При существующем методе проточки нажимных эластичных валиков на оправках, вставляемых между центрами шлифовального станка, не достигают точной шлифовки валиков и не устраняют биение их на вытяжных нриборах прядильных мащин.
Для проточки валиков приходится втулки снимать со щпинделей н насаживать на специальную онравку с промежуточными конусами, т. е. происходит разукомплектование сквозных втулок с их рабочими шпинделями.
Описываемое приспособление позволяет производить обработку нажимных валиков без съема их с рабочих шпииделей. Достигается это применением устанавливаемого на столе станка основания с призмами для укладки цапф рабочего щпинделя с одновременным приведением в контакт наружной поверхности обрабатываемого нажимного эластичного валика с фрикционным валом, кинематически связанным с приводом станка.
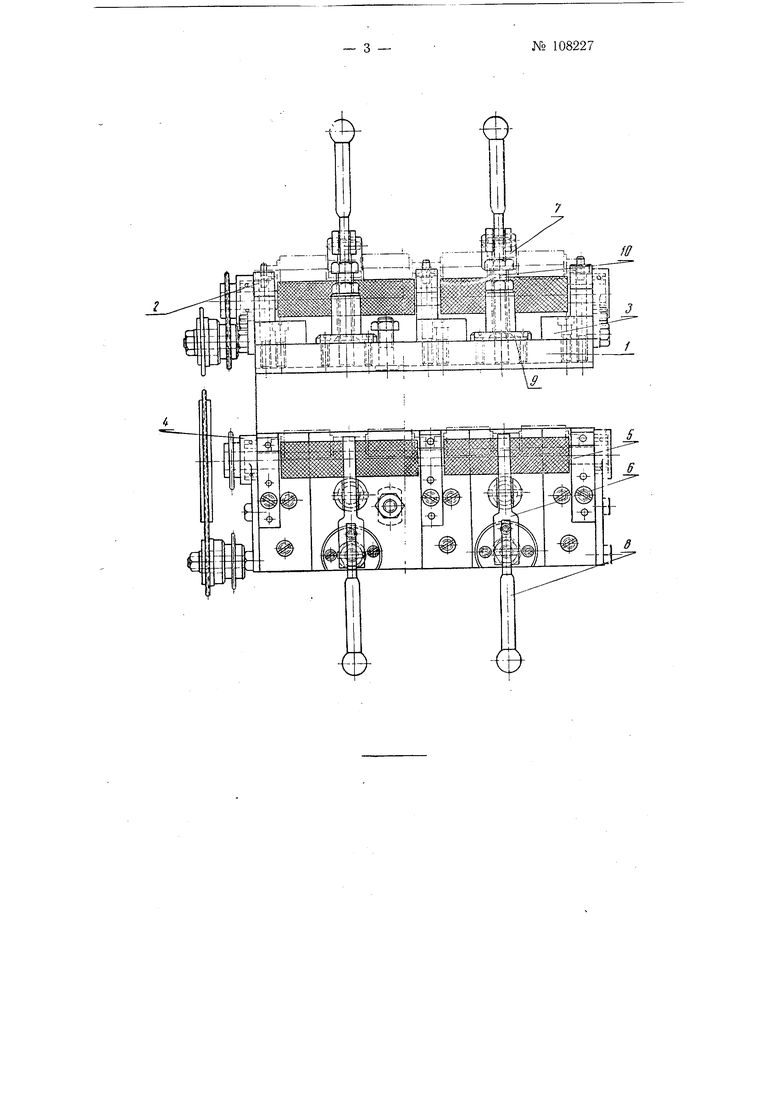
На чертеже показано приспособление, вид спереди и сверху.
Приспоссблепие оспованием / устанавливается на стол шлифовального станка и крепится на нем. Основание снабжено призмами 2, на которые укладываются цапфы ра.бочего шпинделя нажимных валиков. Для бОоТьшей устойчивости призмы установлены на чугунные подушки 5. В подшипниках корпуса 4, монтированного на основании, расположен фрикционный вал 5, кинематически связанный с приводом станка. Для удержания обрабатываемых валиков применены эксцентриковые зажимы, состоящие из верхнего зажимгюго рычага 6, стойки 7, эксцентриковой ручки 8, регулирующей опорной стойки 9 и регулирующего болта 10.
Приспособление получает движение от шпинделя головки шлифовального станка (на чертеже не указан) с помощью цепной передачи.
Во избежание пробуксовывания нажимных валиков фрикционный вал 5, с которым они контактиру