напряжения 0,3-5 Гц, амплитуде модуляции 0,5-1,0 и длительности импульсов модуляции 2-8 периодов тока промышленной частоты. На фиг. 2 приведены записи сварочного тока и напряжения при оплавлении рельсов типа Рб5 на машине К-190П при следующих параметрах модуляции: частота 0,6 Гц, амплитуда 1,0 от номинального значения (ЦиО В), длительность импульсов 3 периода. Благодаря модуляции напряжения, процесс оплавления протекает устойчиво при снижении напряжения от kOO до 190 В. При этом переключения напряжения, вызванные действием положительной обратной связи по току, не приводят к уменьшению последнего. Среднее значение сварочного тока поддерживается на уровне 250 А,что почти в 2 раза выше, чем при известном способе сварки со снижением напряжения. Как следствие, время сварки рельсов типа Р65 уменьшается от 185-200 до l tO-IBO с, а производительность сварочного оборудования увеличивается на 25-30%. формула изобретения Способ управления процессом контактной стыковой сварки непрерывным оплавлением, при котором в один из периодов оплавления процесс веду на напряжении, пониженном по сравнению с номинальным, кратковременно повышая его в отдельные моменты, отличающийся тем, что, с целью интенсификации нагрева сва9риваемых деталей, напряжение повышают через равные промежутк+i времени, при этом длительность повышения напряжения устанавливают в пределах 2-8 периодов, частоту модуляции в пределах 0,3-5 Гц, амплитуду модуляции в пределах 0,5-1,0 от номинального значения сварочного напряжения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 226052, кл. В 23 К П/0,1965. 2.Кучук-Яценко С.И. и др. Контактная стыковая сварка непрерывным оплавлением. Наукова Думка, Киев,1976, с. 97-105, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ ПИТАНИЕМ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА ПРИ СВАРКЕ | 2011 |
|
RU2521743C2 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2392099C2 |
| Способ контактной стыковой сварки импульсным оплавлением | 1977 |
|
SU1022407A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1669663A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
nib
LJIc
