Предметом изобретения является станок для автоматической газовой сварки изделий из .тиетового металла е отбортованными кромками (например, крышек и донышек сосудов прямоугольной формы). Станок снабжен приспособлением для автоматического выравнивания заготовок перед сваркой н выталкивания готовых изделий после сварки.
Особенностью предлагаемого стапка является нрименение в нем механизма, понеремен {о сообщаюнгего сварочной горелке н изделию прямолинейные движения во взанмно перпендикулярных направлениях по следуюнхему циклу: ход горелки вперед при неподвижном изделии --- ход изделия вперед (в нернендикулярном панравлении) при ненодвижной горелке - ход горелки назад -- ход изделия назад.
Применение такого механизма упрощает конструкцию станка и обеспечивает возможность осугцествлення сварки по нрямоугольному контуру.
С целью улучшения качества сварки и повышения устойчивости процесса в станке нрименен механизм, сообщающий наконечнику горелки колебательное движение н поворачивающий его при изменении nanpai.seкия свариваемого нша.
Наконечник горелки, в.месго сообнгення ему колебательного движения, может гфиводнться в пепрерывное вращение вокруг оси, перпендикулярной к средней линии свариваемого ннза, что также обеспечивает улуч нение качества сварки.
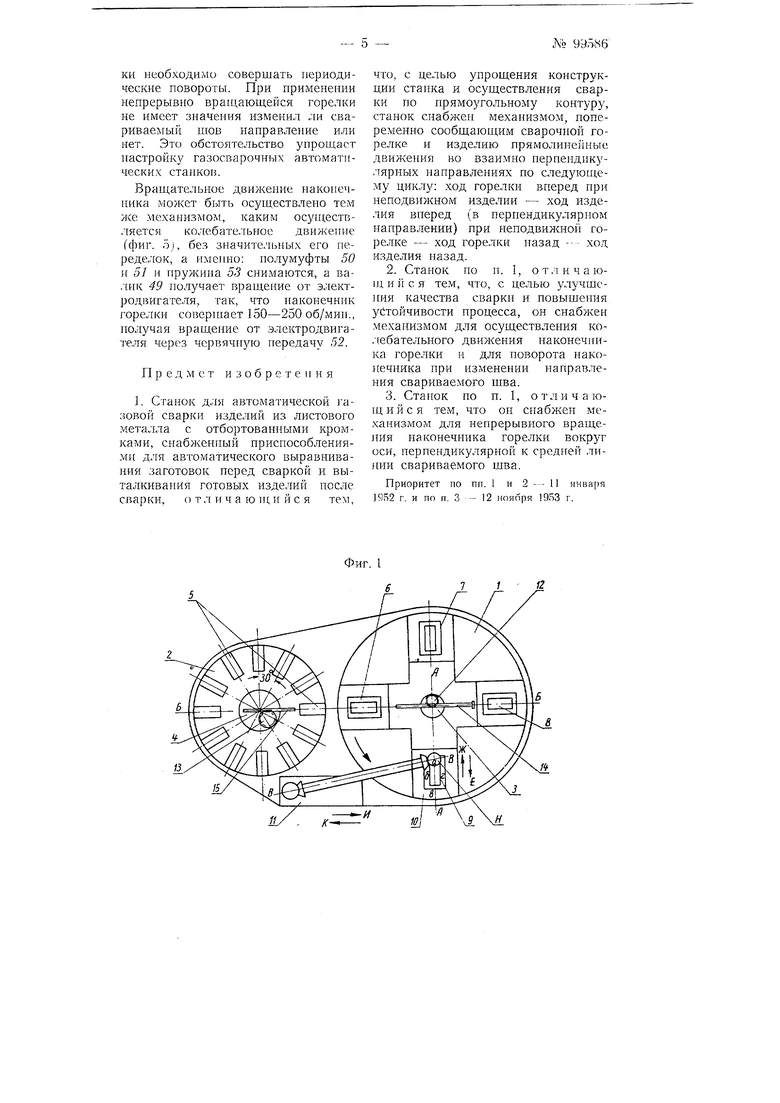
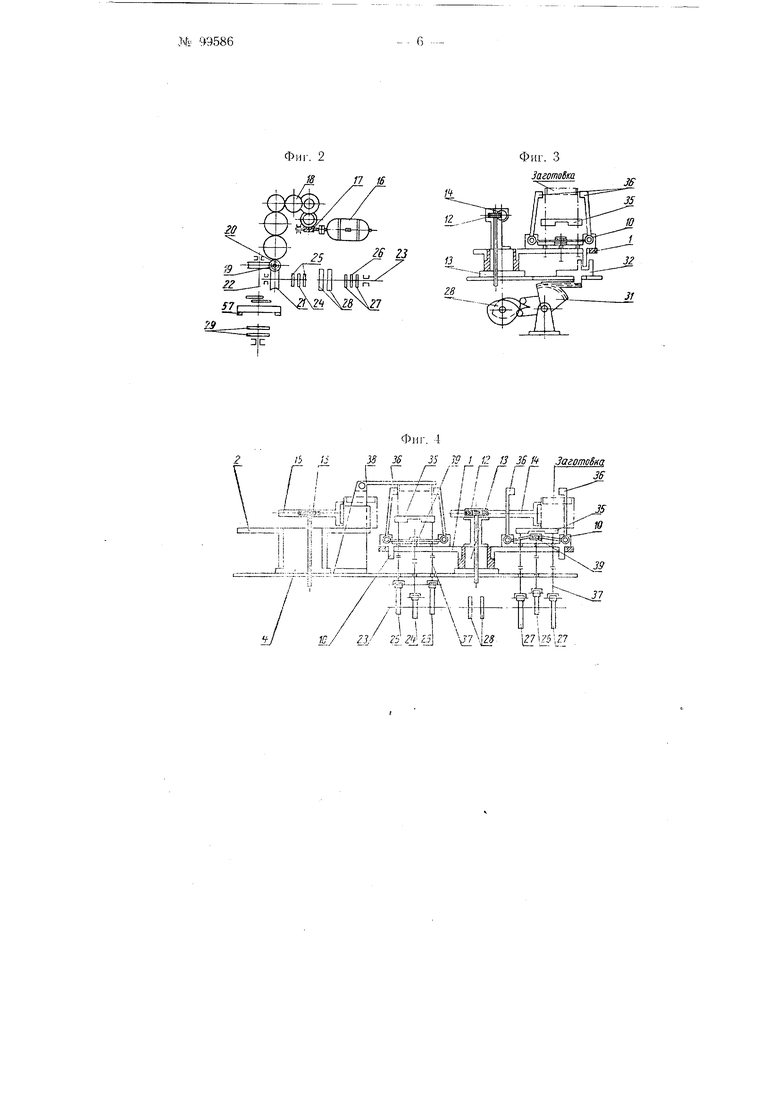
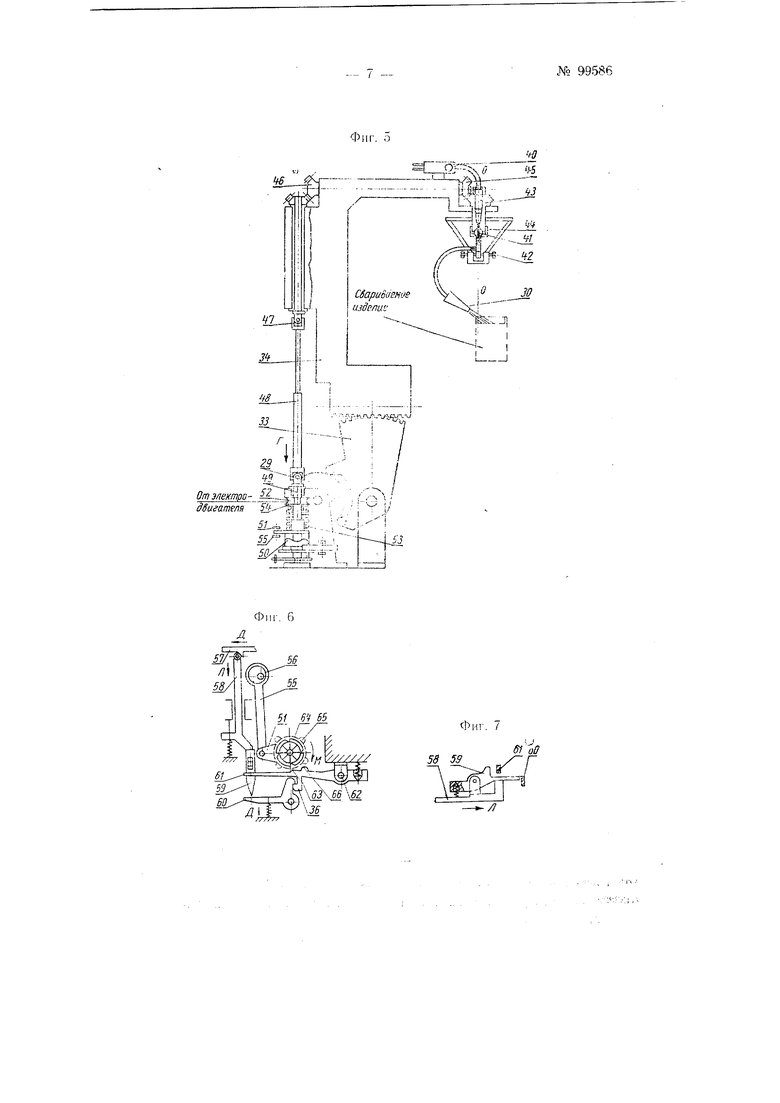
Па фиг. 1 схематически изображен предлагаемый станок для автоматической газовой сварки в плане; на фиг. 2 - кинематическая схема привода стагнса в плапе; на фиг. 3 - разрез по АА на фнг. 1; на фиг. 4 - то же но ББ; на фнг. 5 - то же но ВВ; на фиг. 6 - вид по стрелке Г на фиг. 5; на фиг. 7 - разрез станка по ДД на фиг. 6.
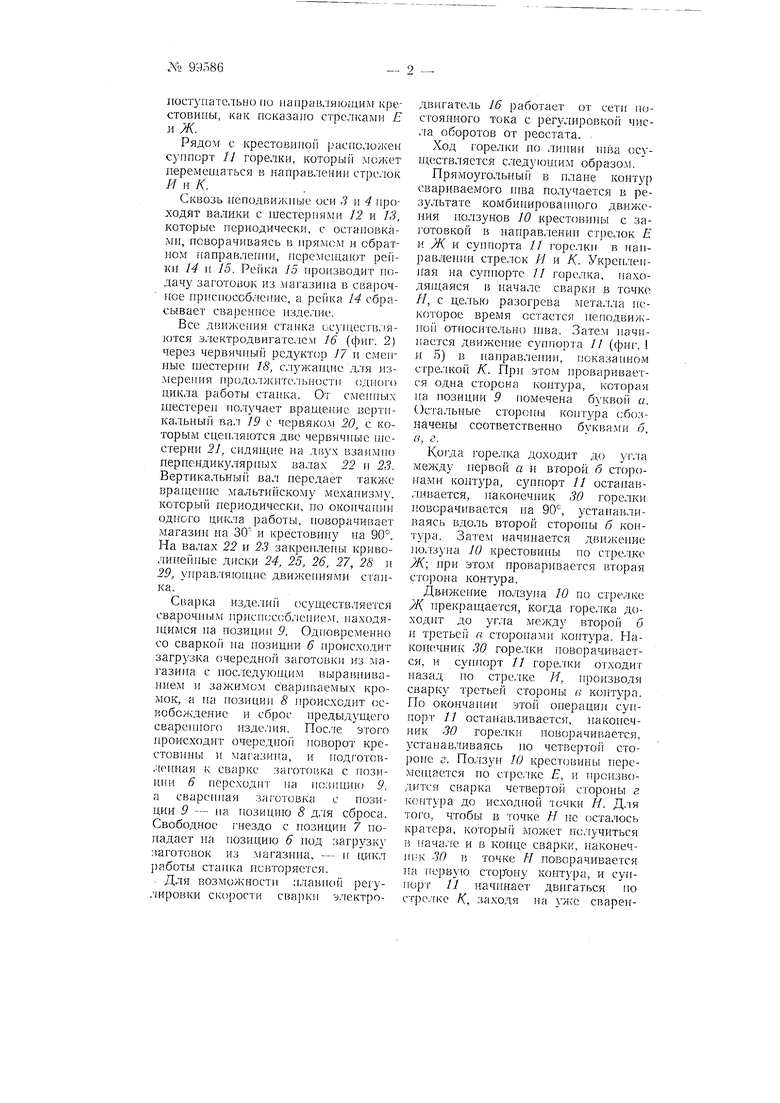
Основу станка составляют диск 7, несущий крестовину и насаженньн на неподвижную ось 3, н диск 2, несущий магазин и насаженный на неподвижпую ось 4. Па диске 2 магазина имеются гнезда 5 для заготовок, а па крестовине расположены четыре одинаковых сварочных приспособления, расположенных на позициях 6, 7, 8 и 9. Сварочные приспособле1ШЯ -укреплены па ползунах 70/которые могут переменгаться возвратнопоступательно по ыа11рав.Ш101ДИМ крестовииы, как показало стрелками Е и Ж.
с крестовипоЛ расположен сзппорт /У горелки, которьи может перемепдатьея к направлении стрелок И к К.
Сквозь неподвижные оси .9 и 4 проходят валики с шестернями 2 и 13, которые периодически, с остановками, поворачиваясь в прямом и обратном паправлеппи, перемещают peiiкп 14 и /5. Рейка 15 производит подачу заготохзок из магазина в сварочное приспособлепис, а репка 14 сбрасывает сваренгюе изделие.
Все движения станка осуществ.яются электродвигателем 16 {фиг. 2) через червячпый редуктор /7 н сменные шестерпи 18, с.тужащие для измерения продо.т/ките.чьностн одн()Г() цикла работы стайка. От смытых шестерен получает вращение вертнкальиьп вал 19 с червяком 20, с которым сцепляются две червячные шестерии 2J, сидящие па двух взаимно пернендикзлярпых валах 22 н 23. Вертикальны вал передает также вращеппе мальтийскому мехаг нзму, который периодически, по окончан1П1 одного цикла работы, поворачивает магазин на 30 и крестовину на 90°. На валах 22 п 23 закреплены криволинейные диски 24, 25, 26, 27, 28 и 29, управ. яюи1пе движепиями ста)1ка.
Сварка изде.тий осуществляется сварочпым приспособлением, находящимся иа позиции 9, Одновременно со сваркой на позиции 6 происходит загрузка очередной заготовки из лтагазина с последующим вырав1П1ваиием и зажимом свариваемых кромок, а иа позиции 8 происходит освобож-дение и сброс предыдущего ceapeinioro изделия. После этого происходит очередно/ оворот креСТОВИНЬ и , н ,: енпая к заготовка с тозицни 6 переход Г - ia но.пшию 9, а сварсп ая заготовка с позиции 9 - па позицию 8 для сброса. Свободное иездо с позиции 7 попадает на юзици о 6 под загруз заготовок из Л1агазипа, - н ,икл работы стайка повторяется.
Для возможност peiyлировки скорости сварк :)лектродвигатель 16 работает от сети постоянного тока с регулировкой чис.ia оборотов от реостата.
Ход горелки по линии П5а осугцествляется следу ощим образом.
Прямоугольный в плане конту) сваривае.мого ползчается в результате комбинирова 1 ого двнжспия 1олззнов 10 крестовины с заготовкой в н а прав лен п стрелок Е и Ж и суппорта // горелки в na iравлении стрелок // и /С. Укрег ле 1 Шя иа суппорте // горелка, iaxoдян ;аяся в начале сварк - в точк( //, с цель) разогрева металла некоторое время остаетс5 1 еподвиж 101 отпоси е.льно пва. Зател ачипается движе П-1е суп 1орта // (фи и 5) в 1аправлепии, показа ном стрелкой К. При это.м ровс ривается одна сторона vO iTypa, которая а позиции 9 помечена буквой и. Остальные сторо Ь оптура обозначены соответствеино букв а.ми б, 6, г.
оре. доходит до уг.ла первой а и второй б стороиамп контура, суппорт // остапавЛ цзается, 1акопечцик 30 горелки поворачивается 90°, уста1 авли шясь вдоль второй стороны б контура. Затем начинается двнжепие ползуна 10 крестовипы по стрелке Ж; при этом проваривается 5торая сторона } онтзфа.
Движеиие ползу а 10 по стрел се Ж прекращается, горе,тка доходит до угла второй б н третье ; « сторонам . Накопе.чник 30 горелки новорачиваетcjr, и // горе,тки отходит назад ю стре, Я, производя сварку третьей стороны 6- . По окончании этой операции // останавливается, накопечиик 30 горелки поворачи ,ается, устанавливаясь Ю четвертой стороне г. Ползун 10 pecT(jBHHb переме дается по стре, , и прО зводится сварка четвертой стороны г 1«1(тура до исход юй точки Я. Для того, чтобы в 1очке Я е осталось крачера, шторый может к;, учиться }, (гачале и в конце сварки, наконеч(,:к 30 В точке Я поворачивается а iTcpsyio еторопу контура, и // начннает двигаться о стре.тке К, заходя иа зже свареннын шов на первоц стороне контура еще на 5-10 мм. В это время крестовина начннает л.оворачнваться, и сваренный июв nepBoii стороны а с плавно возрастаюн 1ен ско ростыо двигается навстречу горелке, вследствие чего ванна раснлав.теиного мета.ч.та ностенеино сходит на нет и конец и начало сварки де.;аются иа Н1ве нераз.тичнмымн.
После нача.та нсворота кресто1зины суппорт 11 неремещаетси в точку Н, вс.тедствие 4eix) npit ноступ.теиии оч(редиой заготовки с позиции 6 на нознцню 9 горелка онять оказывается в исходном положении, с которого ЦИК.Т д15ИжениГ| г(фелки начинается снова.
Ползун }0 крестовины нрив(;д1ггся в движение от нродолыгого вала 23 через криволинейные диски 28. с которыми взаимодеиетву от ролики зубчатого сектора 31 (фиг. 3). Зубчатый сектор 31 снен.тяется с рейкой захвата 32, в наз которого входит выстун но.чзуна 10. Поэтому иеремещеиме рейки за.чвата 32 влечет за собой иередвиже1Н1е иолзуна W. Конструкция наза захвата
32ие 11реиятствуе1 новороту крестовииы в наиравлеиии, нсрнеидику. ярном илоскоети фи1 3.
Супнорт // торелкн иолучает движение от нонеречного ва.та 22 и криволинейных дисков 29. К.риволине1И1ые диски 29 взаимодействуют с роликами зубчато сектора
33(фиг. 5), иередаюгцего движение , укреп.тенной иа корнусе
34|орелки.
Подготовка заготовок к: сварке иа иозиции 6 (фиг. 1) начинается носле нодачн очередно заготовки из гнезда 5 магазина рейкой 15 в сварочиое нрисиособле1Н е, находящееся иа нозиции 6, и иеремешения рейки 15 назад.
Сварочное ириснособлегн1е состоит из днии;а 35 и зажимов 36 (фиг. 3 и 4), расноложенных со всех четырех сторон контура. В зажимах имеются проемы для входа и выхода заготовок.
Когда заготовка после подачи из магазина находится на днище 35, криволинейные диски 25, воздействуя па пальцы 37, но.днима1от заготовку вверх до уио)а %, o6ecHt 4H iaкяцегс постоянство расстояния .;1нваем-ых кромок ст го зелки.
Когда заготовка 1и).:и1нмае1Хя или сбрасывается, зажнмы 36 находятся в разжатом состоянии. Кс;нны BbiCTyncpj зажимов 36 входят к y jlту 39, уирав.тяемую через систему на.тьцер, крнво.И1ней1Нз1МИ диска NHI 24. При подъеме н опл-сканни )ты 39 пр(исходит сжатие н р;1зж;1тие зажимов 36.
После выравиивгпшя за оговки. осущестр.ляемого унорс;м 38, нс:следпнй )Д1И1мается над заготовко, кото1рая зажимается зажнмамн 36 н оказ1)Н астся нодгото1,.-|оииой к iiepeдвижеиию с к:зин1Н1 6 за1рузкн на поз1ин1(; 9 сварки.
Кроме передвижения суппорта // горе.тки нри сварке иервой а н третье в сторО онтура ( 5), (.;н:еч Н1К 30 горелки соверн1ает колебательлюе (50- 100 колебан 1Й в А инуту) B0 -;pyi oci 00 па 30° обе CTopO i с;т , инза н новорот в углах контура.
Колебания 30 осу1цеств. с ие.нло у.1учн еиня снлавле Н1я кромок н комне сации (. от )асчет 1ых размеров контура ива. Поворот аконечника необходим для установки пламени горелк Т .до,1ь линии игва под iy Kным углом.
Д,ТЯ B03M() НрСИЗВОДНТ)
регул ро 5ку и.тамен -оре.тки а ходу для нредотвраи;ения запу Ь вания и1ла1ИЧ5В нодачи ислорода ацетиле 1а. колебательн :,е движеиия и новорот иако 1ечника 30 торел и вокр} оси 00 осуществляется 1рн еподвиж ом стволе 40 горелк при помощи щарового наконечника 41, нозволя ощего посредством 42 нравильно устаиовит о му дн1тук 30 горелки отиоснтель о ( колеба нп 1. После регулировки иаровой 11а оиечник 41 рижнмается к 43 накид toii rafiKO 44.
Гнездо 43 имеет снаруж ко ичес :ие зубцы, сцепляющиеся с Соническо Н1естерней 45, от это шестерн гнездо 43 получает колебате.тьное движение и периодический поворот в углах сварочного нша
liOKpvi оси Of). Коническая шестерня 45 1гасажена иа обший вал с шестерней 46, получаю цей движение от шарнира 47 с телескопическим Ka.iHKCM 48. Нижний конец /нарнира сцен.чен с валиком 49, на котором неподвижно закреп,чена нижняя но.Пмуфта 50 с четырьмя полсгими зубцами. Нижняя нолумуфта 50 сцепляется с верхней iio/iyмуфтой 51, которая скользить но валику 49 (цифрой 52 обозначено червячное колесо, насаживаемое на валик 49 для сообщения горе.:гке вращательного движения) . Обе нолумуфты прижимаются друг к другу пружиной 53. Пружина вторым концом упирается в ун(;рньн 1 Н1ариксподнш1н1ик 54. Верхняя по.чумуфта 51 соединена с тягой 55 (фиг. 6), получающей колебательное движение от эксцентрика 56, укренленного на валу редуктора станка.
Поворот горе.лки происходит с.чедующим образом. На диске, сидяще 1 па поперечном валу 22, находятся регулирземые ку гачки 57 (фиг. 2 и 6), передвижкой которых по диску устанавливается, момент поворота горелки, ссответствуюн ий прохождению 1орелки через угол шва. В этот момент кулачок 57, iraжимая на ролик толкателя 5S, нередвщ ает его но стрелке Л (фиг. б г 7). На то.чкателе 58 укреплена собачка 59, которая своим носиком упирается в рычаг 60 и новорачивает его вокруг оси, освобождая ззб поворотного рычага 61. Рычаг 61 под действием пружипы поворачивается на оси 62 и своим выстуном 63 попадает в зуб храновой муфты 64, которая жестко насажена на валик 49 и совернгает вместе с ци.г колебательные движения. Колебательное движение заключается в поворотах вокруг валика 49 в прямом и обратном направлениях гга бО по ст|)елке М (фиг. 6).
На валике 49 закреплен также диск 65 с выступами. Выступ 63 рычага 61 попадает нри колебаниях храповой муфты 64 в ее зуб в одном из крайних положени муфты. Когда верхняя полумуфта 51, сидящая свободно на валике 49,
||ол действием тяги 55 начинает поворот против стрелки М, зубья Jio.(, вследствие задержки щж, гюлумуфты 50 и движения р.ерхней полумуфты 51 против стрелки М, начинают расходиться. При этом пружина 53 с/ки.мается. При дальнейнтем движе;нии в том же направлении зуб по.лзлгуфты 5/ перескакивает через иенодвижный зуб нолумуфть( 50.
Затем верхняя иолумуфта 5/ под действием тяги 55 и эксцеитрика 56 пойдет по нанравлению, ноказапрюму стрелкой М, и вызовет поворот наконечника горелки. Одновременно вь(стун диска 65, взаимодействуя с выстуном 66, установит рычаг 61 в исходное положегн е. После поворота снова начиггаются колебания нак.спечника, но уже относительно повой сторсны свариваемого контура . Врапгающии момеит нри колебании передается давлением пружины 5,3 на зубья полумуфт.
Механизм выполнен таким образом, что кзлачок 57 может вызвать лингь один поворот наконечника горе.тки, и нужен подход нового следующего кулачка, чтобы осуществить новый поворот этого наконечника.
С.гедовательно, новорот горелки зависит от расноложения кзчлачков 57 на днске, укрепленном на валу 22, кулачки же располагаются так, чтобы повороты паконечника происходи.ли в уг.тах свариваемого коитура.
Как уже указывалось, улучшение качества шва может обеспечепо не то.тьк1) колебате.тьпым движением наконечника горелки, но и непрерывным его вращением.
Вращение горелки решает ту же задачу, что и колебание горелки, т. е. обеспечивает лучщее сплавление кромок и компенсирует отклоцения движения горелки от .и-нши сварочного шва. Но при колебании горелки эта задача решается копструктнвЕЮ проще, при обеспечении ,Лучшего качества сварки.
Преимущества вращения горелки сказываются лишь в том случае, ес.чи свариваемый щов имеет повороты и наряду с ко.тебаниями горелки необходимо совершать периодические повороты. При применеиии непрерывно вращающейся горелки не имеет значения изменил ли свариваемый шов направление или нет. Это обстоятельство упрощает настройку газосварочных автоматических станков.
Вращате;1ьное движение иакоиечника может быть осуществлено тем же механизмом, каким осун1:ествляется ко.тебательиое движение (фиг. OJ, без зиачите.чьных его переделок, а именно: полумуфты 50 к 51 и пружина 53 снимаются, а валик 49 получает вращение от электродвигателя, так, что наконечник гореЛЕ н соверишет 150-250 об/мин., получая вращение от электродвигателя через червячиую передачу 52.
П р е д мет и з о б р е т е и и я
. Станок для автоматической газовой сварки изделий из листового металла с отбортованными кромками, снабженный приспособлениями для автоматического выравнивания заготовок неред сваркой и выталкивания готовых изделий после сварки, о т .1 и ч а ю не и и с я тем.
что, с целью упрощения конструкции стайка и осуществления сварки по прямоугольному контуру, станок снабжен механизмом, попеременно сообщающим сварочной горелке и изделию прямолинейные движения во взаимно иерпеидикулярных направлениях по след)пон1ему циклу: ход горелкн вперед при неподвижном изделии - ход изделия вперед (в перпендикулярном направлении) при неподвижной горелке - ход горелки назад -- ход изделия иазад.
2.Станок по п. 1, отличаю1JJ, и и с я тем, что, с целью улучше П-1Я качества сварки и повышения устойчивости процесса, он снабжен механизмом для осуществления ко.чебательного движения наконечпиjca горелки и для поворота наконечника при изменении направления свариваемого шва.
3.Станок по п. 1, отличающийся тем, что он снабжен механизмом для непрерывного враще1 ия наконечника горелки вокруг оси, перпендикулярной к средней липии свариваемого шва.
Приоритет по пп. 1 и 2 - - 11 января 1952 г. и по гг. 3 - 12 ноября 1953 г.
20 /5 Ь33 36 35 о G /J 3S flf ЗаготоВкд
Г г .LJZ-Zirrrrrr
; /0|r5F T r/ / / ri
II&
/ Х-.,-./НЬ
ЕгзжШе Ч;/ ; ,1J/I Й:®
...J..JJJi J I l Ж
Ж/ Л/ s;,t5) XIZMI iiZiZ5 A
Фиг. 3 Заготобка
Фиг. 4
iiT/
iiiu
